



球墨铸铁的凝固特征与灰铸铁有一定的不同,主要体现在球墨铸铁件的凝固温度区间较大,因而粥状凝固倾向较大,则容易产生分散缩松。球墨铸铁件的冒口设计方法与灰铸铁类似,分为三种方法:经验比例法、收缩模数法和内压控制法。
1.经验比例法
经验比例法属于传统冒口设计方法,包括比例法和经验法。
(1)比例法 比例法是根据冒口的尺寸与被补缩处铸件的热节圆直径成正比进行冒口设计的。球墨铸铁件的冒口尺寸见表5⁃61。冒口颈尺寸的求解可参考下一小节经验法来进行。
表5⁃61 球墨铸铁件的冒口尺寸 (单位:mm)
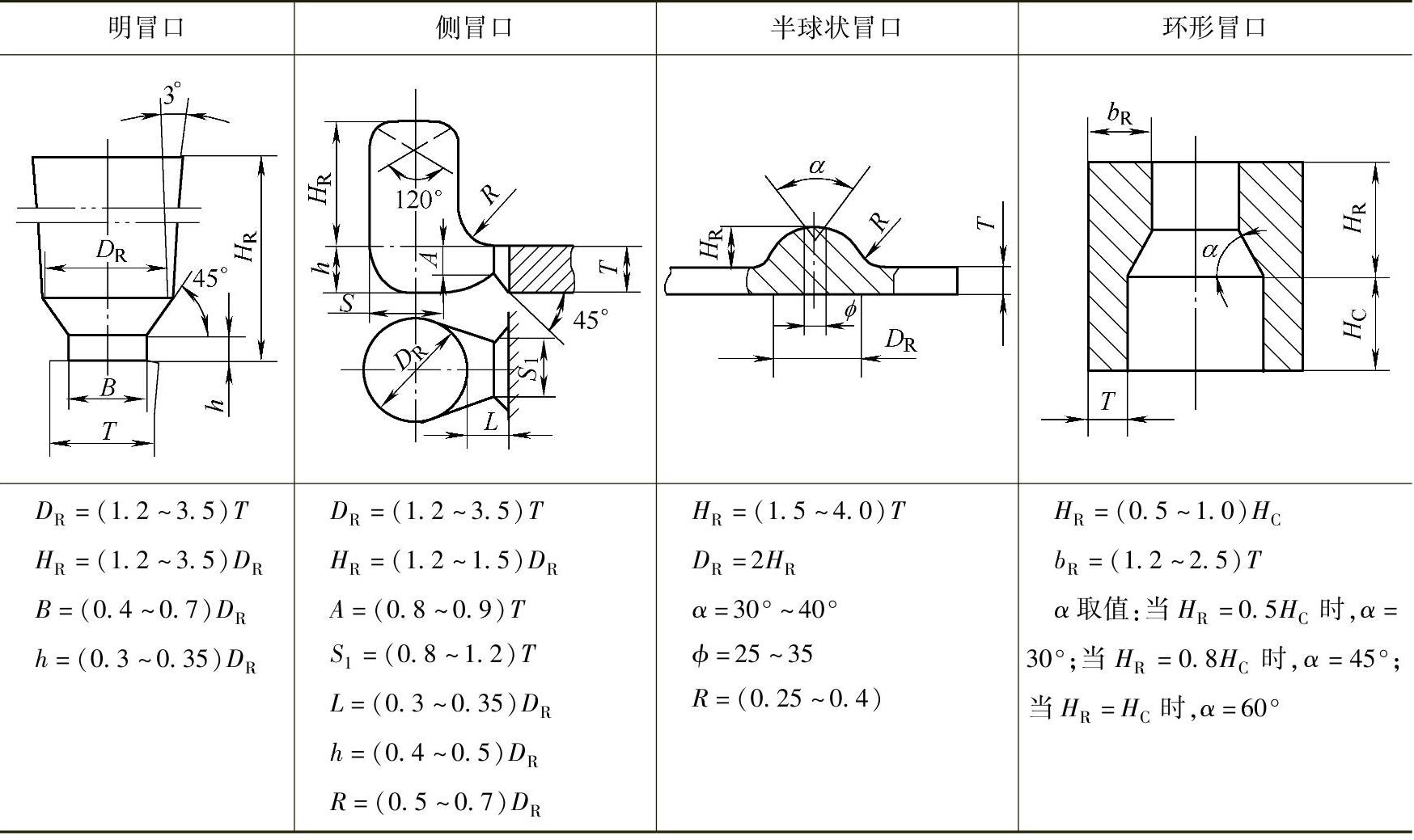
注:1.一般壁厚的铸件取DR=T+50mm。
2.圆柱体、立方体等形状铸件取DR=(1.2~1.5)T。
