



锻锤的打击过程分为两个阶段(见图3-1-3)。
第一阶段为加载阶段。打击开始时锤头的速度为v1,砧座的速度v2=0。在此阶段,随着砧块(或模具)彼此接近而致使锻件成形。第一阶段结束时,锤头和砧座达到一致的下沉速度u,这时锻件变形最大,砧座及基础下沉,落下部件的动能转化为锻件的塑性变形能、锤击系统内部的弹性变形能和系统运动的动能。
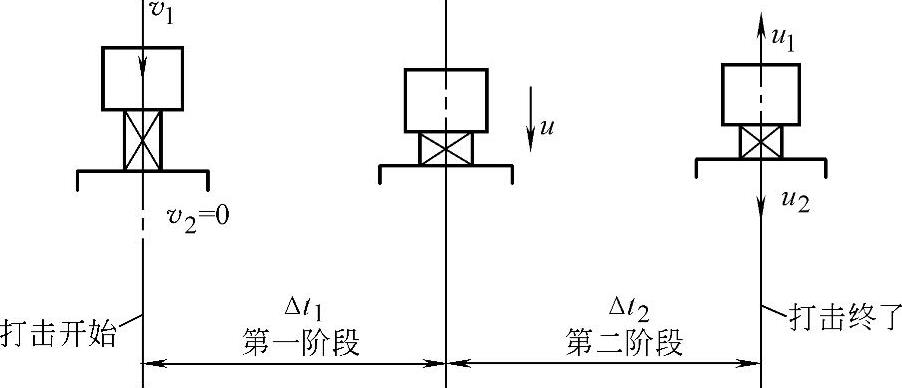
图3-1-3 有砧座锤的打击过程
对对击锤,v2≠0,上、下锤头相互靠拢,对如图3-1-2所示的钢带式无砧座锤,m2>m1,u的方向朝上,这能改善打击时钢带的受力状况。
第二阶段为卸载阶段。第一阶段末锤击系统所具有的弹性变形能在第二阶段释放,导致打击终了后锤头和砧座或上下锤头的反向分离,其速度分别达到u1和u2,此时二者开始分离。有砧座锤砧座以初速度u2的初速度打击基础,严重的地面冲击振动由此产生,无砧座锤上、下锤头是在空中对击,地面上基本上无冲击振动。
在锤击系统中,巨大的锻击力是系统的内力,其他力的作用均可略去不计,故碰撞前后系统的总动量应守恒,即:
m1v1+m2v2=m1u1+m2u2=(m1+m2)u (3-1-3)
导致锤击系统运动状态发生变化的材料性质,可用恢复系数K来表示;即:

恢复系数表示锤击系统在锻击后相对速度与锻击前相对速度的比值,此处可将其体现为锻件的弹塑性指标。K值随锻件温度的增高而减少,其值在0~1之间。
由式(3-1-3)和式(3-1-4)可确定打击过程结束时锤头和砧座(或上、下锤头)的最后速度,即:
打击终了时,锤击系统具有的动能Ekt为:

锻锤打击能量E0消耗在锻件的塑性变形能Ew为:
Ew=E0-Ekt(https://www.xing528.com)
在进行锻造时,希望锻件的塑性变形能在锻锤的打击能量中所占的比例越高越好,这可用打击效率η来表示。由上述各式,可导出η的表达式,即

λ为有砧座锤砧座与锤头的质量比。以 表达。
表达。
由式(3-1-8)可知:锻锤的打击效率决定于K和λ值。恢复系数K值取决于锻件的锻造温度。温度越高,K值越小,打击效率就越高,反之,锻造温度过低甚至打冷铁,对锻锤的能量利用不利。自由锻工艺的锻件一般能在较高的锻造温度下变形,故自由锻锤的K值可取为0.3,而模锻件在终锻模膛内终锻成形时,已接近终锻温度,所以,模锻锤的K值应取为0.5。上式又可显示:为了获得高的打击效率,有砧座锤必须要有一个巨大的砧座。对自由锻锤,因锻件塑性好,K值低,锻件易于成形,为了减少金属消耗,降低制造成本,其λ值一般取10~15。
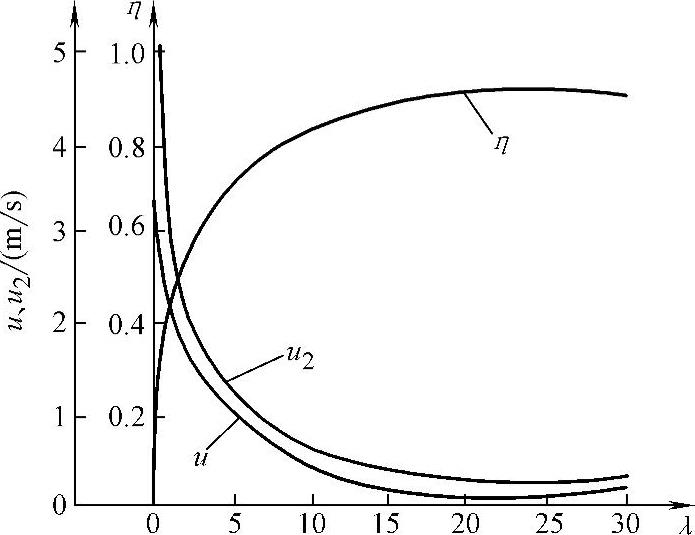
图3-1-4 砧座与锤头的重量比λ对打击效率和打击刚性的影响
对于有砧座锤,取K=0.3,v1=9m/s,v2=0,根据式(3-1-8),当给出一定的λ值时,可得出如图3-1-4所示的打击效率η的变化曲线,当λ值超过10以后,打击效率的提高就不甚显著,但从打击过程对模锻件变形质量的影响来看,砧座受力时的退让量越小越好,这就引出打击刚性越大越好的概念。
打击刚性可用第一阶段末系统的共同下沉速度u和第二阶段末钻座的下沉速度u2来衡量,在v2=0时,u和u2由式(3-1-3)和式(3-1-6)可得:
此二速度的变化曲线如图3-1-4所示,在λ超过10以后其下降的幅度非常显著,即打击刚性逐渐提高,因此,为了提高打击效率和打击刚性,必须增加模锻锤砧座的质量,一般应使λ值在20~25,如果要求模锻精度较高者,可取λ=30。
对击锤的打击效率η为:
由分析计算可知,要获得最高的打击效率,必须在打击瞬间保持上锤头和下锤头(或机身)的动量相等。考虑上、下锤头运动时间相等,可导出:

r为上、下锤头的质量比,也是速度比和行程比。图3-1-2所示为钢带式的对击锤,其r=·1,虽然有打击效率高、对地面无冲击振动的优点,但因有下锤头大行程带来模锻操作不便的缺点,促使机身微动式对击锤的发展,式(3-1-12)就是这种无砧座锤的基本设计准则。这类设备在国、内外都有很大的发展。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。