



挤出机的加热和冷却系统,主要是指挤出塑化系统中的机筒、模具和螺杆的加热和冷却。对这些部位的加热和冷却的目的,是为了控制原料在挤出塑化时的工艺温度在一定的范围内,保证原料的塑化质量,使挤出塑料制品生产能正常稳定的进行,得到合格的塑料制品。
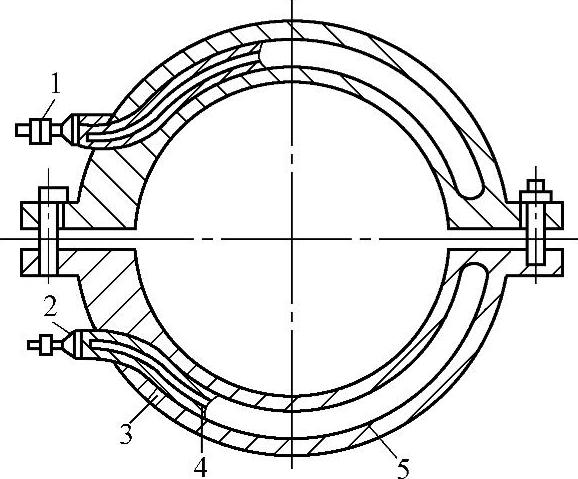
图2-21 铸铝电阻丝加热器结构
1—接线柱 2—金属管 3—电阻丝 4—氧化镁粉 5—铝套
(1)机筒和模具的加热 机筒和模具的加热方式,可采用电阻加热、电感应加热或载热体加热等方法。目前,挤出机机筒加热方式以电阻加热机筒方法应用较多。图2-21所示为常用的铸铝电阻丝加热器结构。这种加热器是把电阻丝加入金属管内,然后管内装满氧化镁粉绝缘材料,再把金属管铸在铝合金套中。
铸铝电阻丝加热器,由于管内有氧化镁粉绝缘,密封好。这样,电阻丝不易氧化,能延长电阻丝的工作寿命。铸铝合金外套与机筒接触面积大,传热性能好,所以得到广泛应用。
(2)机筒和模具的冷却 机筒的冷却应用较多的方法是风冷或水冷。风冷方法是用电动风机吹机筒需降温部位,让冷风带走机筒部分热量,以达到机筒降温的目的。风冷却机筒降温的速度缓慢。机筒采用循环水冷却降温的速度较快,但长时间使用后水管内容易结垢堵塞,机筒用循环水冷却降温,注意应选用处理后的软化水。
(3)螺杆的冷却 螺杆的冷却是为了防止由于螺杆加料段温度过高,致使进料粘在螺纹槽内随螺杆旋转影响物料输送前移,造成挤出机生产因供料不足而不能正常运行。物料在螺杆均化段受挤压、剪切和摩擦,产生热量过多使温度升高,为防止此处的熔融料分解应进行降温。螺杆降温是在螺杆轴心钻孔,一直通到均化段,然后通入水或油作为导热介质。为了保证螺杆温度的稳定,通入螺杆内的导热介质要进行恒温控制。
螺杆端用于输入导热介质的旋转接头结构如图2-22所示。(https://www.xing528.com)
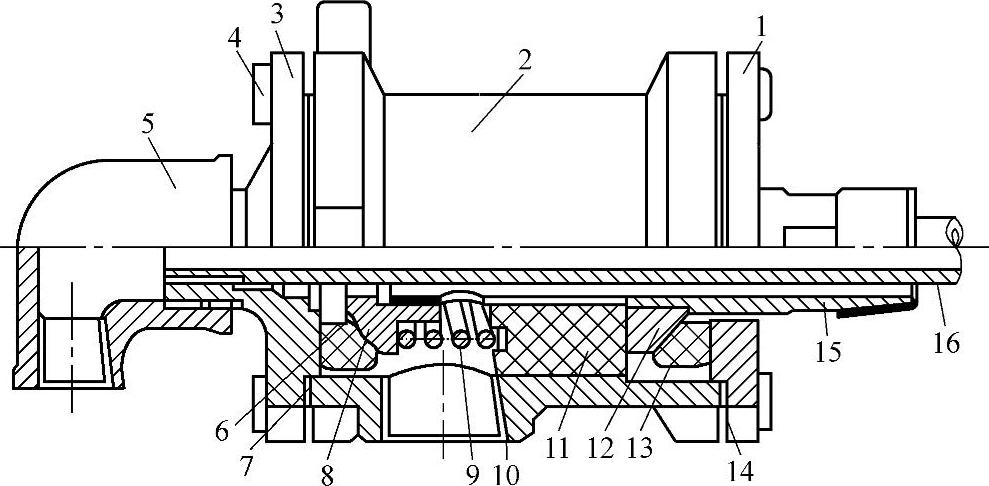
图2-22 旋转接头结构
1—端盖 2—壳体 3—后端盖 4—螺钉 5—弯头 6、13—球面石墨环 7—密封环 8—弹簧座 9—弹簧 10—弹簧垫 11—无油轴承 12—外管球体 14—密封垫 15—外管 16—进水内管
旋转接头工作方法:外管15与螺杆端用螺纹连接,随螺杆旋转;进水内管16伸入螺杆内腔,与弯头5用螺纹连接,固定不动;弹簧9在弹簧座8内支撑无油轴承11和外管球体12,使其与球面石墨环13压紧,两零件间由于摩擦发生相对运行,阻止由螺杆内腔流回的液体在经外管由下端螺纹孔流出时造成的中间渗漏;导热介质液体由内管16进入,经螺杆内腔,带出部分热量流出,然后经导管流回油箱。
(4)料斗座的冷却 料斗座的冷却是指螺杆的进料端(或进料段)和料斗连接处的冷却(图2-23)。作用也是防止因机筒加热,这部位的料温随之升高,影响加料段对原料的输送和进料口处产生原料“架桥”现象。另外,也可防止机筒热量传至螺杆轴承及减速箱内,影响传动零件的润滑。
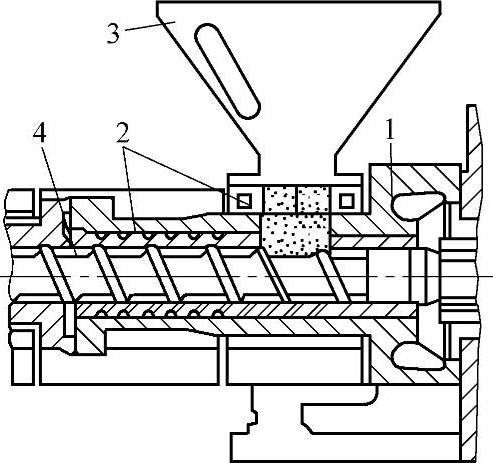
图2-23 料斗座部位的通水冷却空腔
1—料斗座 2—冷却水通腔 3—料斗 4—螺杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。