



1.试样
1)试件横截面应通过机械切割获取,通常垂直于焊接接头。
2)试样表面的制备过程应正确进行以保证硬度测量没有受到冶金因素的影响。
3)被检测表面制备完成后最好进行适当的腐蚀,以便准确确定焊接接头不同区域的硬度测量位置。
2.试验设备
使用布氏硬度测试和维氏硬度测试所用的设备。
3.试验内容及结果表示
(1)标线测定(R)
1)图5-34~图5-40给出了标线测定测点位置示例图,包括标线距表面的距离,通过这些测点可以对接头进行评定。必要时,可以增加标线数量和(或)在其他位置测定。测点位置应在试验报告中说明。
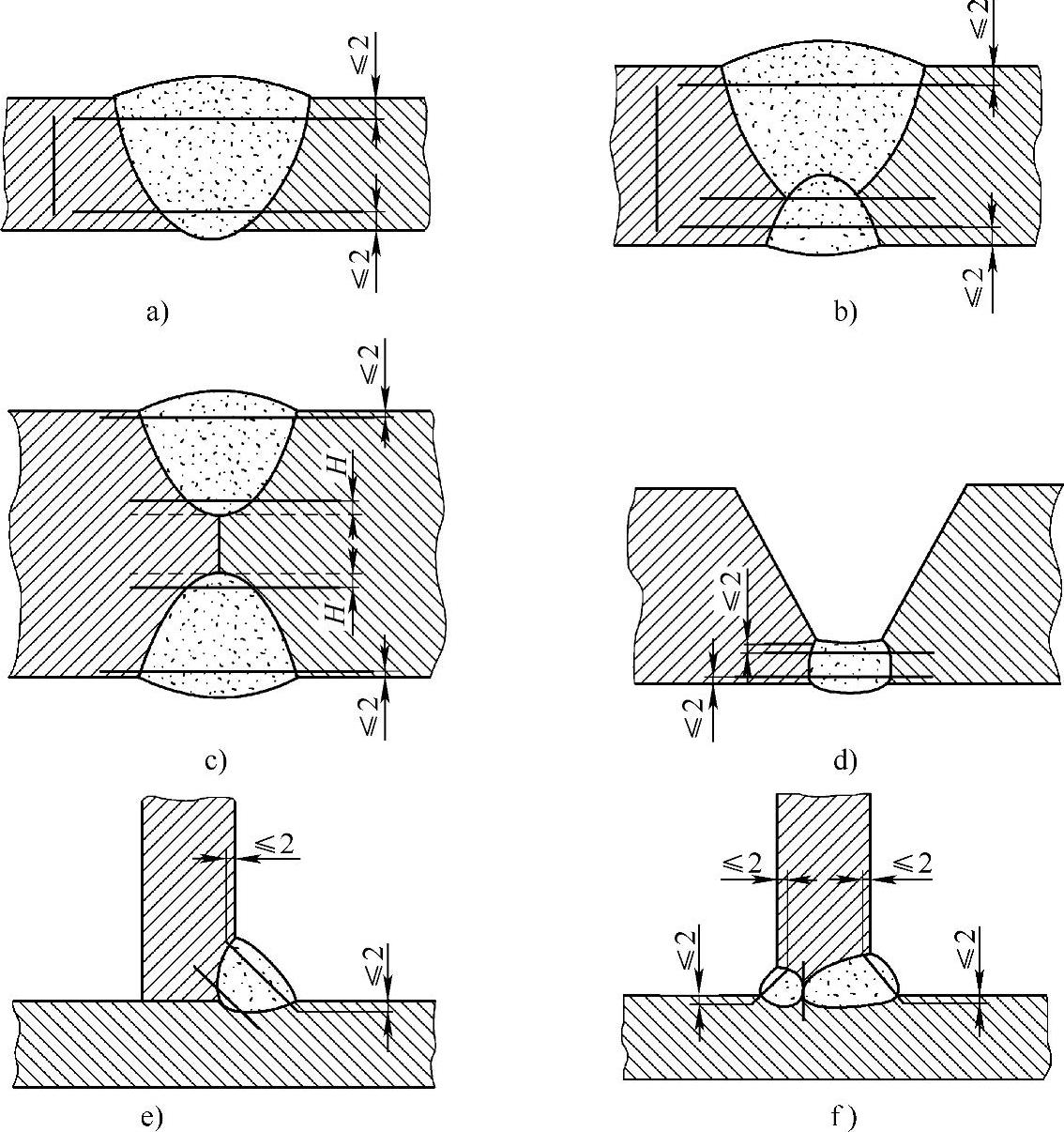
图5-34 钢焊缝标线测定(R)示例
a)单面焊对接焊缝 b)双面焊对接焊缝 c)双面焊部分熔透对接焊缝 d)用于对单道根部焊缝硬化程度的评估 e)角焊缝 f)T形接头
H—标线测定时测点中心距表面或熔合线的距离(mm)