(2)经验法 图5⁃47所示为计算冒口尺寸的列线图。根据图5⁃47可求得冒口尺寸,铸件成品率为60%~80%。一般冒口颈的长度可根据冒口的直径来选取,见表5⁃62。
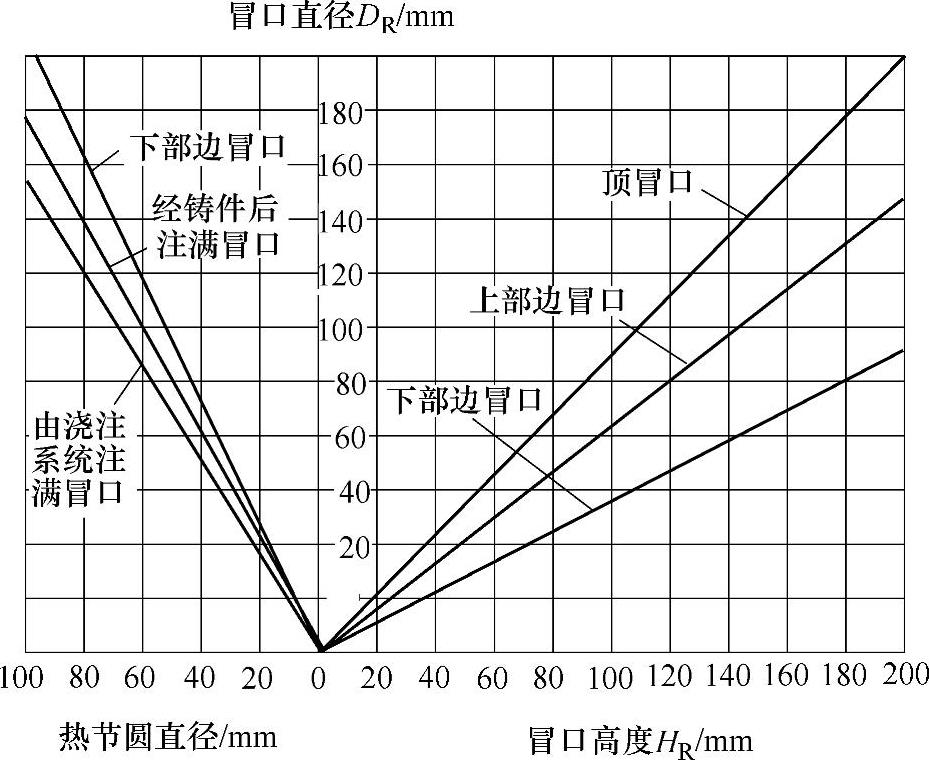
图5⁃47 计算冒口尺寸的列线图
表5⁃62 球墨铸铁冒口颈的长度 (单位:mm)

对于明侧冒口和暗侧冒口,其冒口颈尺寸可分别参考图5⁃48和图5⁃49。
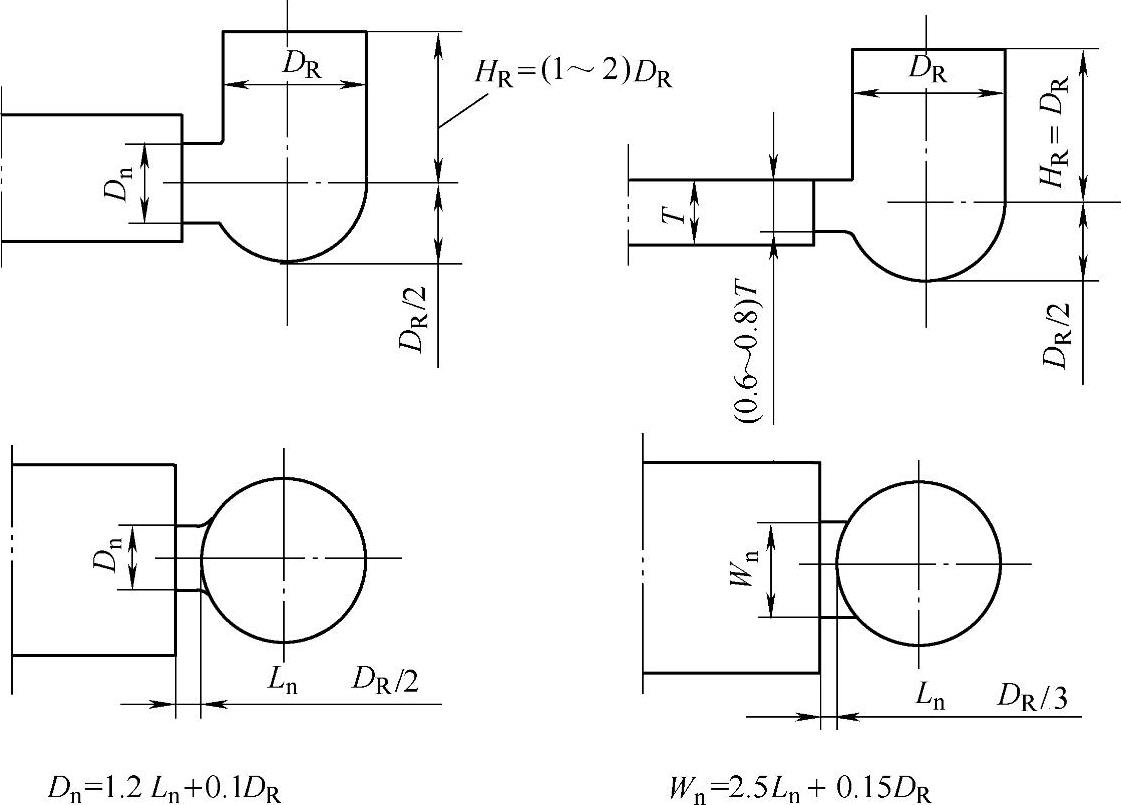
图5⁃48 明侧冒口颈的比例尺寸
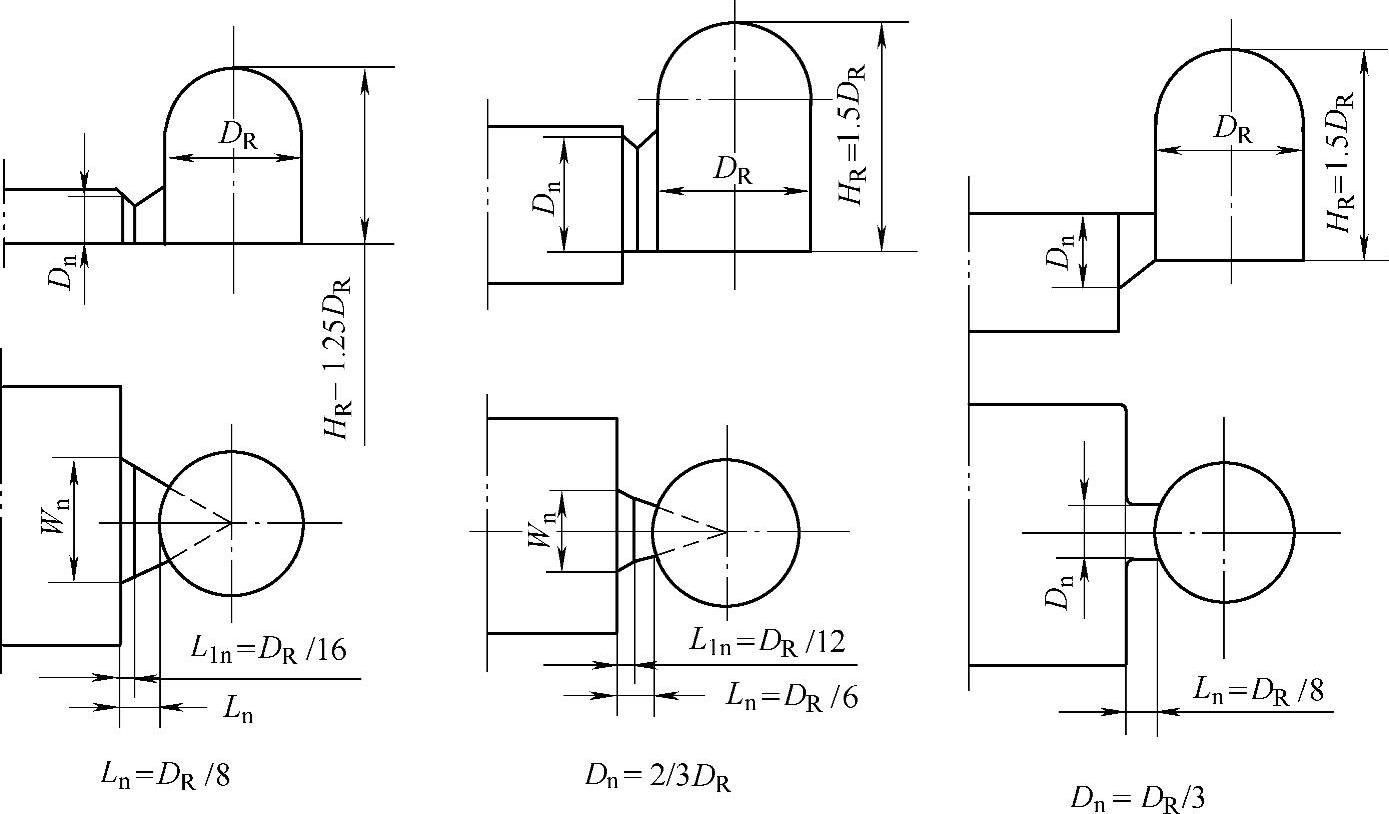
图5⁃49 暗侧冒口颈的比例尺寸
