



1.变量的确定
1)该零件将φ50mm×100mm的圆棒料加工成φ30mm×60mm的销轴零件。在车削加工过程中,毛坯外圆尺寸由φ50mm逐渐减小至φ30mm,且轴向的尺寸不发生改变,符合变量设置原则:优先考虑毛坯X轴的变化作为变量。
设置变量#100控制毛坯直径,赋初始值50。
2)该零件将φ50mm×100mm的圆棒料加工成φ30mm×60mm的销轴零件。在车削加工过程中,加工余量由20mm逐渐减小至0,且轴向的尺寸不发生改变,符合变量设置原则:优先考虑加工余量的变化作为变量。
设置变量#100控制加工余量,赋初始值20。
3)该零件将φ50mm×100mm的圆棒料加工成φ30mm×60mm的销轴零件。由表1-5可知,粗车外圆的背吃刀量为2mm;从分析加工零件图及毛坯可知:加工余量20mm,加工次数=加工余量/背吃刀量=10,且轴向的尺寸不发生改变,符合变量设置原则:选择“标志变量”“计数器”等辅助性变量作为变量。
设置变量#100控制加工次数,赋初始值10。
从1)~3)的变量设置分析可知,确定变量的方式不是唯一的,但变量控制类型决定了程序流程图,同时也决定了宏程序代码。
2.确定变量的运算及最终变化值
1)车削一层加工思路。刀具快速移至X50Z0.5后,X轴每次进刀2mm,Z轴进行一次轴向行程的车削,车削长度为63.3mm;Z轴车削完成后X轴正方向增量退刀0.5mm,Z轴返回到Z1处,此过程为一个循环周期,依此描述形成的单个循环刀路轨迹如图1-16所示。
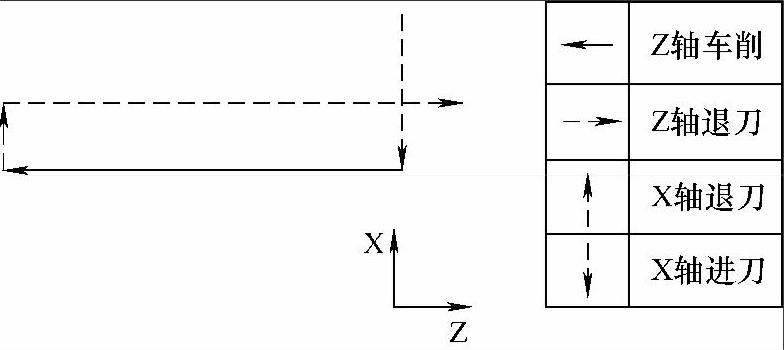