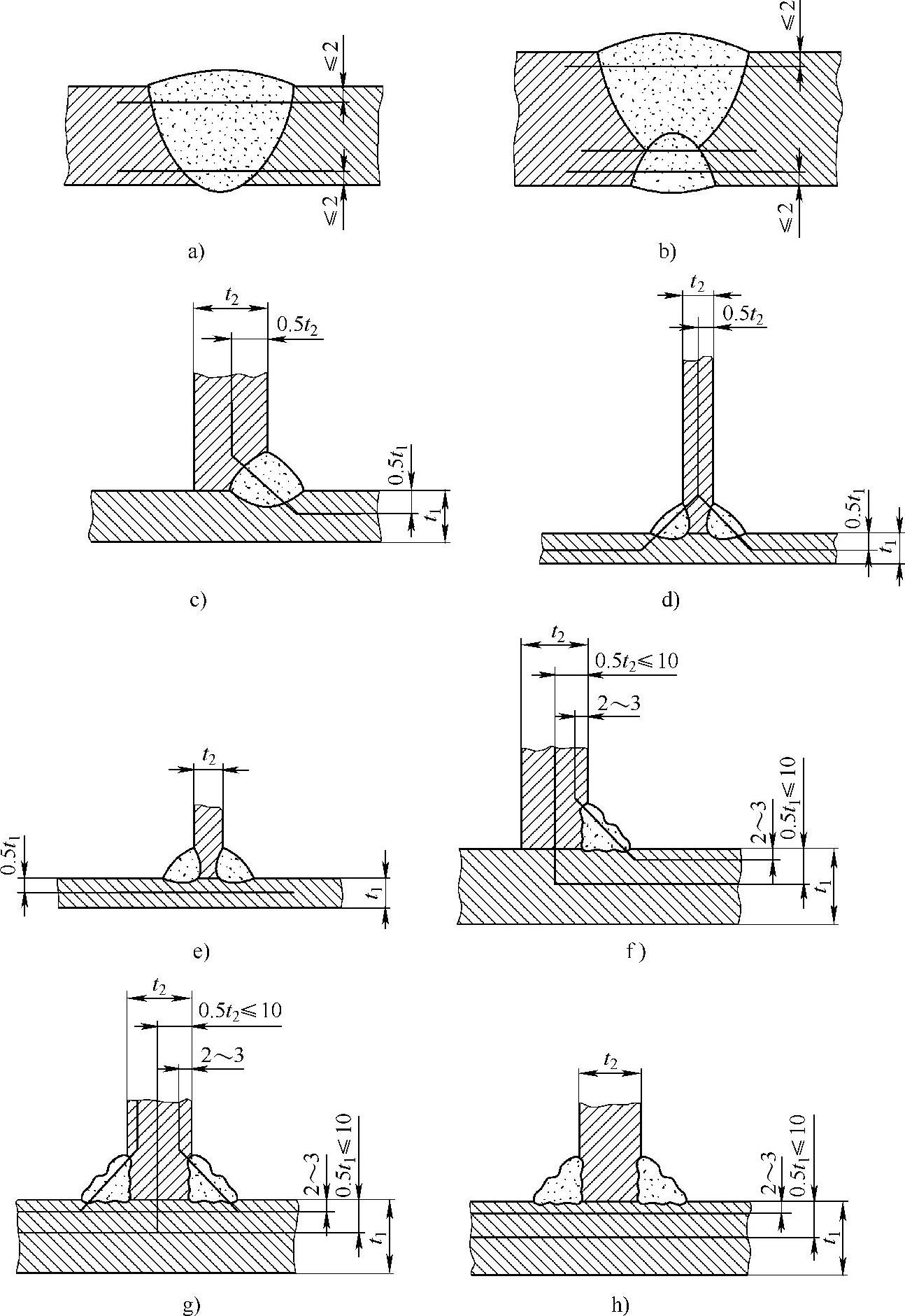
图5-35 铝、铜及其合金焊缝标线测定(R)示例
a)单面焊对接焊缝 b)双面焊对接焊缝 c)单面角焊缝 d)双面角焊缝(单道) e)双面角焊缝(单道,肋板不承载) f)单面角焊缝(多道) g)双面角焊缝(多道) h)双面角焊缝(多道,肋板不承载)
t1—横板试样的厚度(mm) t2—立板试样的厚度(mm)
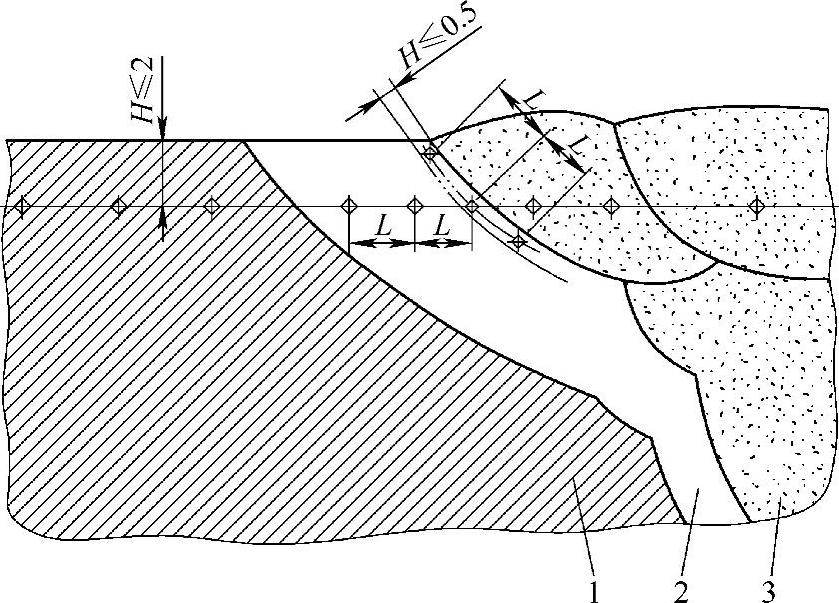
图5-36 钢(奥氏体钢除外)对接焊缝的测点位置
1—母材 2—热影响区 3—焊缝金属
H—标线测定时测点中心距表面或熔合线的距离(mm) L—在热影响区两个相邻测点中心的距离(mm)
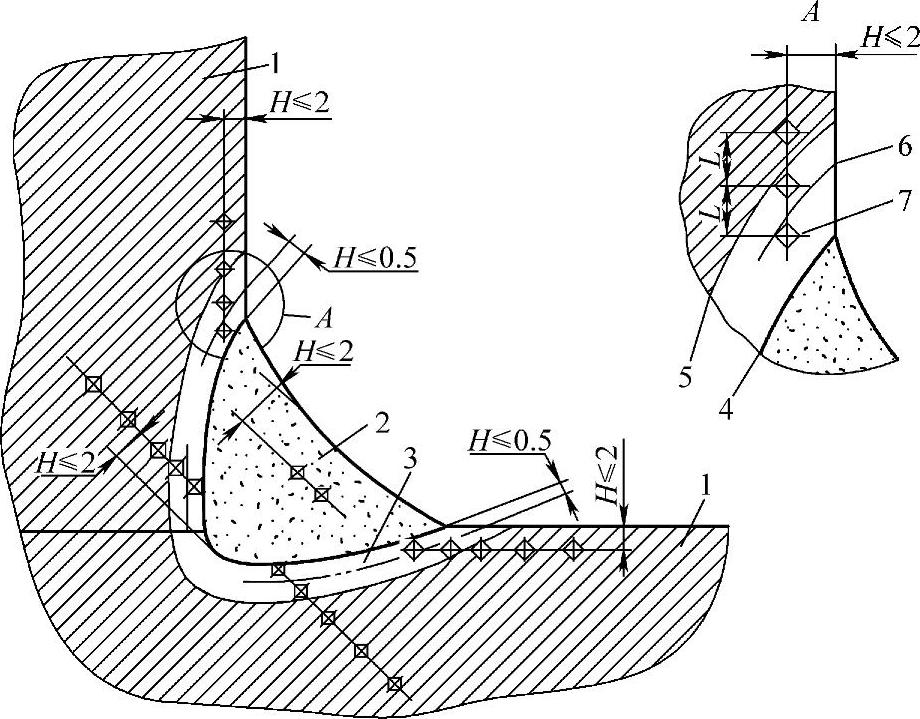
图5-37 钢(奥氏体钢除外)角焊缝的测点位置
1—母材 2—热影响区 3—热影响区靠近母材侧区域 4—焊缝金属 5—熔合线 6—热影响区靠近熔合线侧区域 7—第一个检测点位置