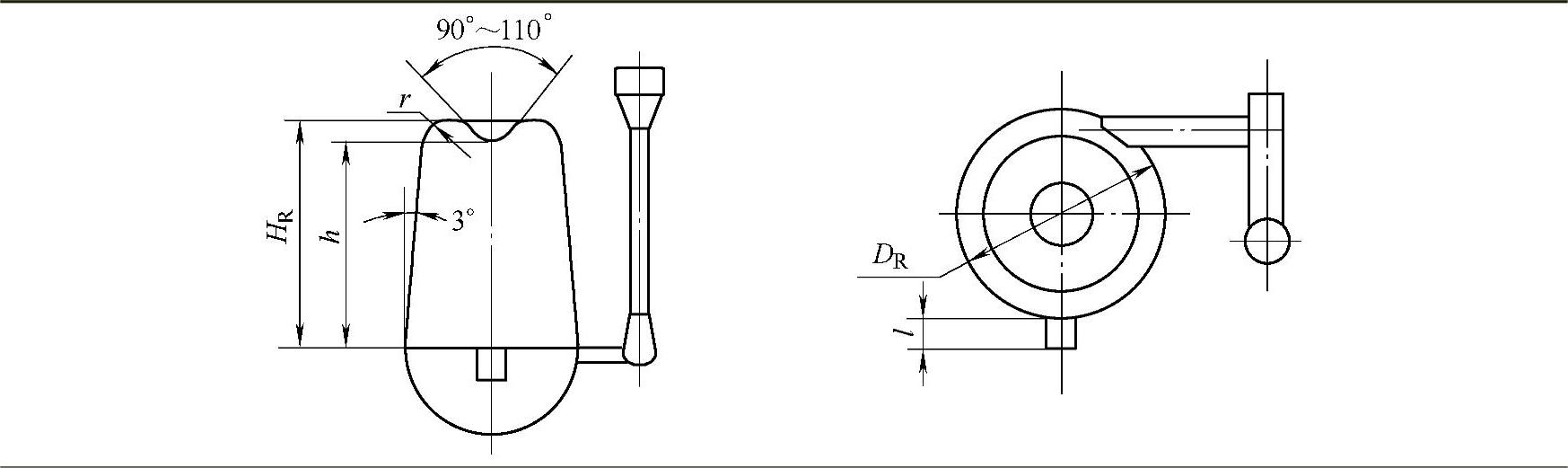
对于重量小于15kg的球墨铸铁铸件,其暗侧冒口尺寸见表5⁃63。
表5⁃63 小型球墨铸铁件的暗侧冒口尺寸
(续)
注:1.冒口高度至少比铸件高度大50mm。
2.表中“铸件”项考虑为原铸件重量的1.2倍。
3.冒口颈截面面积分为2~4cm2和5~10cm2两种,较大铸件取上限;冒口颈长度l为7~12mm(小件)和15~20mm(较大件)。
4.冒口底部的保险窝应比冒口颈深10mm以上。
5.冒口DR应比铸件热节大10~20mm。一个冒口补缩两个铸件时,DR放大到1.5倍。
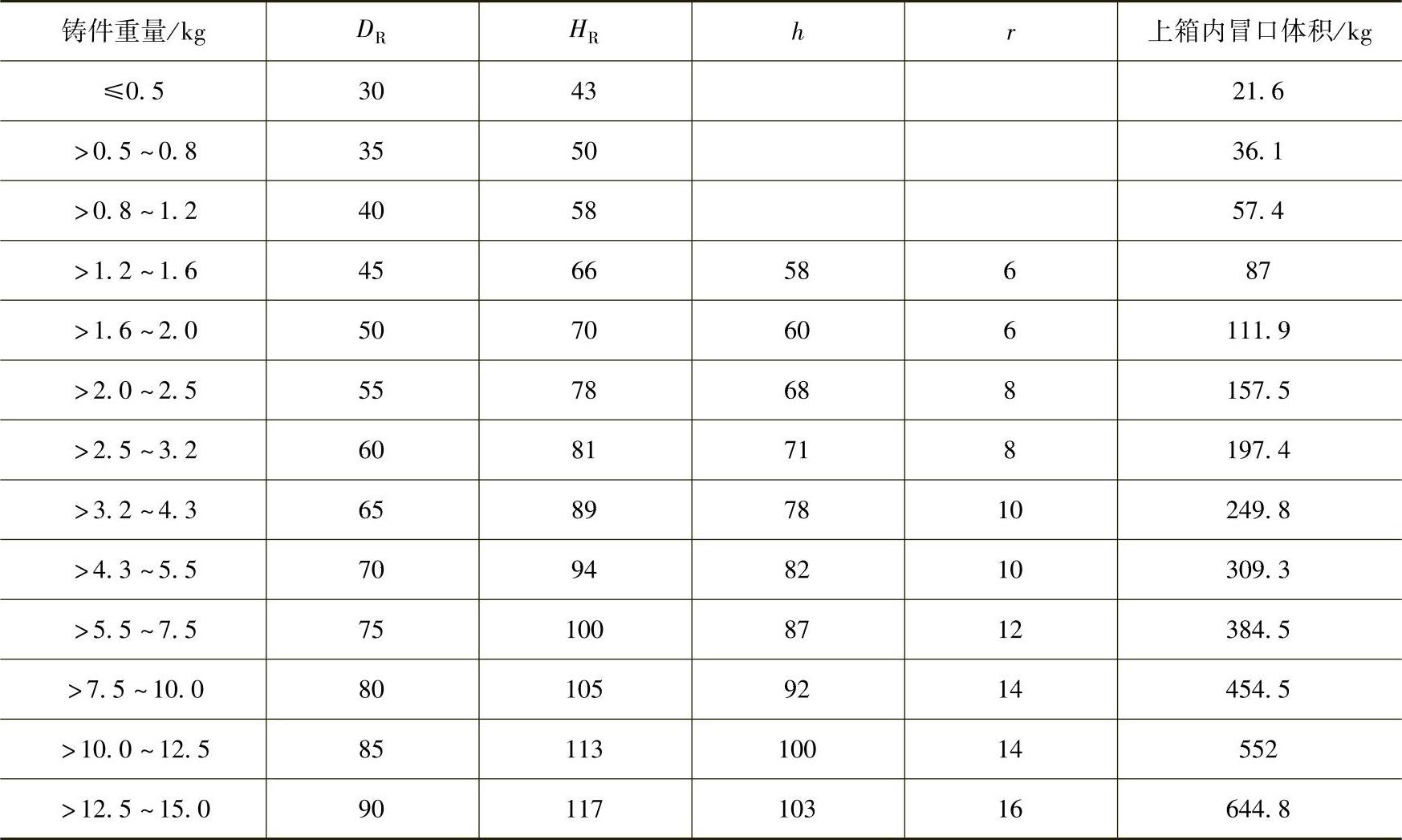
适合于高压阀门铸件的法兰处暗冒口,其直径DR=KT,式中T为法兰厚度,K为经验系数,K可由图5⁃50确定。冒口的其他尺寸可由图5⁃51确定。