图1-16 单一循环刀路轨迹图
2)由前述可知,变量#100每次进行自减2mm,即#100=#100-2。
3)以毛坯尺寸作为变量,变量变化的最终尺寸的依据:加工零件的X轴尺寸20mm。(https://www.xing528.com)
以加工余量作为变量,变量变化的最终尺寸的依据:加工余量等于0。
3.选择控制程序执行流向的语句
根据以上分析,IF[条件表达式1]GOTOn和WHILE[条件表达式1]DOm……ENDm语句都可以实现本实例的循环过程,形成刀路轨迹如图1-17所示。
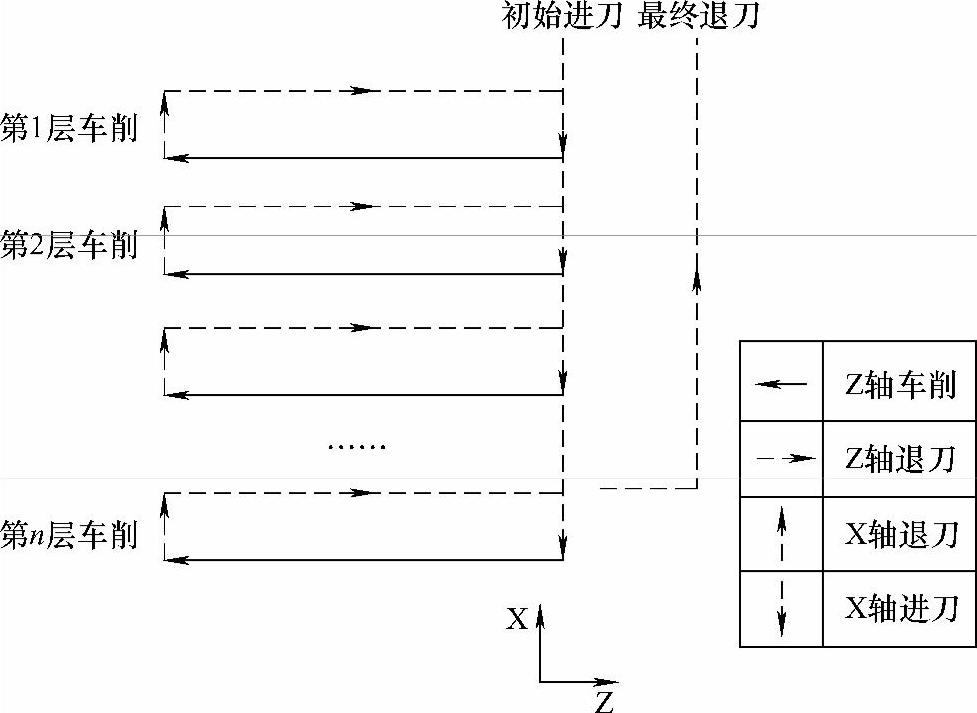
图1-17 车削循环刀路轨迹图
4.绘制程序执行流程图
根据变量设置的不同,绘制的流程图也不相同。以毛坯尺寸作为变量绘制的流程图如图1-18所示,以加工余量作为变量绘制的流程图如图1-19所示。
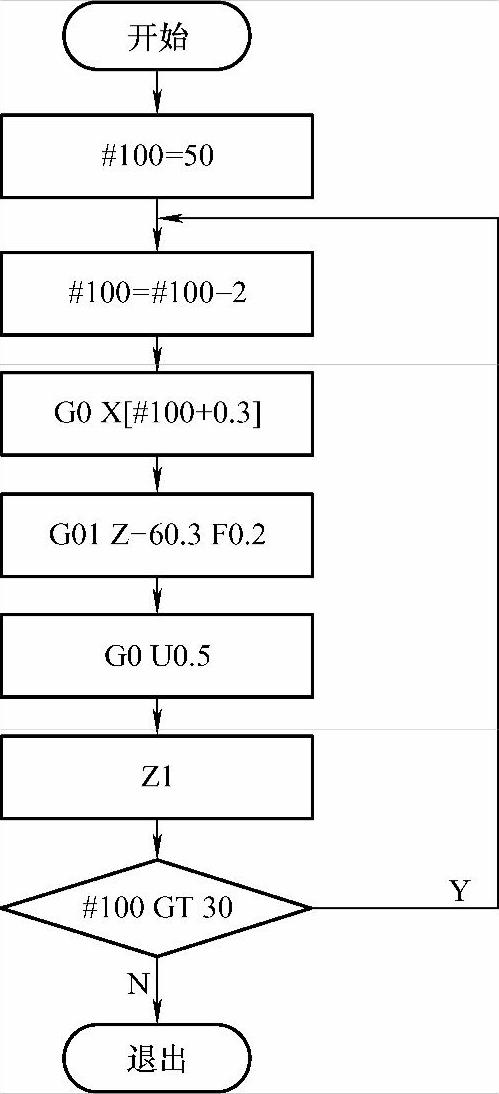
图1-18 毛坯尺寸作为变量的流程图
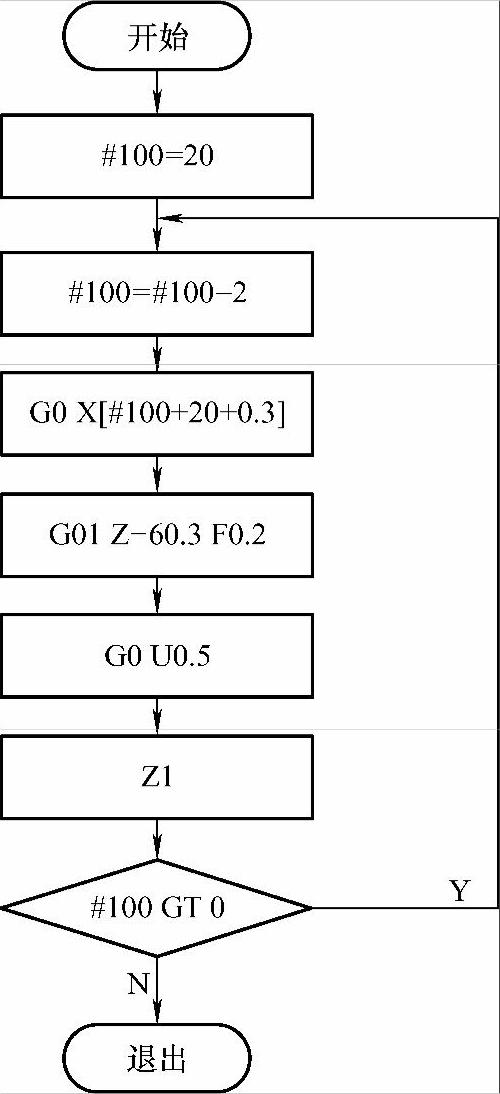
图1-19 加工余量作为变量的流程图
由图1-18和图1-19可以看出,不同的算法和思路绘制程序的流程图也不尽相同,程序的复杂程度也不一样(在此仅讨论该题的算法,关于具体的宏程序代码,本节不列出,在后面实例中会给出完整的宏程序代码)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。