



图7-3所示是一种错误的测量同心度的设置方式。这个台阶轴的同心度公差带是一个想象的φ0.2mm的圆柱面,同轴于基准轴线A。受控特征面的中线计算方式是由每一个特征面上的点与直径方向上的相对点读数的平均值求得的。由此得到一个沿着轴线方向上的点云,也就是这个特征面的中线。对于合格零件,这些点云必须位于规定的φ0.2mm的圆柱面公差带之内。
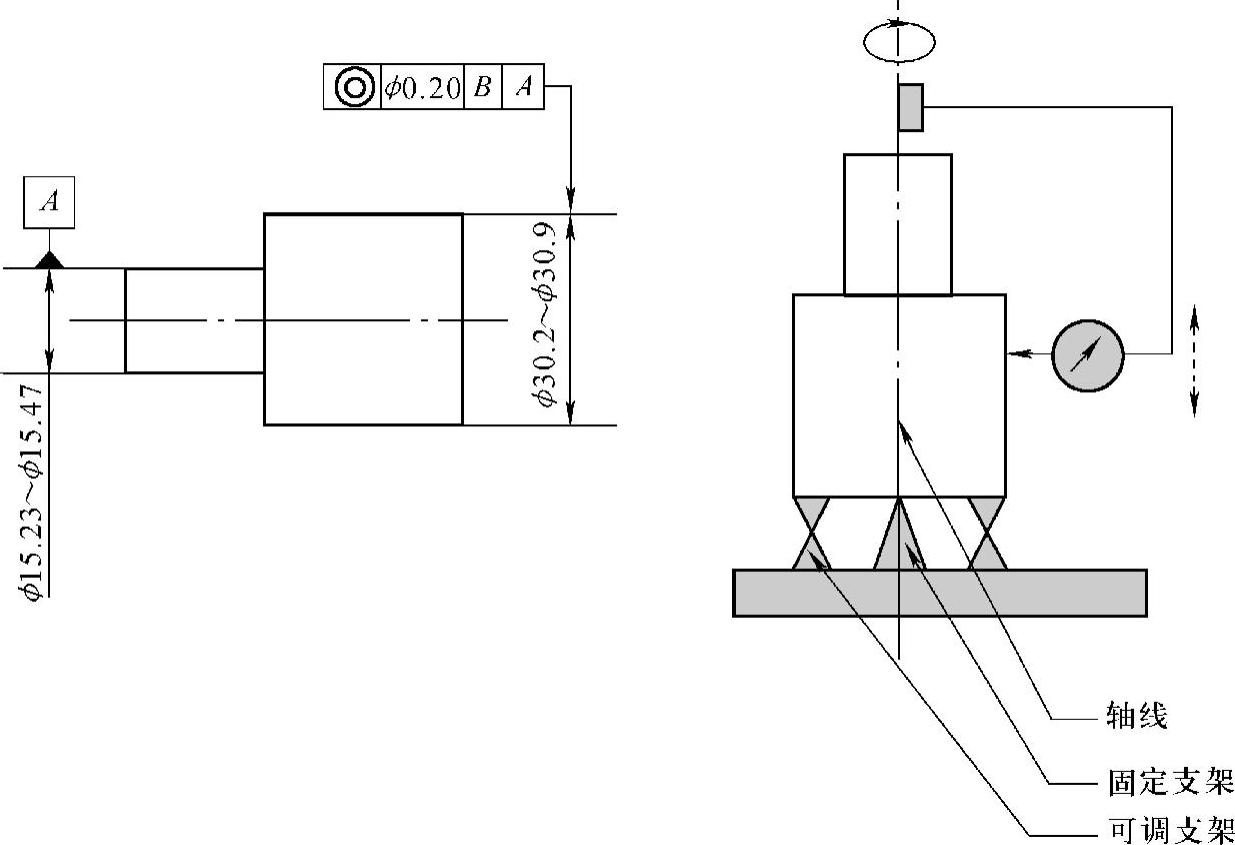
图7-3 错误的同心度的测量设置
这个设置错在零件的基准轴线的建立。按照定义,这个基准轴线应该是由基准特征的最小包容圆柱面(与基准特征面上高点接触的最小圆柱面)建立的。如图7-4所示,基准A由卡盘形成的最小包容面建立,千分尺在180°直径方向上的相对点上检测φ0.20mm同心度公差带。第三组点的顶点读数是-0.30mm,而底点读数是+0.12mm,得到中点位置为-0.21mm[=(-0.30mm-0.12mm)/2],超出规定的公差值φ0.20mm。
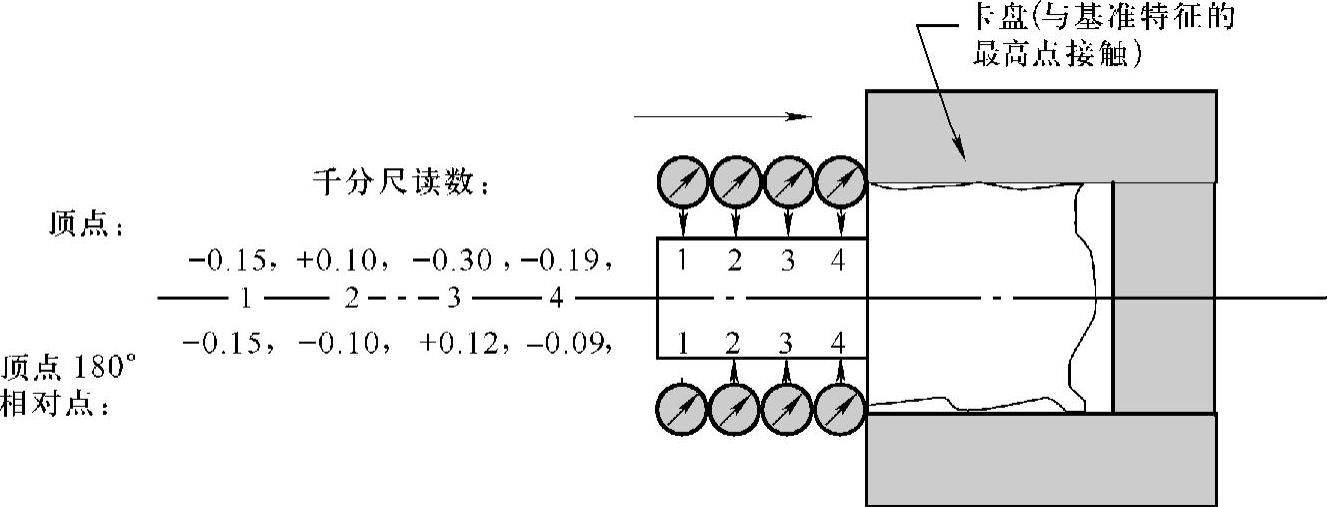
图7-4 同心度的测量设置
图7-3中的基准轴线的建立方式不适当,不会得出同图7-4中一样的精确读数。但是图7-4中的卡盘很难实现,实际检测中很难为每一个零件单独配一个能包容最小基准的外围面的卡盘。千分尺的探针应该测量尽可能多的点,保证测量的点有代表性。基准轴是由基准特征上的代表性的高点建立的。