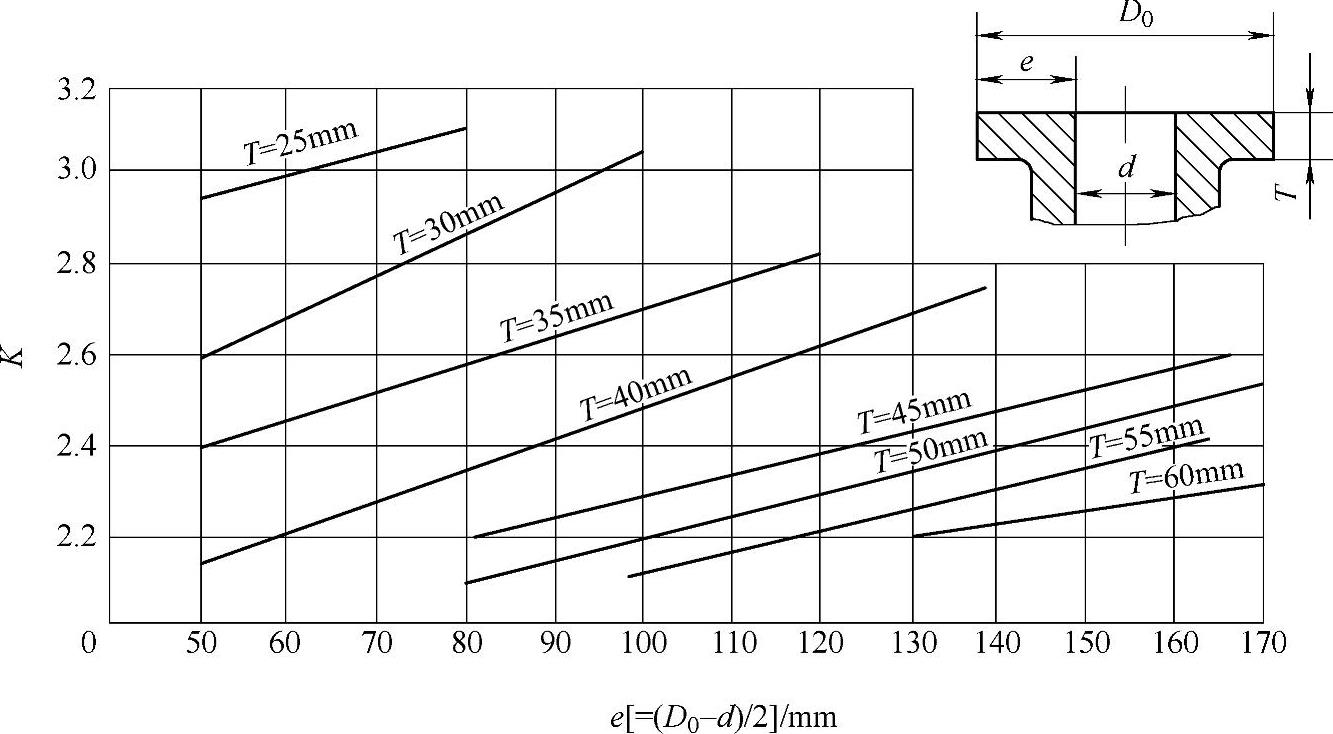
图5⁃50 经验系数K的确定
2.模数法
模数法是根据冒口、冒口颈和铸件之间的模数关系进行冒口设计的方法。冒口颈的尺寸由下列方程计算:
DR=4.6MC+B (5⁃51)
MN=(0.7~0.8)MC (5⁃52)
L=(0.25~0.3)DR (5⁃53)
式中 DR——冒口直径(cm);
MC——铸件模数(cm);
MN——冒口颈模数(cm);
L——冒口颈长度(mm);(https://www.xing528.com)
B——经验系数,当采用侧冒口,并且铁液经过冒口充入型腔时,B取2.5~3.5,上限适用于快浇,下限适用于慢浇。
