



铸件的材料多为铸铁和铸钢,一般都需要经过金属切削加工之后才能使用,因此在铸件上必须留有加工余量,当然,加工余量留得越少,加工时间就可以节约一些,加工成本也就低一些,但是,加工余量留得太少了,对铸件的精度要求就高了。因此,加工余量的多少直接取决于铸件的精度。影响铸件精度的因素有:①铸造时的长度公差;②肉厚的公差;③模具起模斜度的公差;④铸造表面的表面粗糙度;⑤平面度公差;⑥几何公差;⑦组织与内应力的残留程度等。上述制造工程的水平取决于工厂的技术与管理水平,而这不是设计人员单凭主观愿望就能达到的。因此,设计人员不能够轻易决定加工余量,对于设计上所要求的加工余量能否实现,必须与加工工厂进行咨询和讨论后才能确定下来。不过,一般来说,当地铸造工厂的技术水平还是有一个公认的或者习惯的认定标准,生产出来的铸件有一个必须保证的评价精度,因而就可能存在一个大家都在一定时期或阶段能够接受的加工余量,参考和确认上述加工余量,就可以开始设计工作了。
铸铁、铸钢件加工余量的一般设定参考值见表3.44.1。经常以铸件的最大尺寸作为参考基准,当最大尺寸分布于铸件的两端时,必须考虑铸件在全长上的公差分布对加工余量所造成的影响。
表3.44.1 铸铁、铸钢件加工余量的一般设定参考值
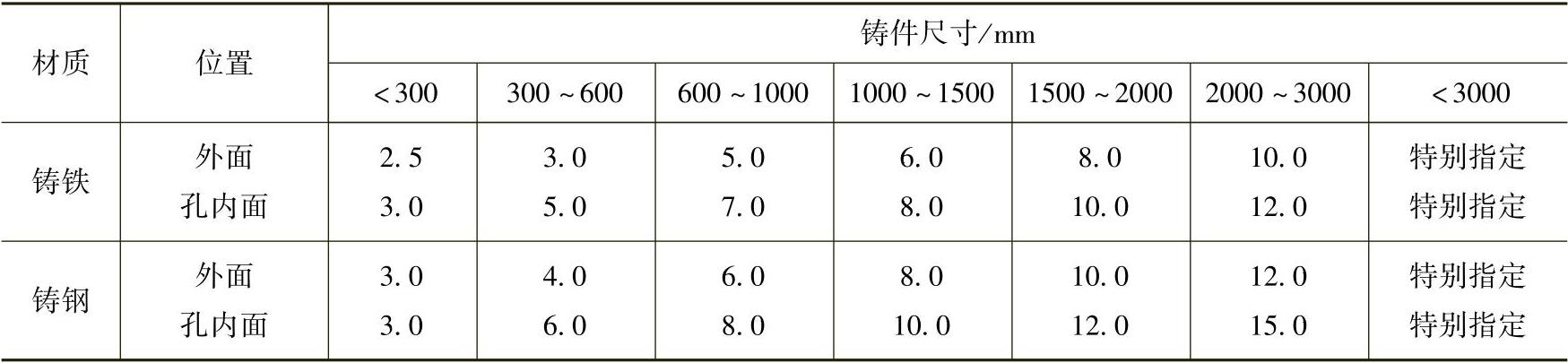
铸铁件的加工余量:外侧最大尺寸为300mm时,加工余量最小值为2.5mm;实际上,当最大尺寸超过300mm时,加工余量也要加大,这是因为一旦出现尺寸不够时,加工余量没有了,产品就要报废。通常设定加工余量时,应该留多一些才安全。当外侧尺寸达600mm时,加工余量最少要留3mm;当外侧尺寸达1000mm时,加工余量最少要留5mm;当外侧尺寸达1500mm时,加工余量最少要留6mm。(https://www.xing528.com)
对于铸铁件孔的内侧加工余量:当孔尺寸达300mm,加工余量最小值为3mm;当孔尺寸达600mm,加工余量最小值为5mm;当孔尺寸达1000mm,加工余量最小值为7mm;当孔尺寸达1500mm,加工余量最小值为8mm;
要注意的是,外侧加工余量与内侧加工余量的标注不同,外侧标注尺寸会加大,而孔的内侧标注尺寸会变小。即铸造时孔的内径加上加工余量后,内径铸得要小些。
对于铸钢件的外侧来说,加工余量一般如下设定:外侧尺寸达300mm时,加工余量最少要留3mm;外侧尺寸达600mm时,加工余量最少要留4mm;外侧尺寸达1000mm时,加工余量最少要留6mm;外侧尺寸达1500mm时,加工余量最少要留8mm。
对于铸钢件的内孔来说,加工余量一般如下设定:内孔尺寸达300mm时,加工余量最小值为3mm;内孔尺寸达600mm时,加工余量最小值为6mm;内孔尺寸达1000mm时,加工余量最小值为8mm;内孔尺寸达1500mm时,加工余量最小值为10mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。