H—标线测定时测点中心距表面或熔合线的距离(mm) L—在热影响区两个相邻测点中心的距离(mm)
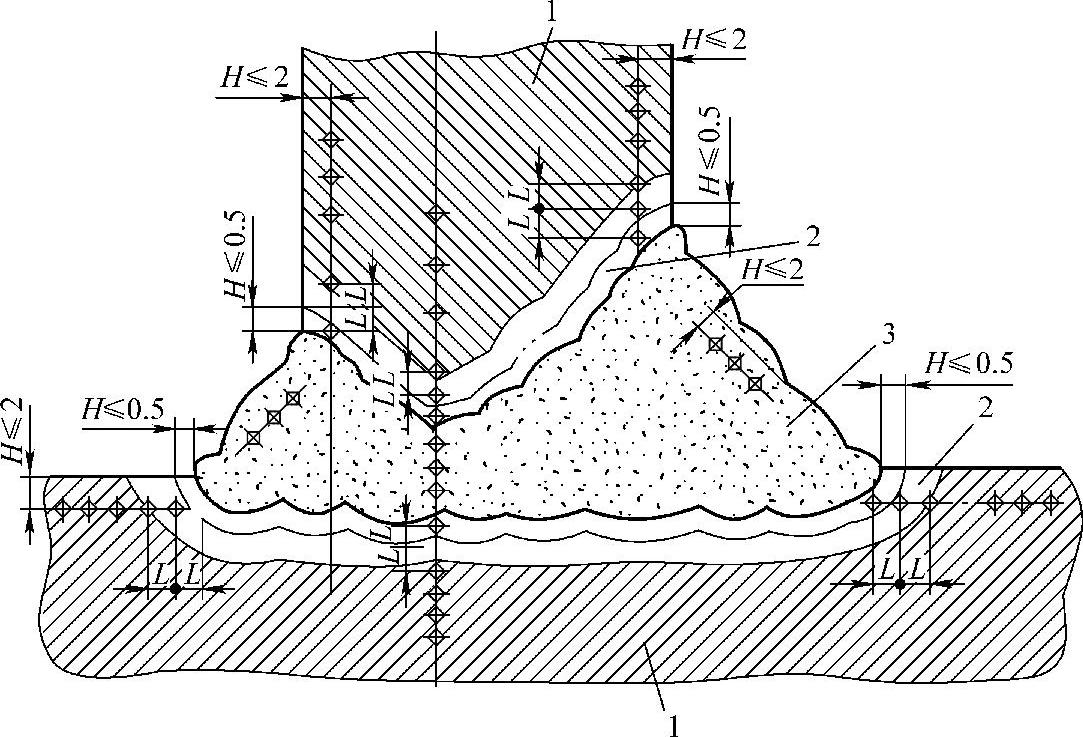
图5-38 钢(奥氏体钢除外)T形接头的测点位置
1—母材 2—热影响区 3—焊缝金属
H—标线测定时测点中心距表面或熔合线的距离(mm) L—在热影响区两个相邻测点中心的距离(mm)
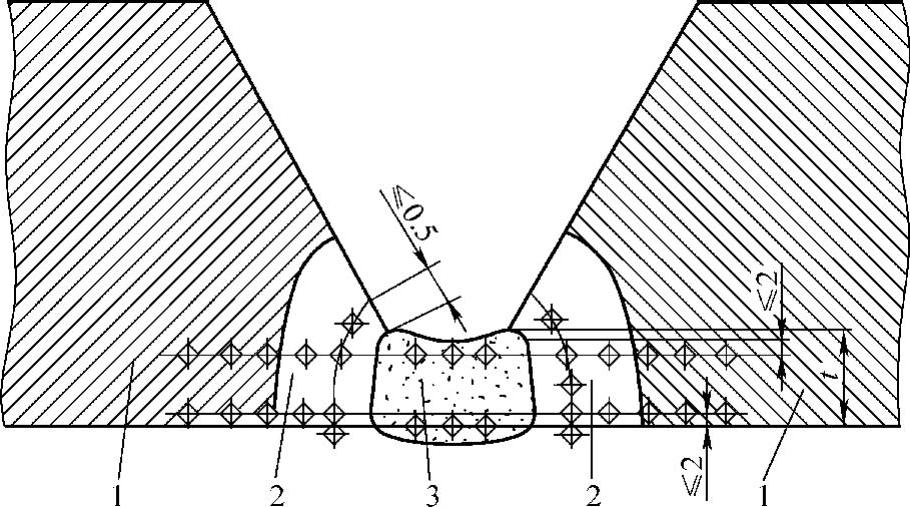
图5-39 钢根部单道焊缝评估硬化程度的测点位置
1—母材 2—热影响区 3—焊缝金属
t—试样的厚度(mm)
2)测点的数量和间距应足以确定由于焊接导致的硬化或软化区域。在热影响区相邻测点中心的距离如表5-9所示。
3)在母材上检测时应有足够的检测点以保证检测的准确。在焊缝金属上检测时,测点间距离的选择应确保对其做出准确评定。