冒口颈的模数求解出来后还要根据冒口颈截面的形状来确定冒口颈截面的尺寸,截面的具体形状可采用梯形、圆形或正方形,形状确定之后,即可计算出冒口颈截面尺寸。
球墨铸铁件的冒口尺寸如图5⁃52所示,冒口高度应高于铸件高度。冒口设计时,应注意铸件成品率宜控制在70%左右,不得大于80%。
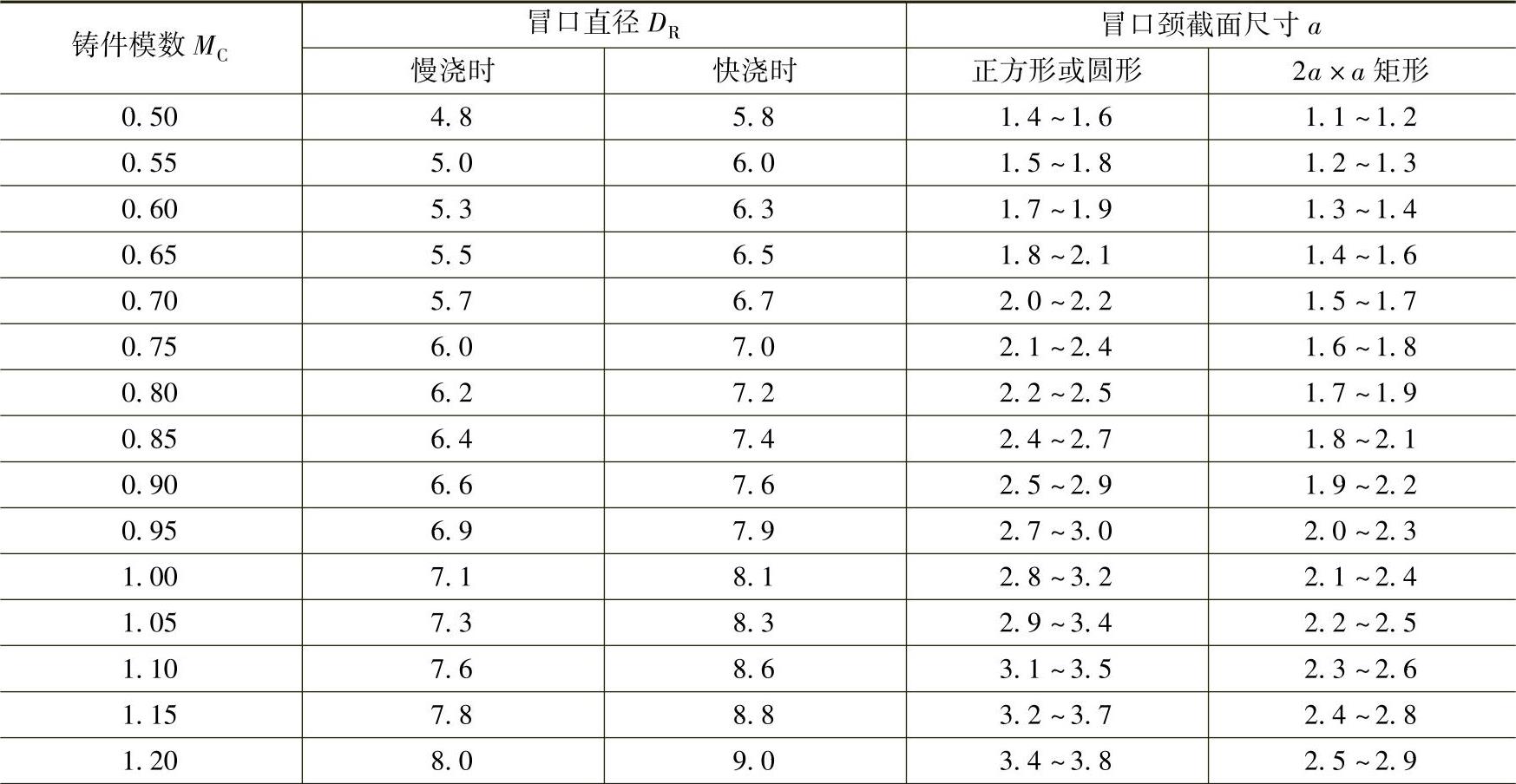
为了设计方便,将相关计算结果列于表5⁃64和图5⁃53。根据铸件的模数MC就可以从表5⁃64和图5⁃53中直接查出冒口的直径DR和冒口颈的截面尺寸。
图5⁃51 冒口尺寸
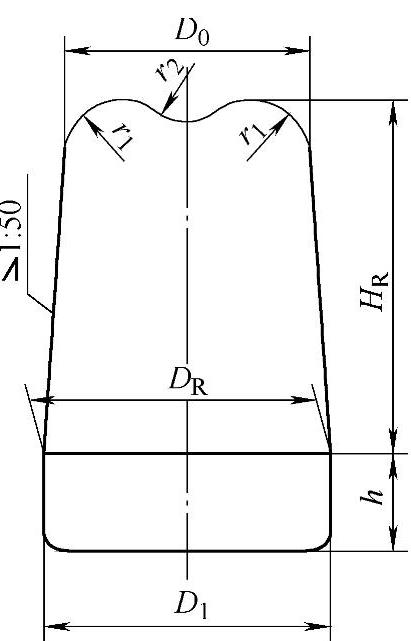
图5⁃52 球墨铸铁件的冒口尺寸
表5⁃64 球墨铸铁件的冒口尺寸 (单位:cm)
