



ECAP模具由转角通道模具(Die)和压杆(Punch)两部分组成。设计模具主要考虑两通道间的转角(模角)、通道的几何形状尺寸和通道转角处的倒角半径三个参数[58-60]。在已有的设计中,这个模角一般是在90°~135°之间,通道的几何形状主要有圆形和矩形两种。由于镁合金及镁基复合材料的室温塑性较差,一般要在较高温度下才能顺利进行ECAP变形,所以对模具设计提出了更高的要求。此外,由于镁合金及镁基复合材料的塑性差,在进行ECAP变形时很容易产生裂纹,能变形的道次有限。因此,在进行ECAP变形前通常对坏料进行热轧[61]或常规挤压[62],使其更容易顺利地进行ECAP变形实验。
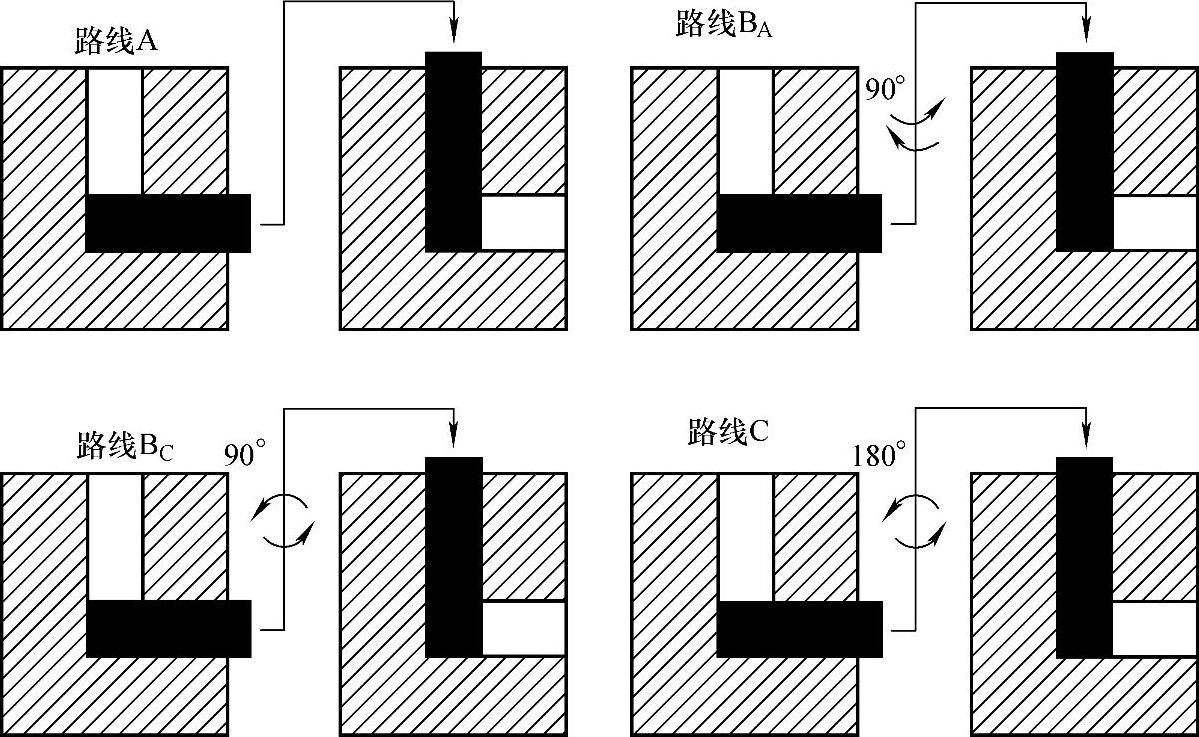
在ECAP变形过程中,每次重复挤压变形道次之间试样所旋转的方式称为挤压变形路径。ECAP变形路径一般分为4种,如图1.3所示:路径A(每道次变形间试样不旋转)、路径BA(每道次挤压变形间试样旋转90°,即在奇道次间顺时针旋转90°,在偶道次间逆时针旋转90°)、路径BC(每道次挤压变形间试样始终顺时针旋转90°)、路径C(每道次挤压变形间试样翻转180°)。不同挤压变形路径的剪切应变几何特征不同,大量研究表明[63-65],由于路径BC每道次变形时剪切面互相垂直,可获得纤维状组织,在不产生死区的条件下,BC路径优先获得大角度晶界,试样具有最佳的显微结构。路径C次之,而路径A与路径BA最差。这是因为在路径A与路径BA的挤压过程中,多道次重复挤压会导致在垂直于挤压出口方向平面上的材料形状发生极大的扭曲,从而抑制了材料显微结构的发展,不利于材料力学性能的提高。
 (https://www.xing528.com)
(https://www.xing528.com)
图1.3 ECAP变形的4种不同工艺路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。