



1.加工程序的组成
一个完整的数控加工程序由程序号、程序内容和程序结束三部分组成,见表1-5。
(1)程序号 每一个存储在系统存储器中的程序都需要指定一个程序号以相互区别,这种用于区别零件加工程序的代号称为程序号。因为程序号是加工程序开始部分的识别标记(又称为程序名),所以同一数控系统中的程序号(名)不能重复。
表1-5 数控加工程序的组成
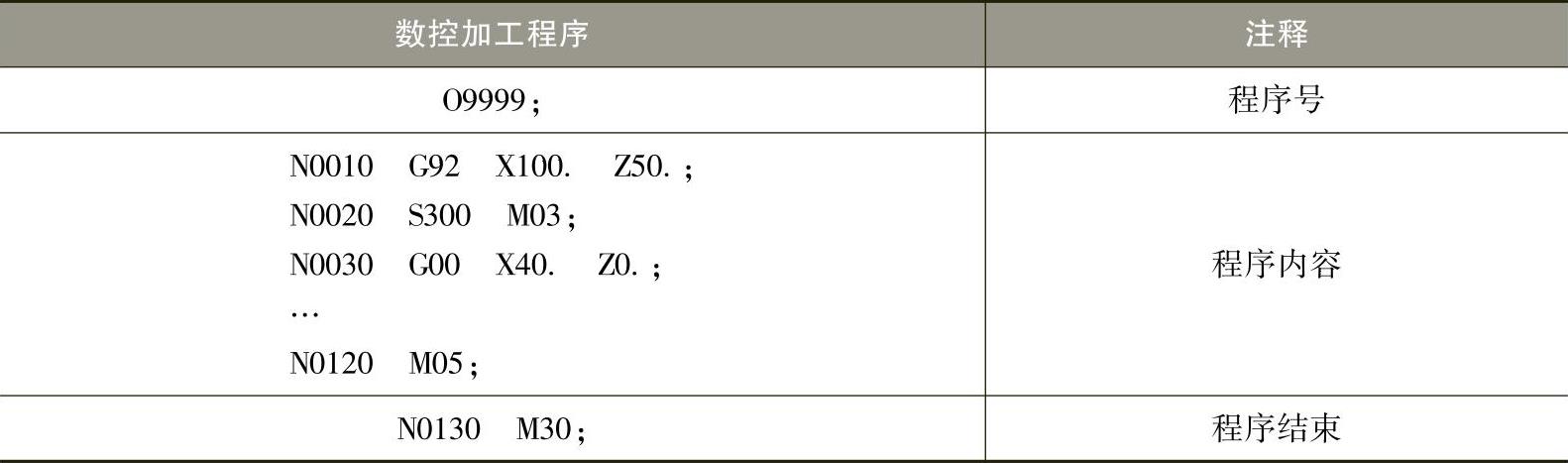
程序号写在程序的最前面,必须单独占一行。
FANUC系统程序号的书写格式为O××××,其中O为地址符,其后为四位数字,数值从O0000到O9999,在书写时其数字前的零可以省略不写,如O0020可写成O20。
SIEMENS系统中,程序号由任意字母、数字和下划线组成,一般情况下,程序号的前两位多以英文字母开头,如AA123、BB456等。
(2)程序内容 程序内容部分是整个程序的核心部分,是由若干程序段组成的。一个程序段表示零件的一段加工信息,若干个程序段的集合,则完整地描述了一个零件加工的所有信息。
(3)程序结束结 束部分由程序结束指令构成,它必须写在程序的最后。可以作为程序结束标记的M指令有M02和M30,它们代表零件加工程序的结束。为了保证最后程序段的正常执行,通常要求M02/M30单独占一行。