(续)
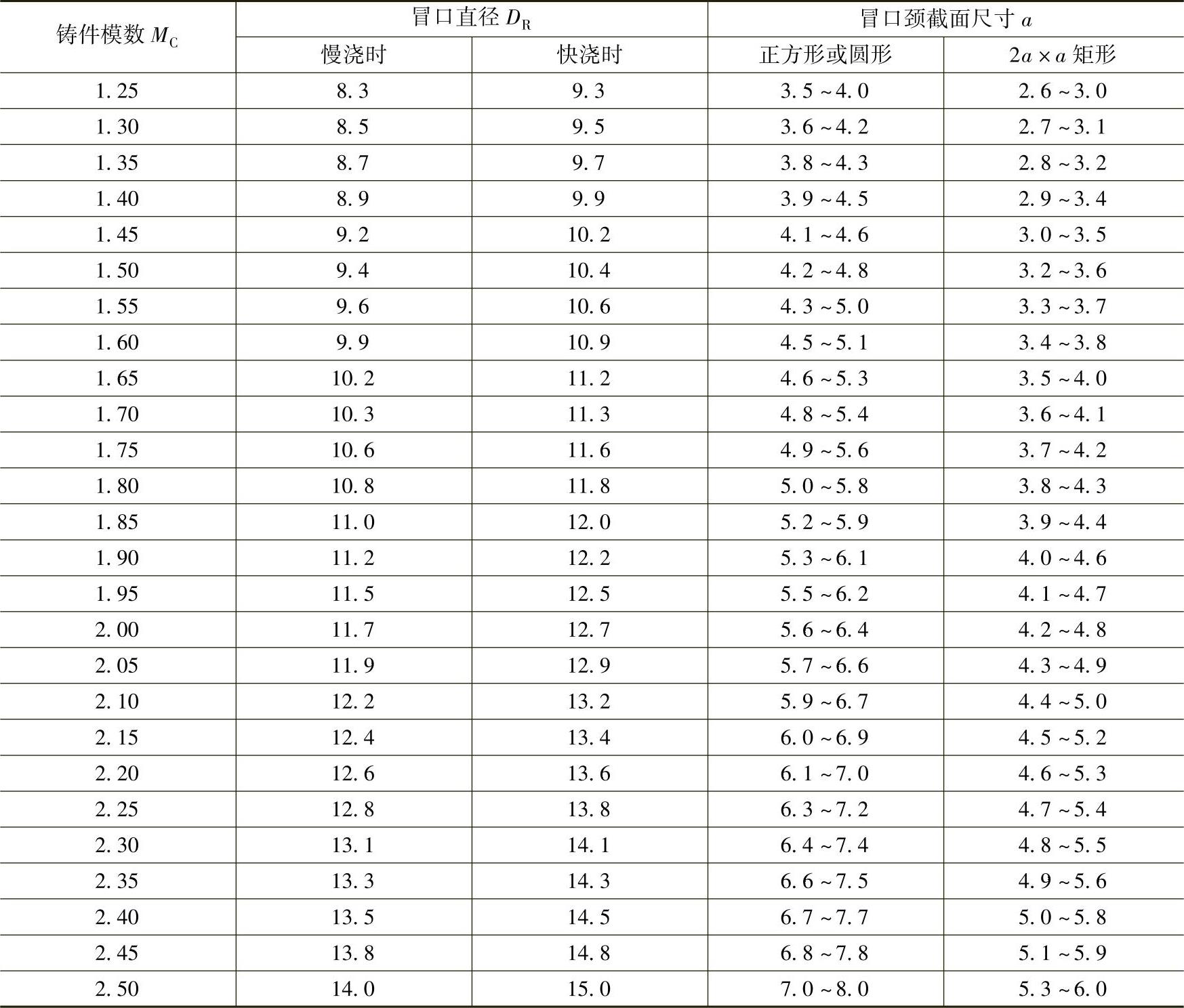
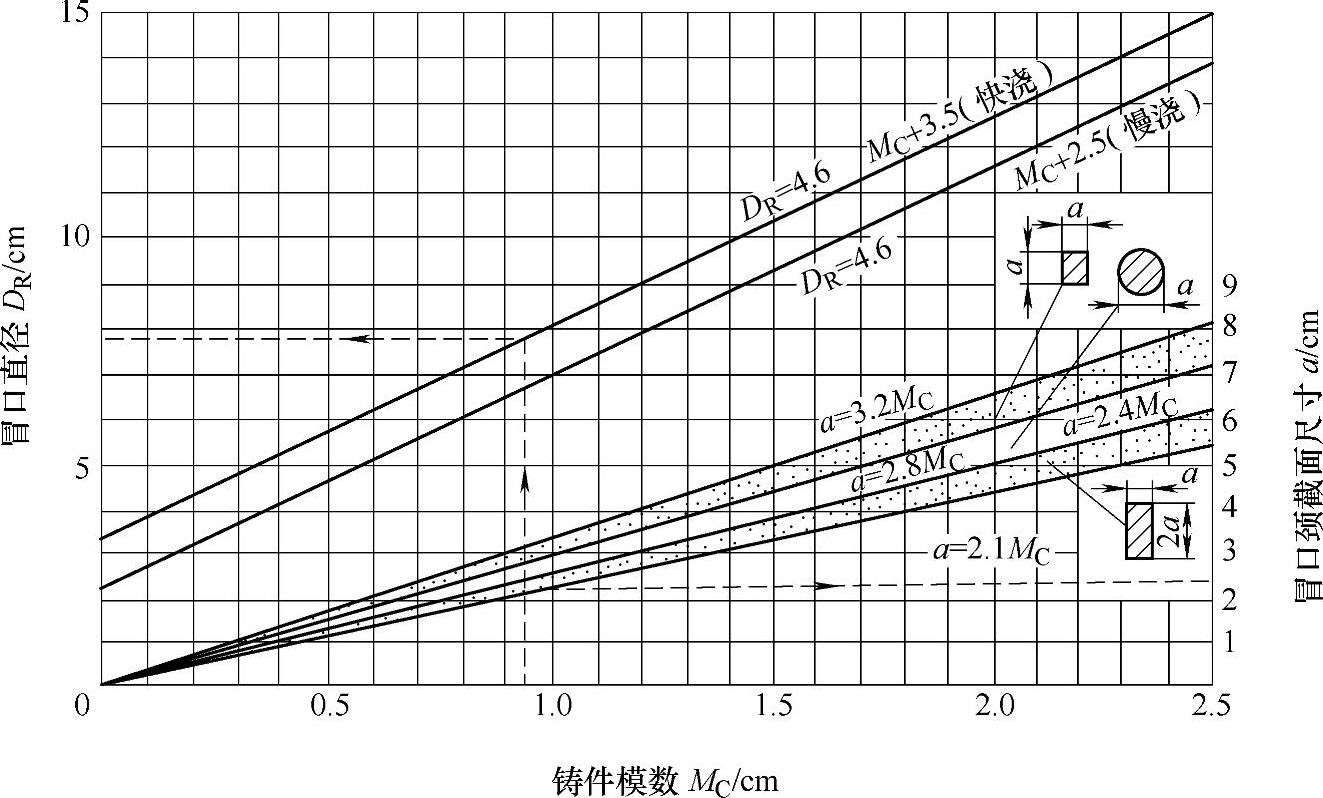
图5⁃53 按铸件模数设计冒口直径和冒口颈截面尺寸的列线图
球墨铸铁件冒口的有效补缩距离L可用来确定补缩冒口的数量,L的大小与铸件的结构、铸型条件、浇注条件等因素有关。
湿型条件下浇注球墨铸铁板件和杆件时,冒口的有效补缩距离可由表5⁃65确定。
表5⁃65 湿型球墨铸铁件冒口的有效补缩距离

注:1.T为铸件壁厚。
2.板件壁厚范围为6.3~50.8mm。
干型条件下浇注球墨铸铁板件和杆件时,冒口的有效补缩距离L=(6~6.5)T。
对于法兰盘类铸件,冒口的有效补缩距离L=nT,n的取值由图5⁃54确定。
