



1.试验方法
(1)熔丝法 根据纯金属熔化时温度不变和热电偶的中间金属法则,用少量的纯金丝或钯丝缠绕在被测热电偶的测量端上,升温到金丝或钯丝熔化出现平台,测量出被测热电偶的热电动势值,取平台读数的平均值作为测量结果。
(2)比较法 将基准热电偶和被测热电偶捆扎在一起,在金点(1064.18℃)或钯点(1554.8℃)温度附近进行比较,测量其热电动势值,计算出结果。
2.材料
(1)熔丝 金、钯熔丝,纯度不小于99.99%(质量分数),直径为0.3mm,清洗干净,退火处理为软态。
(2)支撑线 铂丝,纯度不小于99.95%(质量分数),直径为0.4~0.5mm,清洗干净。
(3)捆扎丝 铂丝或铂铑合金丝,直径约为0.15mm和0.25mm。
(4)热电偶屏蔽保护管 高纯氧化铝管,绕有屏蔽导线。
(5)热电偶绝缘管 高纯氧化铝毛细管,充分清洗干净。
(6)清洗试剂 浓盐酸(质量分数为37%)与水的体积比为3∶7的盐酸溶液,质量浓度50~80g/L的氢氧化钠溶液。
3.试样
(1)取样 在每根被测偶丝的两端各截取1000~1200mm作为测试样品。
(2)试样清洗 将试样先用氢氧化钠溶液煮沸5~10min,用清水冲洗干净,再用盐酸溶液在常温下浸渍1h或煮沸10~15min,然后再用蒸馏水煮沸充分清洗。
(3)试样退火 将清洗干净的试样悬挂在通电退火装置中进行通电退火,偶丝在通电退火时应防止空气对流。各种直径偶丝的退火时间及退火电流如表7-13所示。
表7-13 各种直径偶丝的退火时间及退火电流

(续)

(4)套绝缘管 将退火后的试样和支撑线套上刚玉管,并配对构成热电偶试样。
(5)熔丝法试样的制备 用直径0.25mm铂丝将热电偶试样和支撑线捆扎在一起,并使热电偶试样的测量端靠近支撑线的热端。如果热电偶试样的直径为0.5mm,制样时可不用支撑线,将金或钯熔丝缠绕在测量端上(缠4~6圈);套入屏蔽保护管,将热电偶试样的参考端与测量导线进行可靠连接,并插入冰点恒温器内,插入深度约100~120mm;测量导线的另一端与电位计连接。