4)热影响区中由于焊接引起硬化的区域应增加两个测点,测点中心与熔合线之间的距离小于或等于0.5mm。
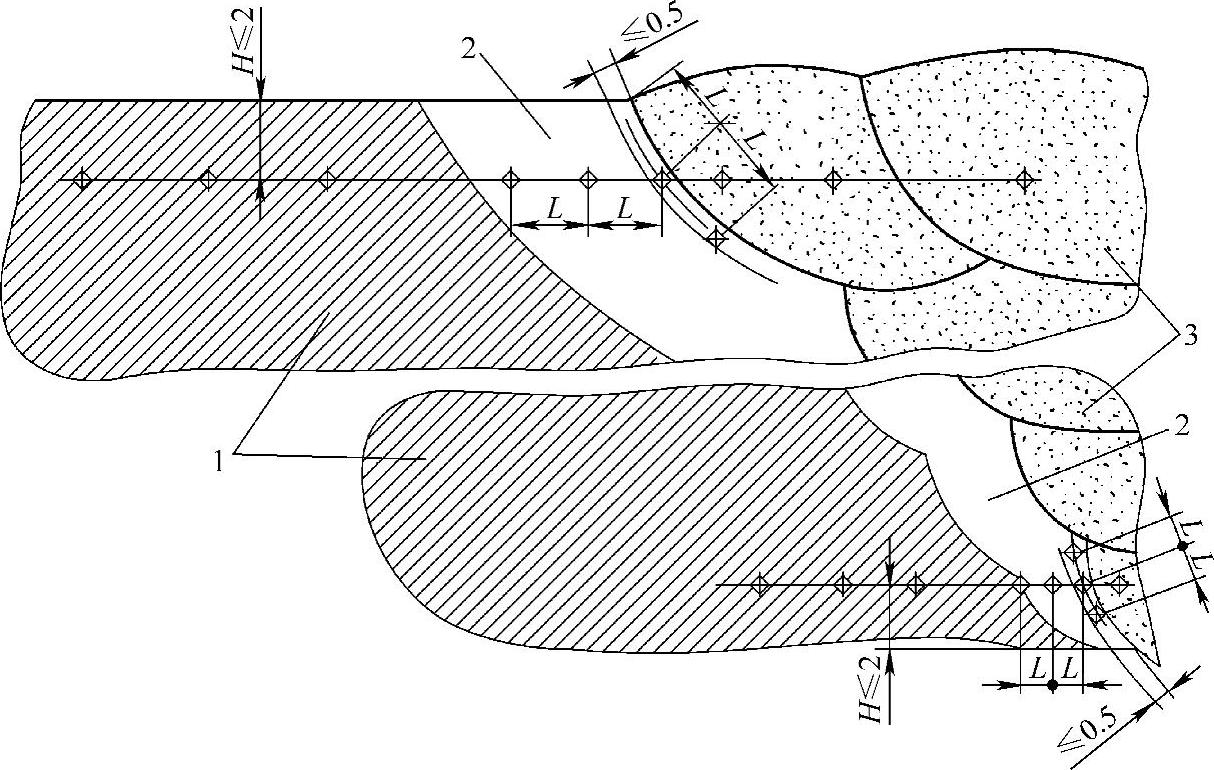
图5-40 钢根部多道焊焊缝评估硬化程度的测点位置示意图
1—母材 2—热影响区 3—焊缝金属
H—标线测定时测点中心距表面或熔合线的距离(mm) L—在热影响区两个相邻测点中心的距离(mm)
表5-9 在热影响区两个测点中心之间的距离(https://www.xing528.com)
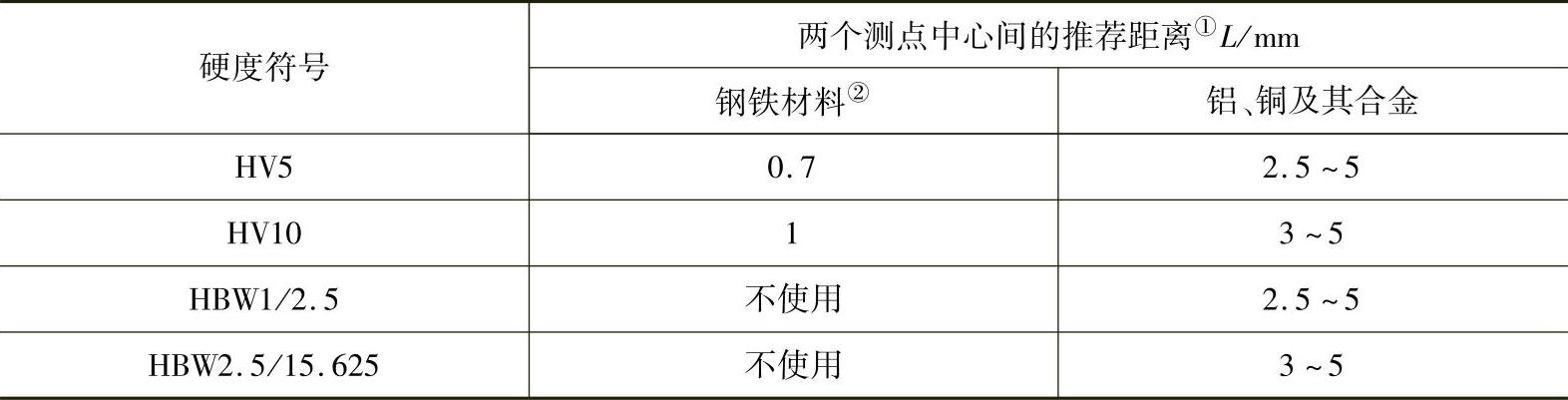
① 任何测点中心距已检测点中心的距离应不小于GB/T4340.1允许值。
② 奥氏体钢除外。
(2)单点测定(E)
1)图5-41给出了测点位置的典型区域。此外,还可根据金相检验确定测点位置。
2)为了防止由测点压痕变形引起的影响,在任何测点中心间的最小距离不得小于最近测点压痕的对角线或直径的平均值的2.5倍。