此外,子程序结束的结束标记因不同的系统而各异,如FANUC系统中用M99表示子程序结束后返回主程序;而在SIEMENS系统中则通常用M17、M02或字符“RET”作为子程序的结束标记。(https://www.xing528.com)
2.加工程序的结构
数控加工程序的结构形式,随数控系统功能的强弱而略有不同。对功能较强的数控系统,加工程序可分为主程序和子程序,其结构形式见表1-6。
表1-6 主程序与子程序的结构形式
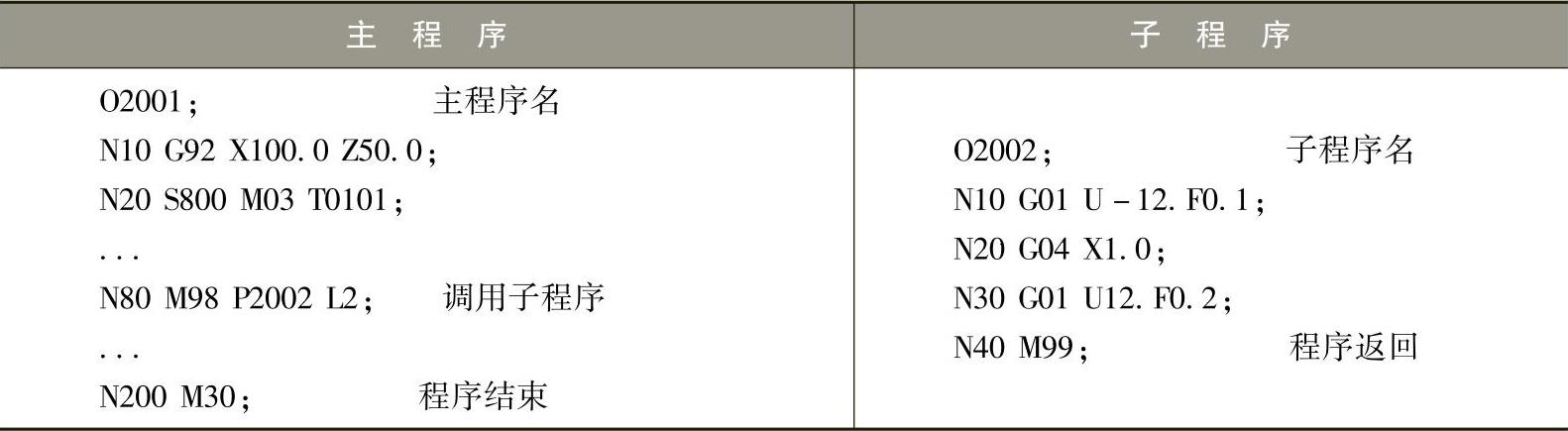
(1)主程序 主程序即加工程序,它由指定加工顺序、刀具运动轨迹和各种辅助动作的程序段组成,它是加工程序的主体结构。在一般情况下,数控机床是按其主程序的指令执行加工的。
(2)子程序 在编制加工程序时会遇到一组程序段在一个程序中多次出现或在几个程序中都要用到,那么就可把这一组加工程序段编制成固定程序,并单独予以命名,这组程序段即称为子程序。
使用子程序可以减少不必要的编程重复,从而达到简化编程的目的。子程序可以在存储器方式下调出使用。即主程序可以调用子程序,一个子程序也可以调用下一级子程序。
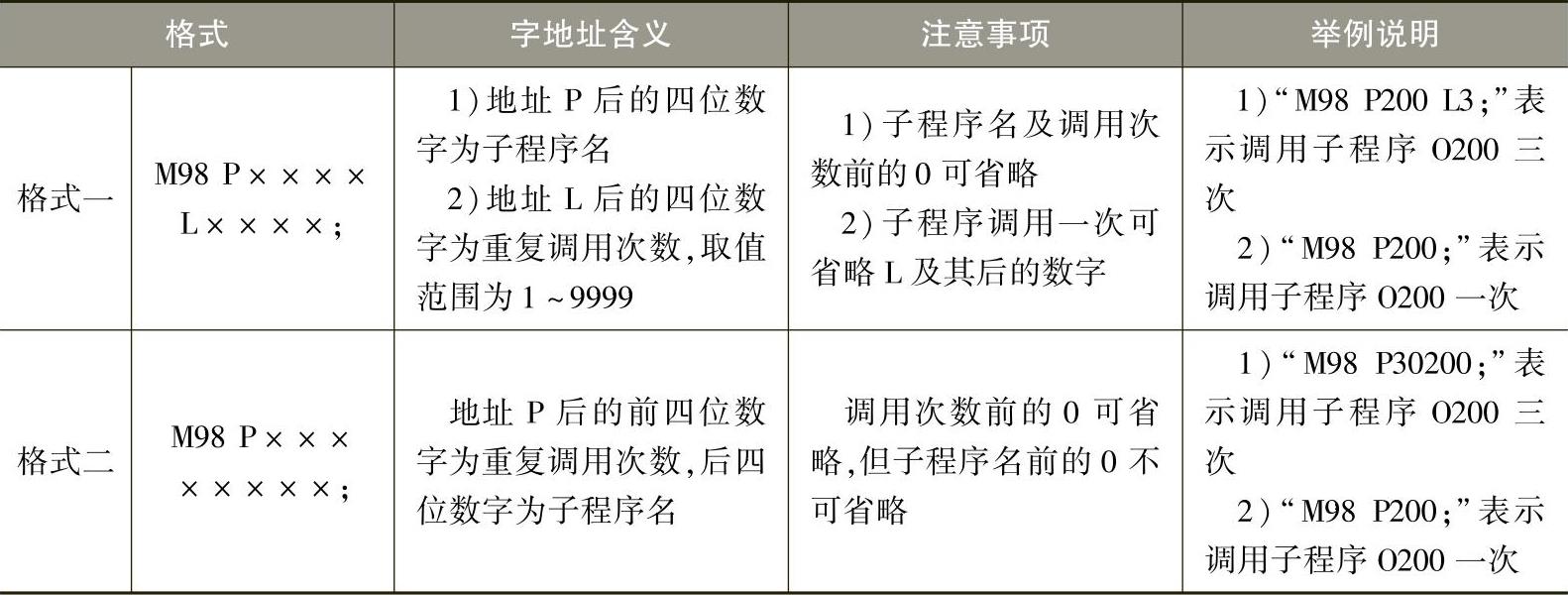
在主程序中,调用子程序指令是一个程序段,其格式随具体的数控系统而定,FANUC 0i系统子程序调用格式见表1-7。
表1-7 FANUC 0i系统子程序调用格式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。