



桥壳的材质为球墨铸铁。它是叉车上的重要安全零部件,除了要保证铸件的尺寸精度和表面质量满足要求外,对铸件的内部组织和力学性能也有很高的要求,这与普通的V法产品完全不同。在实际生产中,必须克服V法工艺生产中常出现的砂孔和气孔缺陷,同时应设计合理的补缩冒口,以保证铸件的内部组织和力学性能满足要求。
1.铸造工艺设计
(1)冒口设计 在采用潮模砂工艺生产时,桥壳的冒口全部采用暗冒口形式,而正常的V法生产工艺采用的却是明冒口形式(冒口和冒口嘴的尺寸设计与潮模砂工艺基本相同)。在实际生产中,V法工艺桥壳的工艺出品率已达66%,与潮模砂工艺出品率相近。
(2)浇注系统设计 为了防止在浇道中出现半充满状态引起砂型塌砂,浇注系统采用半封闭式结构,并增强浇注系统的挡渣性和充型平稳性。另外,浇注系统比潮模砂工艺的浇注系统扩大20%,从而提高了浇注速度。浇注系统参数见表13-39。
表13-39 浇注系统参数

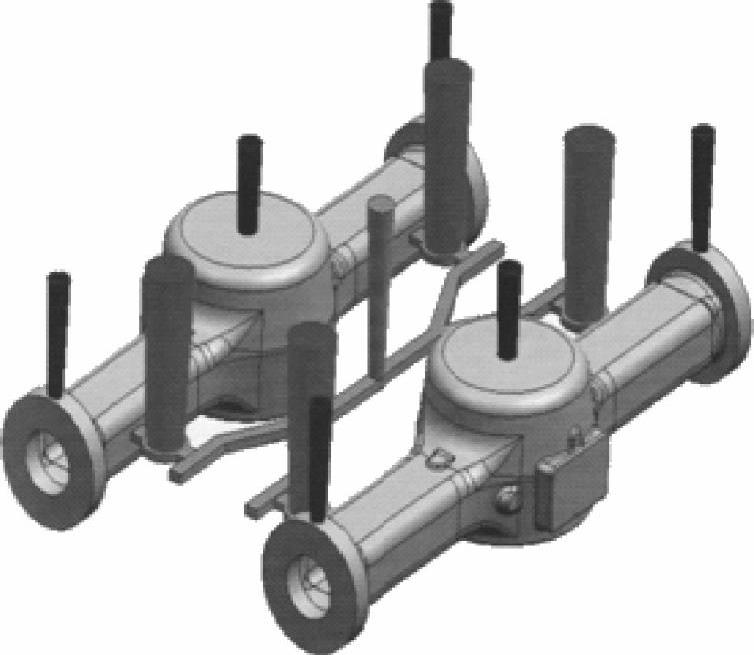
V法球铁桥壳的通常铸造工艺设计简图见图13-64。
2.生产制造工艺
(1)模样工艺 V法工艺生产铸件时,在填砂前要对模样表面进行覆膜。为了防止模样上的尖角和拐角处对薄膜的割裂,模样的尖角和拐角处应进行圆滑过渡,以提高吸膜后薄膜的整体完好率,并尽量避免模样结构上的陡变引起薄膜吸附不到位现象的发生。活块间的拼缝应尽量小,防止吸膜时薄膜钻缝造成起模困难和钻缝薄膜对铸件的割裂损伤。
(2)造型工艺 V法工艺生产平衡重铸件时,仅对铸件的表面质量和尺寸精度有要求,生产桥壳时,除上述要求外,对铸件的内部组织性能也有很高的要求,因此要克服V法工艺生产中常见的砂眼和气孔缺陷。在实际生产中,要提高V法造型吸膜时薄膜的完好率,防止薄膜局部破损处引起的砂孔和砂眼缺陷。砂型刷涂料后,为了防止涂料中水分和其他液体高温后发气产生的侵入性气孔,需对砂型表面的涂料进行吹干或烘干(图13-65所示为喷涂涂料后的上型)。
 (https://www.xing528.com)
(https://www.xing528.com)
图13-64 V法球铁桥壳的铸造工艺设计简图

图13-65 喷涂涂料后的上型
由于桥壳的浇注温度比一般的平衡重浇注温度高150℃以上,相比一般的V法平衡重铸件更易发生粘砂现象,因此要求涂料要对砂型表面完全覆盖并保持一定的厚度以防粘砂。
(3)主要生产工艺参数 浇注温度1400℃,保压时间1.5h,真空度45~65kPa。
3.铸件质量
通过改变模样的局部结构和执行合理的涂料干燥工艺,可减少或消除砂孔和侵入性气孔缺陷。图13-66所示为球铁桥壳铸件。
为了验证V法工艺桥壳是否能满足使用要求,选择了5只桥壳进行疲劳强度试验。试验结果是,V法工艺桥壳的疲劳试验次数达30万次以上,完全达到设计要求。
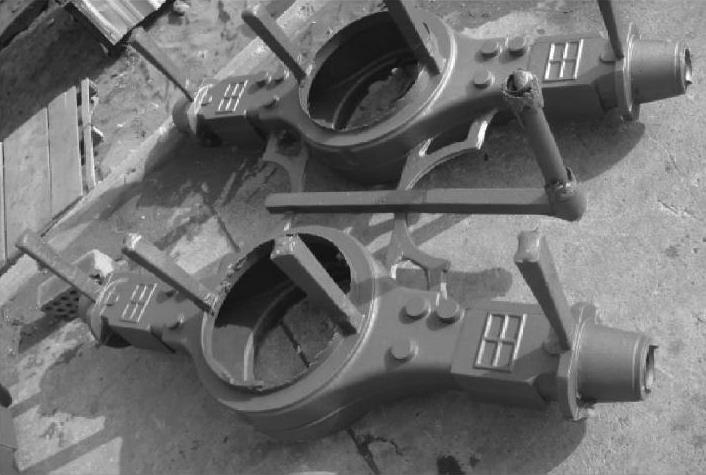
图13-66 球铁桥壳铸件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。