3)热影响区中由于焊接引起硬化的区域,至少有一个测点,测点中心与熔合线之间的距离不大于0.5mm,对于单点测定,测定区域应按图5-41所示予以编号。
(3)试验要求 一般采用布氏硬度试验的方法。布氏硬度试验的优点是硬度代表性好,由于通常采用的是10mm直径球压头,29.42kN(3000kgf)试验力,其压痕面积较大,能反映较大范围内金属各组成相综合影响的平均值,而不受个别组成相及微小不均匀度的影响,因此特别适用于测定灰铸铁、轴承合金和具有粗大晶粒的金属材料。它的试验数据稳定,重现性好,精度高于洛氏硬度,低于维氏硬度。此外,布氏硬度值与抗拉强度值之间存在较好的对应关系。
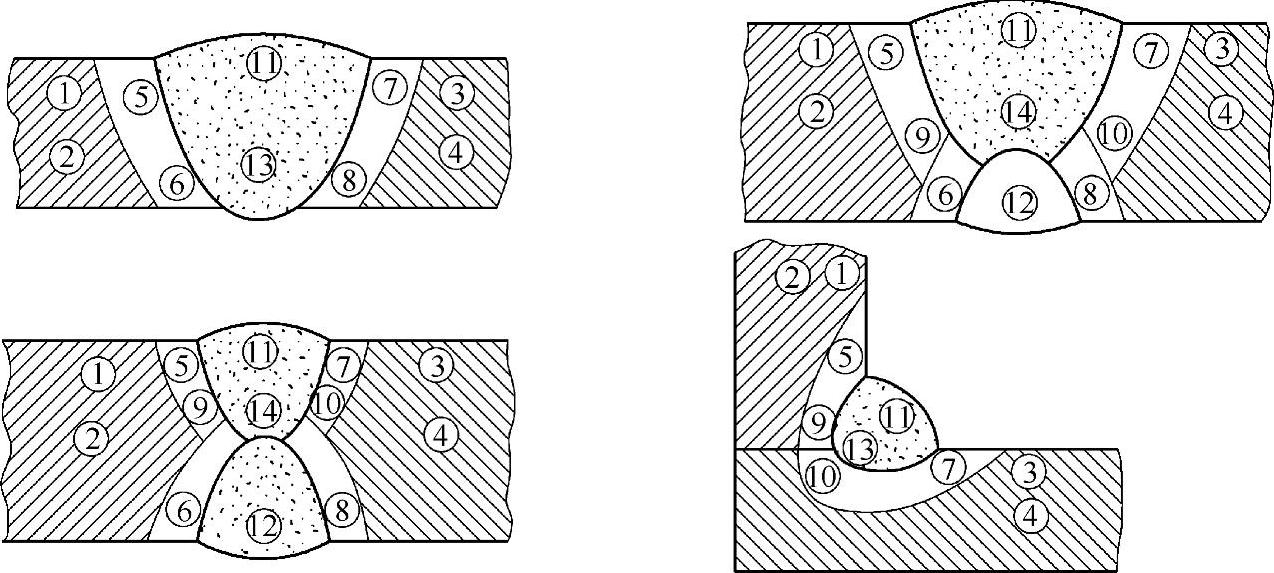
图5-41 单点测定(E)区域示例
①~④—母材 ⑤~⑩—热影响区 ⑪ᣘᣢ~⑪ᣘ⑭—焊缝金属
1)试验一般在10~35℃的温度下进行。对于温度要求严格的试验,应控制在23℃±5℃。