图7-4中的测量方式也可以应用于内部特征面的测量上。通常这种测量都是由计算机辅助实现的。
同心度是一种同轴控制,经常应用于旋转件,目的是控制平衡、质量的均匀分布、壁厚和其他功能用途的零件。同轴度的要求非常严格,需要详细分析零件轴的位置信息,这种方式相比较跳动控制,虽然测量检测设置复杂,却没有提供相应的有效的质量分布控制,所以在设计旋转零件时最好使用跳动控制替代这种控制,对于非旋转零件使用位置度来控制,这样更加节省成本且易于控制。(https://www.xing528.com)
应注意一点的是,跳动控制约束了质量的对中性,跳动控制是一个首选的设计工具。跳动的应用上来说和同心度几乎是相同的,对于非旋转件,最好用位置度在不相关原则修正下进行控制。因此,有必要深入了解同心度这种公差控制的局限性和检测的难度。
同心度(同轴度)的应用要素如下:
1)同心度是轴对轴的关系。
2)同心度总是要求基准参考,且检测时零件需要做360°的旋转。
3)同心度的公差带是一个圆柱面,这个圆柱面以基准轴为轴心,直径为规定的公差值。
4)同心度只能被不相关原则(RFS)修正,当需要应用MMC修正时,选择位置度控制替代。
5)测量同心度时,检测者需要定位基准轴和受控特征轴,然后确认受控轴是否在圆柱面公差带范围内。
6)同心度的应用很少见,也应该避免使用,因为其检测成本很高,最好使用跳动或位置度控制替代。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。