(6)比较法试样的制备 用直径0.25mm的铂丝将基准热电偶、被测热电偶试样和支撑线三者捆扎在一起;用直径0.15mm的铂丝将热电偶试样的测量端捆扎在支撑线上,使被测热电偶试样的电极丝整齐地排列在支撑线的周围,并用热电偶焊接装置把捆扎丝、被测热电偶试样和支撑线三者焊接在一起构成测量端,焊点应圆而光滑(焊点直径约为0.8~1.2mm);用直径0.15mm的清洁铂丝将标准热电偶和被测热电偶试样的测量端捆扎在一起;将参考端与测量导线进行可靠连接后插入冰点恒温器内,插入深度约100~120mm;测量导线的另一端与电位计连接。
4.试验设备
(1)低电位直流电位计 准确度不低于0.01级及其相应的配套装置或相当于同级准确度的其他电测设备。
(2)高温炉 高温炉及温度自动调控系统,炉体长度约500mm,使用温度可达1600℃。炉的最高温区偏离中心位置不应超过20mm,其均温区长度应不小于10mm,温差应在±1℃之内。
(3)偶丝通电退火装置 装置应备有稳压电源、准确度不低于0.05级的交流电表、电流调控器等。
(4)热电偶测量端焊接装置(比较法用)焊接时对热电偶无污染。
(5)铂铬30-铂锗6基准热电偶(比较法用)用熔丝法在金点(1064.18℃)和钯点(1554.8℃)温度进行分度,分度值误差应小于0.5℃。(https://www.xing528.com)
5.测量步骤
(1)测量准备 接通高温炉的电源加热升温,并控制升温速度,待炉温升到离测量点温度约50℃时,将制备好的热电偶试样的测量端缓慢地置于炉内最高温区。
(2)熔丝法测量热电动势 熔丝法测量系统如图7-12所示。
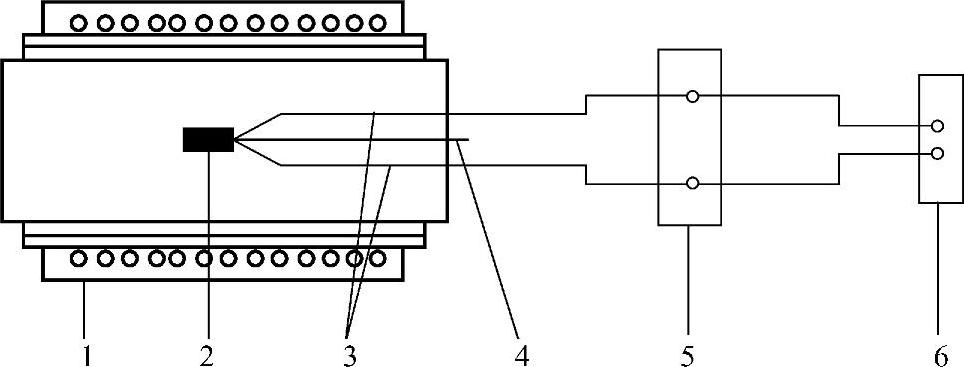
图7-12 熔丝法测量系统示意图
1—高温炉 2—熔丝 3—被检热电偶试样 4—支撑线 5—冰点恒温器 6—测量仪器
1)接通电位计测量系统,测量第一次缠绕在试样测量端上的金或钯丝熔化时的热电动势值,等炉温升至金或钯熔丝熔化温度前5~10℃时,升温速度应控制在2℃/min。当温度升到熔丝熔化前2~3℃时,每隔15s测一次,直到熔丝充分熔完为止。在熔丝整个熔化过程中至少测得5~9个数据,并记录其读数值。
2)测完第一次熔丝熔化时的热电动势后,降低炉温取出试样,剪去一段测量端,重新缠绕上熔丝构成新的测量端,重复上述方法测量其热电动势值并记录。
(3)比较法测量热电动势 比较法测量系统如图7-13所示。