2)试样应平稳地放在刚性支承物上,并使压头轴线与试样表面垂直,以避免试样产生位移。
3)试验过程中,硬度计应避免受到冲击和振动。
4)每个试样上的试验点数不少于4点,第1点不计。
5)在大量试验前或距前一试验超过24h,以及压头或支承台移动或重新安装后,均应进行检定,上述调整后的第一次试验结果不作为正式数据。
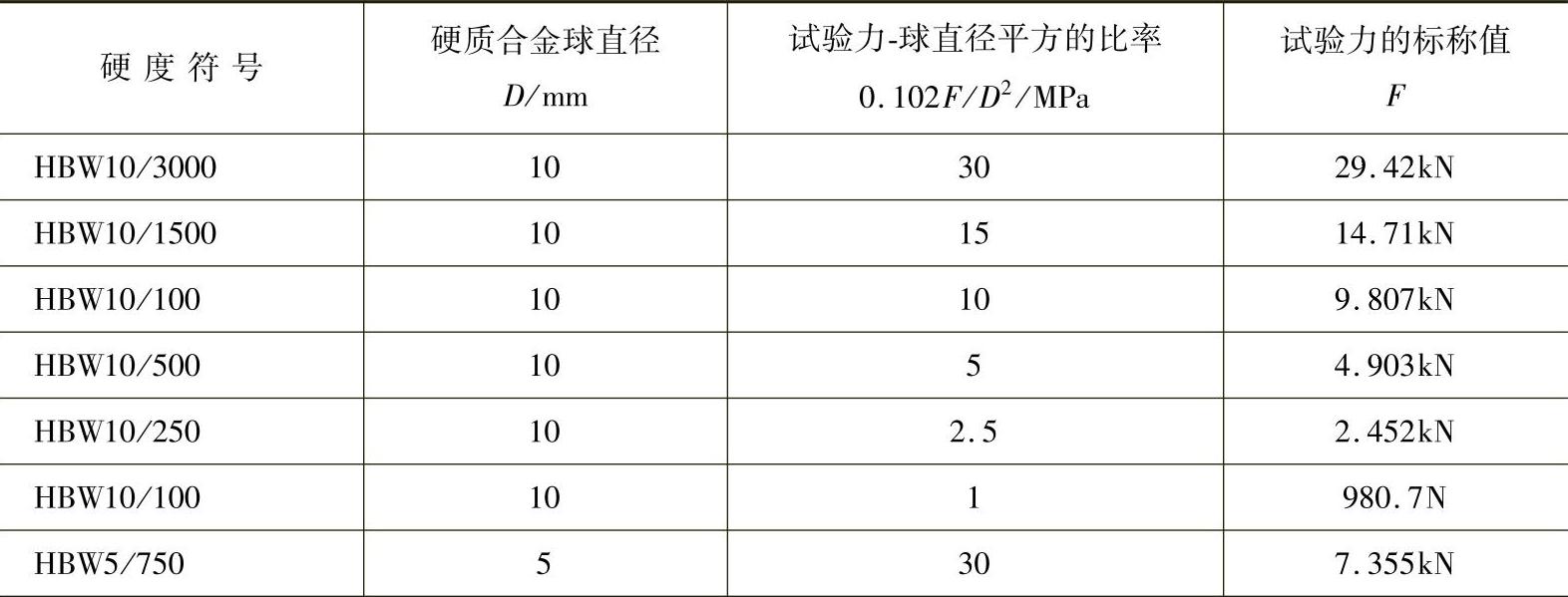
6)使用表5-10中所示的各级试验力,如果有特殊协议,其他试验力-球直径平方的比率也可以用。
表5-10 不同条件下的试验力
(续)
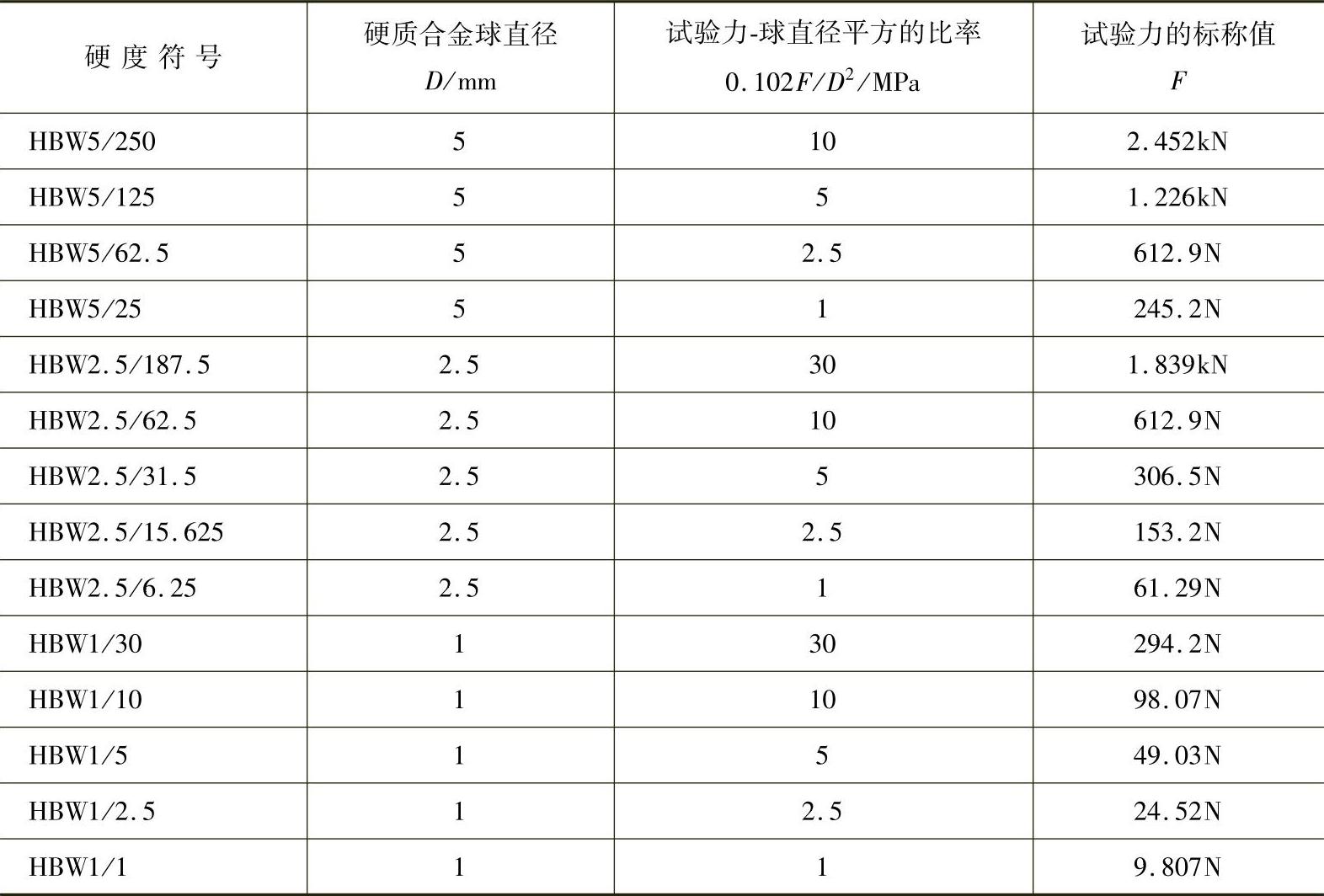
7)试验力的选择应保证压痕直径为0.24D~0.26D。试验力-压头球直径平方的比率(0.102F/D2比值)应根据材料和硬度值选择。为了保证在尽可能大的有代表性的试样区域试验,应尽可能地选取大直径压头。