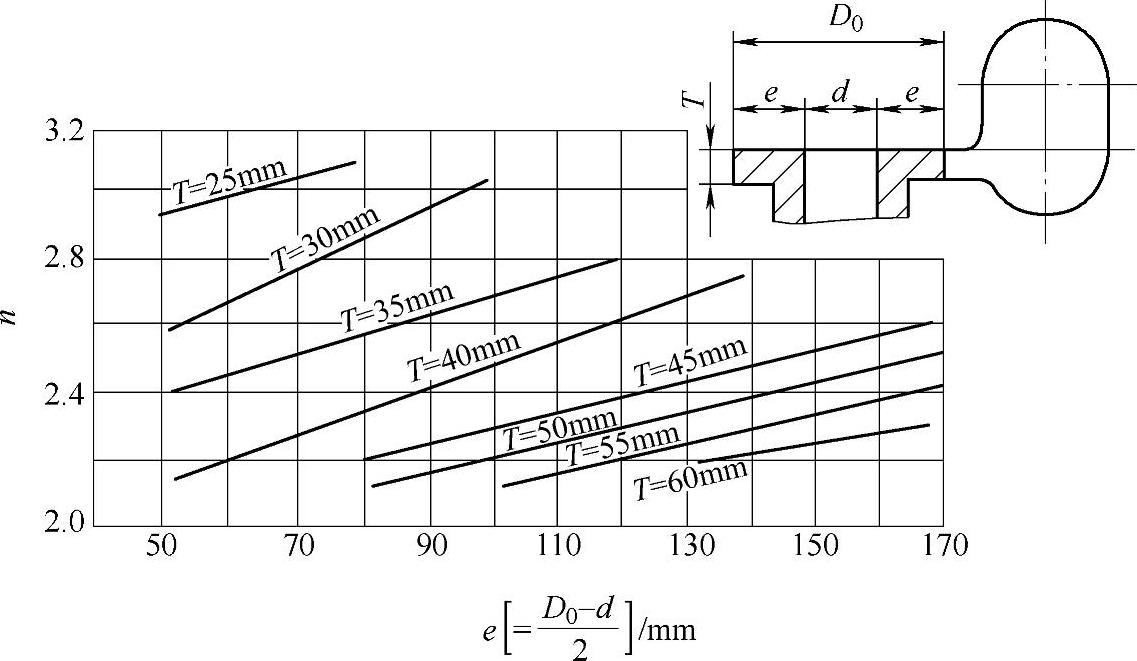
图5⁃54 计算球墨铸铁件冒口有效补缩距离L的经验系数n
也可以由表5⁃66查得球墨铸铁件的补缩距离。
表5⁃66 球墨铸铁件的补缩距离 (单位:mm)
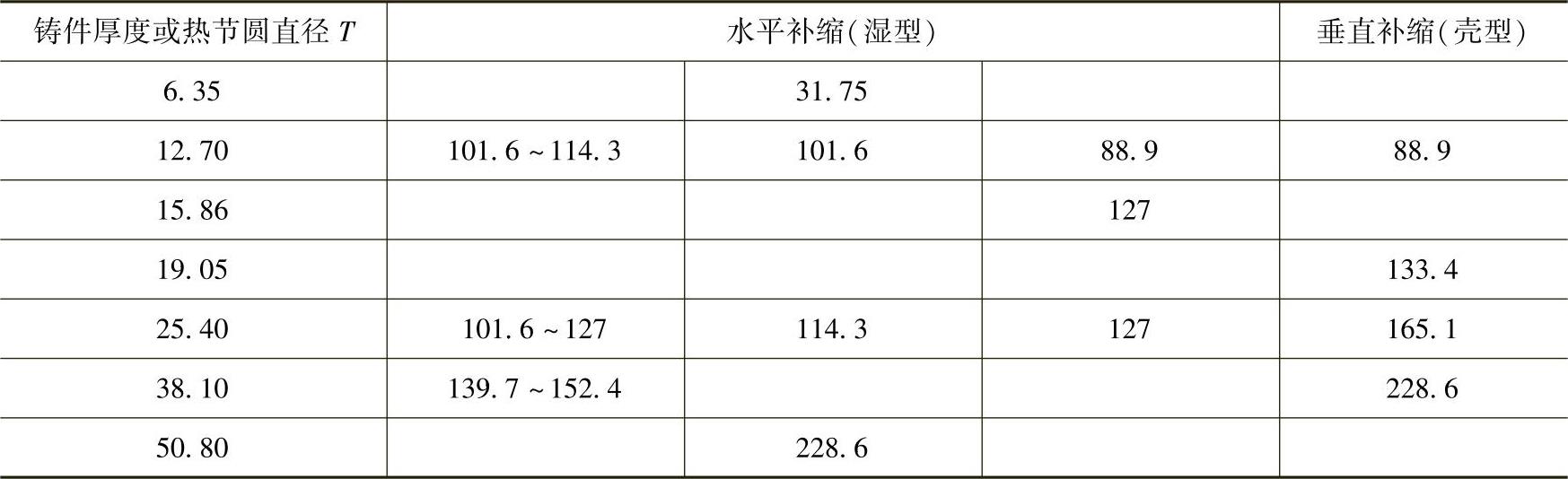
注:表中三组水平补缩(湿型)数据是在不同条件下通过试验获得的。
3.收缩模数法
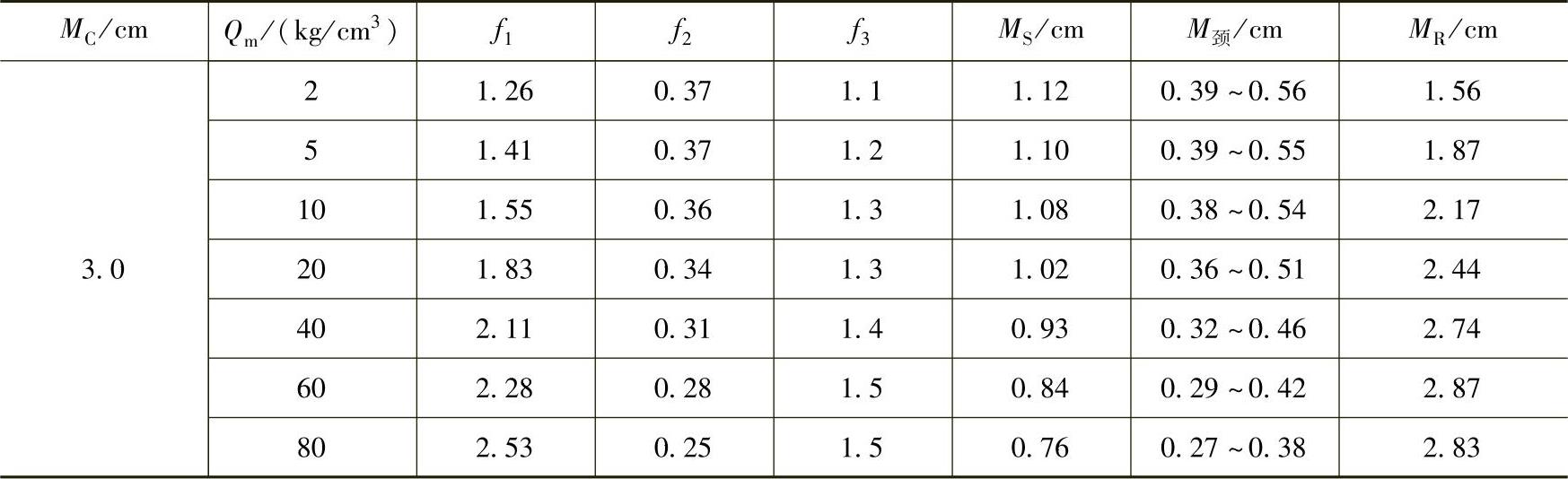
同灰铸铁件一样,收缩模数法也可以用于球墨铸铁件的冒口设计。前文铸铁件设计中所定义的收缩模数计算公式(5⁃42)、冒口模数计算公式(5⁃43)和冒口颈模数计算公式(5⁃44)都适用于球墨铸铁件的冒口设计。球墨铸铁件模数法独立冒口设计参数表见表5⁃67。