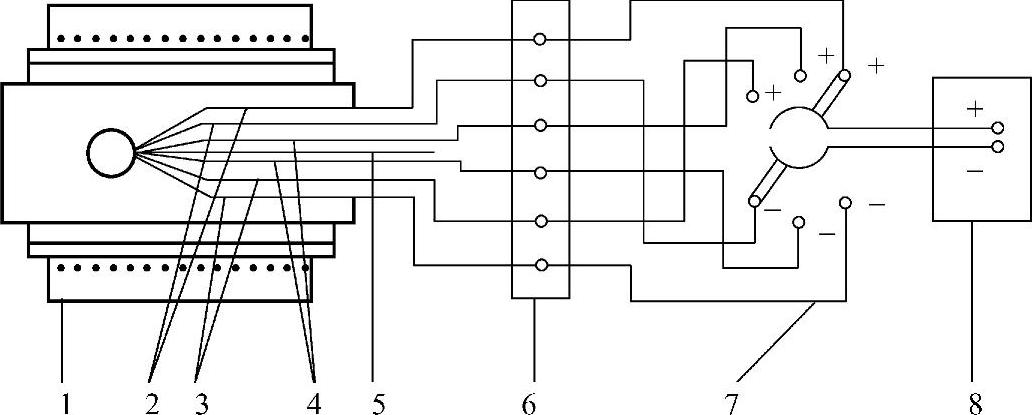
图7-13 比较法测量系统示意图
1—高温炉 2—标准热电偶 3—被检2 4—被检1 5—支撑线 6—冰点恒温器 7—转换开关 8—测量仪器
1)试样的热电动势在金点(1064.18℃)、钯点(1554.8℃)温度附近测定,测量时炉温偏离测量点温度不得超过±10℃,试样在炉内的停留时间不得超过30min。
2)接通电位计测量系统,用电位计分别测量基准热电偶和被测热电偶的热电动势值并记录,测量时炉内温度的变化,每分钟不得超过±0.1℃,连续测3~5组数据。测量顺序为基→被1→被2→被3→被4→被4→被3→被2→被1→基。
3)测完第一批数据处理后,取出试样,重新焊接测量端,重复上述测量方法,测取第二批数据并记录。
6.结果表述
(1)熔丝法测量热电动势读数的舍取 分别在每次熔丝充分熔化时所测得的数据中,取其相邻变差为0~1μV或1~2μV(视被测偶丝构成的热电偶微分热电动势的大小而定)的4~5个数据的算术平均值,作为每次的测量结果。取其两次熔丝测量结果的算术平均值,作为被测偶丝构成的热电偶在该分度点的热电动势值的测量结果。
(2)双极比较法测量结果的计算 被测试样的热电动势用下式表示:

式中 E(试)(T)——被测试样的热电动势,单位为mV;
E(基证)(T)——基准热电偶检定证书上给出的在检定点(T℃)时的热电动势值,单位为mV;
 (基)(T)、
(基)(T)、 (试)(T)——分别为基准和被测试样在金或钯点温度(T℃)附近测得的热电动势的算术平均值,单位为mV;
(试)(T)——分别为基准和被测试样在金或钯点温度(T℃)附近测得的热电动势的算术平均值,单位为mV;
S(基)(T)、S(试)(T)——分别为基准和被测试样在金或钯点温度(T℃)时的微分热电动势值,单位为μV/℃。
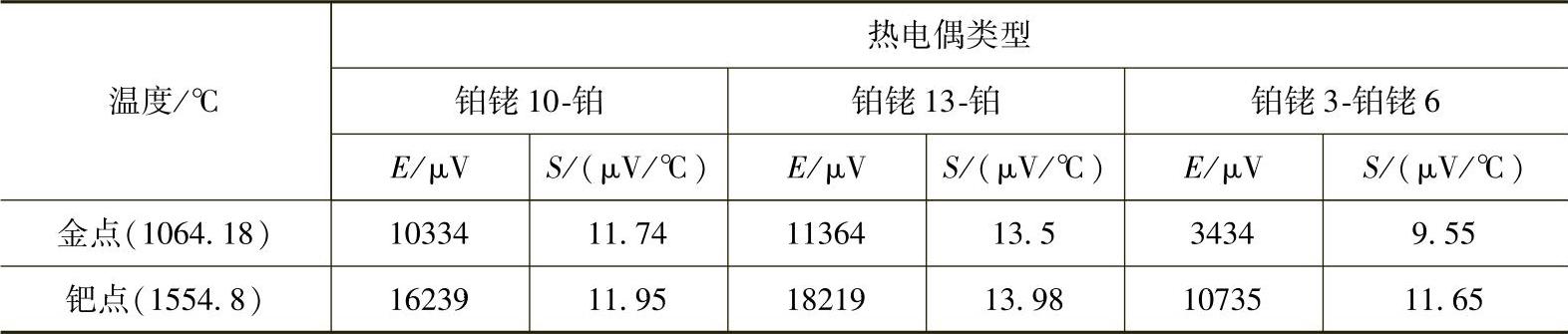
金点和钯点热电偶的热电动势值及热电位率如表7-14所示。
表7-14 金点和钯点热电偶的热电动势值及热电位率
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。