(4)布氏硬度的表示 布氏硬度用符号HBW表示。符号HBW前面为硬度值,符号后面的数字依次表示球直径(单位为mm)、试验力数字、与规定时间(10~15s)不同的试验力保持时间。如350HAW5/750表示用直径5mm的硬质合金球在7.355kN试验力下保持10~15s测定的布氏硬度值为350;600HBW1/30/20表示用直径1mm的硬质合金球在294.2N试验力下保持20s测定的布氏硬度值为600。
(5)试验程序
1)试验一般在10~35℃室温下进行。对于要求高的产品,温度为23℃±5℃。
2)当试样尺寸允许时,应优先选用直径10mm的球压头进行试验。
3)试样应平稳地放在刚性支承物上,并使压头轴线与试样表面垂直,避免试样产生位移。
4)使压头与试样表面接触,无冲击和振动地垂直于试验面施加试验力,直至达到规定试验力值。从加力开始至全部试验力施加完毕的时间应为2~8s。试验力保持时间为10~15s。对于要求试验力保持时间较长的材料,试验力保持时间允许误差应在±2s以内。
5)在整个试验期间,硬度计不应受到影响试验结果的冲击和振动。
6)任一压痕中心距试样边缘距离至少应为压痕平均直径的2.5倍,两相邻压痕中心间距离至少应为压痕平均直径的3倍。
7)应在两相互垂直方向测量压痕直径。用两个读数的平均值计算布氏硬度。布氏硬度的计算公式为

式中 0.102——试验力单位由kgf更换为N后需要乘以的系数,即1/g=1/9.80665=0.102(g为标准重力加速度);
F——试验力,单位为N;
A凹——表面压痕的凹陷面积(mm2);
D——球直径,单位为mm;
d——压痕平均直径,单位为mm;d=(d1+d2)/2,d1、d2为在两个相互垂直方向上测量的压痕直径(见图5-42)。
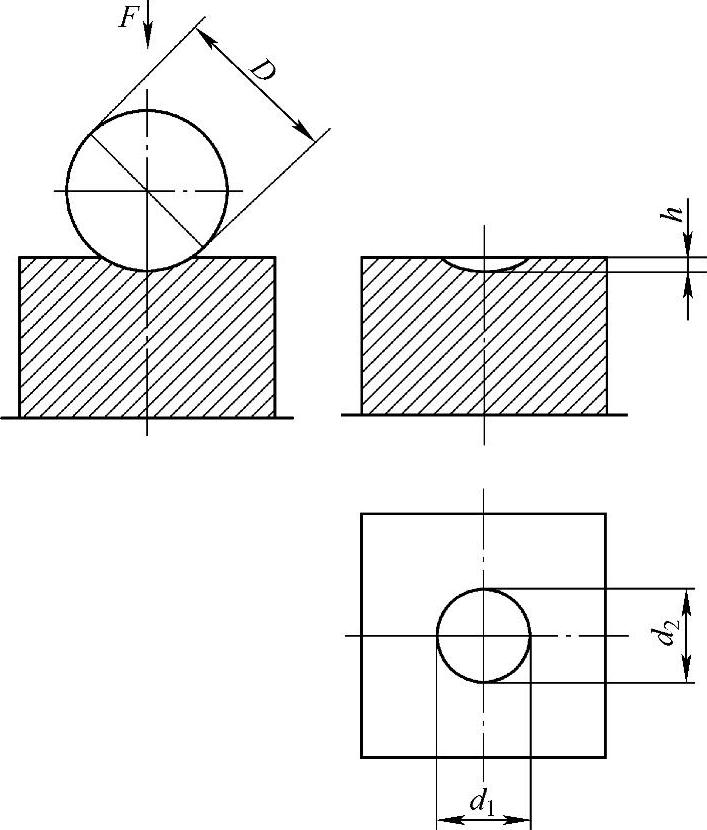
图5-42 布氏硬度试验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。