



【摘要】:它的铸型是用金属制成,可以反复使用多次金属型铸造是现代铸造方法不可缺少的一种铸造工艺。液体金属通过型壁散失热量进行凝固,并产生收缩,而型壁在获得热量升高温度的同时产生膨胀,结果在铸件与型壁之间形成了“间隙”。在“铸件—间隙—金属型”系统未到达同一温度之前,可以把铸件视为在“间隙”中冷却,而金属型壁则通过“间隙”被加热。
1.金属型铸造原理
金属型铸造(又称硬模铸造)是将金属液浇入金属铸型,以获得铸件的一种铸造方法。它的铸型是用金属制成,可以反复使用多次(几百次到几千次)金属型铸造是现代铸造方法不可缺少的一种铸造工艺。
2.铸件的成形特点
金属型和砂型在性能上有显著的区别。
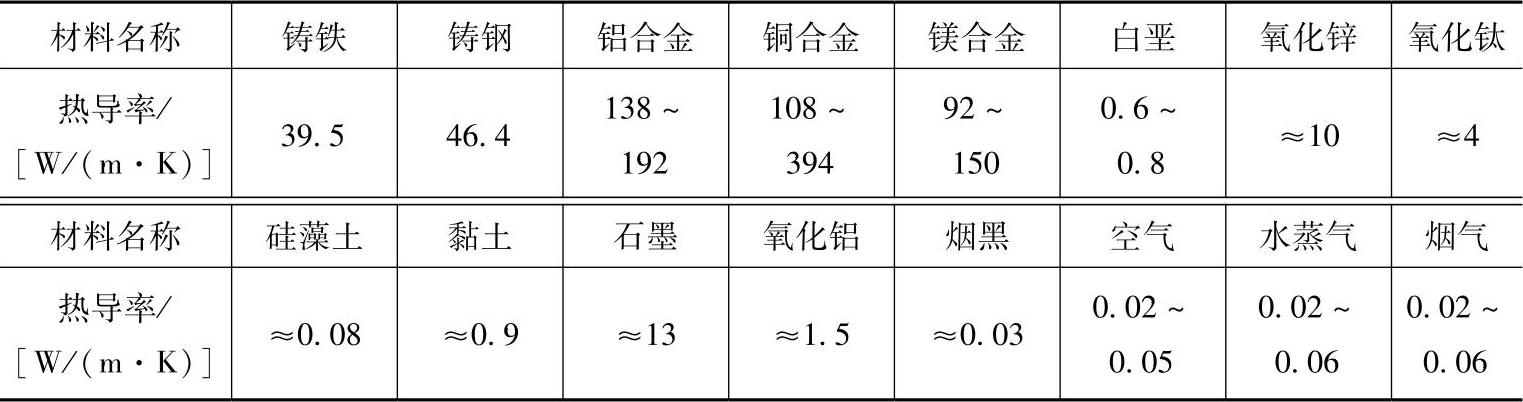
1)金属型材料的导热性比砂型材料的大。当液态金属进入铸型后,随即形成一个铸件—中间层—铸型—冷却介质的传热系统。金属型铸造时,中间层由铸型内表面上的涂料层和因铸件表面冷却收缩、铸型膨胀,以及由涂料析出铸型表面吸附气体遇热膨胀而形成的气体层所组成。中间层中的涂料材料和气体的热导率远比浇注的金属和铸型的金属小得多,见表7-1。冷却介质系指铸型外表面上的空气或冷却水,在铸型外表面上出现对流换热。
表7-1 金属和中间层材料的热导率(https://www.xing528.com)
金属液一旦进入型腔,就把热量传给金属型壁。液体金属通过型壁散失热量进行凝固,并产生收缩,而型壁在获得热量升高温度的同时产生膨胀,结果在铸件与型壁之间形成了“间隙”。在“铸件—间隙—金属型”系统未到达同一温度之前,可以把铸件视为在“间隙”中冷却,而金属型壁则通过“间隙”被加热。
2)金属型材料无透气性,砂型有透气性。型腔内气体状态变化对铸件成形的影响:金属在充填时,型腔内的气体必须迅速排出,但金属又无透气性,只要工艺稍有不当,就会给铸件的质量带来不良影响。
3)金属型材料无退让性。金属型或金属型芯,在铸件凝固过程中无退让性,阻碍铸件收缩,这是它的又一特点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。