表5⁃67 球墨铸铁件模数法独立冒口设计参数表
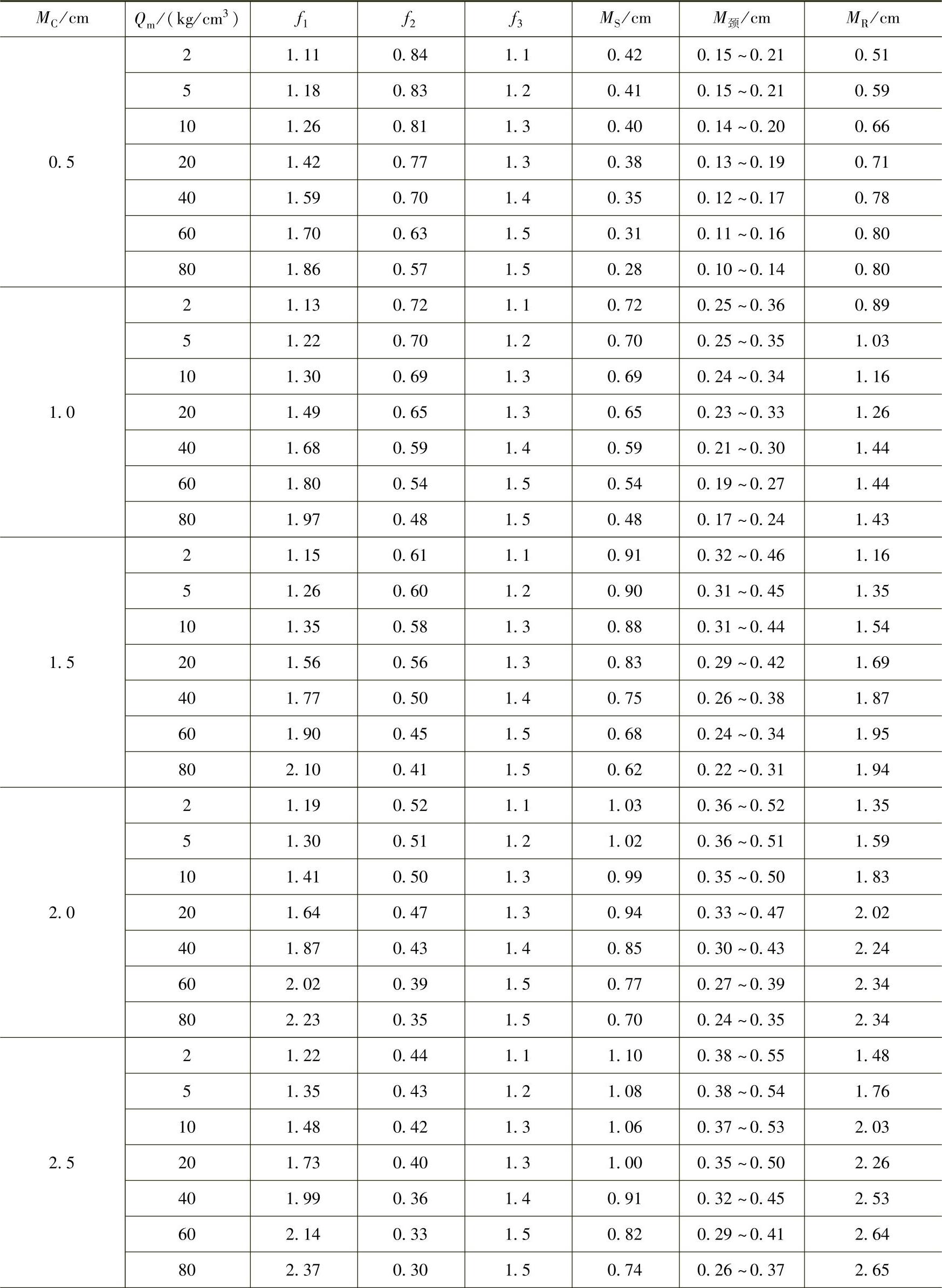
(续)
4.内压控制法
内压控制冒口的种类和应用范围如图5⁃55所示。冒口的标准形状与尺寸如图5⁃41所示。与灰铸铁件相同,球墨铸铁件的内控压冒口设计方法同样分为加压冒口、减压冒口和无冒口三种设计方法。由于与灰铸铁件的设计方法及参数均相同,可参照,故在此不再赘述。
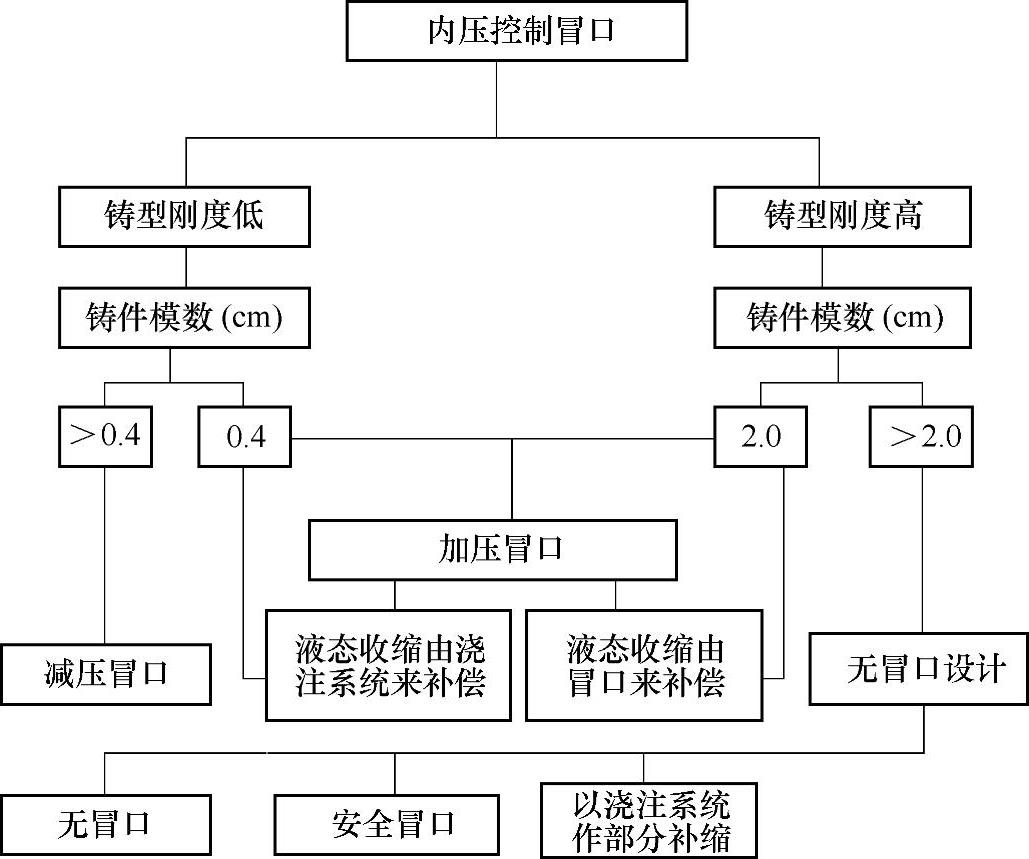
图5⁃55 内压控制冒口的种类和应用范围
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。