



箱体零件的最终检验包括:主要孔的尺寸精度,孔和平面的几何精度,孔系的方向、位置精度,即孔的轴线与基面的平行度,孔轴线的相互平行度及垂直度,孔的同轴度及孔距尺寸精度,主轴孔与端面的垂直度等。
1.表面粗糙度
表面粗糙度检验通常用目测或样块比较法,只有当Ra值很小时,才考虑使用光学量仪或用表面粗糙度检测仪。
根据被测对象表面特征,由第二章所列不同表面粗糙度比较样块,选择磨、车、镗、铣、插及刨加工表面粗糙度比较样块或电火花、抛(喷)丸、喷砂、研磨、锉、抛光加工表面粗糙度比较样块中合适的比较样块,依据使用原则和方法,即采用目测和触摸的感官检验方法进行比对检验。如果Ra值不大于1.6μm时,选择使用光学量仪或用表面粗糙度检测仪进行检测。
2.孔的尺寸精度
一般用塞规检验,单件小批生产时可用内径千分尺、内测千分尺或内径千分表检验,若精度要求很高可用气动量仪检验。
图8-7所示为用内径指示表(千分表)检测孔的直径。测量时必须摆动内径指示表(千分表),千分表的最小读数即为被测孔的实际尺寸。
孔的几何精度(表面的圆度、圆柱度误差)也可用内径指示(千分表)检测。测量孔的圆度误差时,只要在孔径圆周上变换方向,比较其测量值即可。测量孔的圆柱度误差时,只要在孔的全长上取前、后、中几点,比较其测量值,其最大值与最小值之差的1/2即为全长上的圆柱度误差。
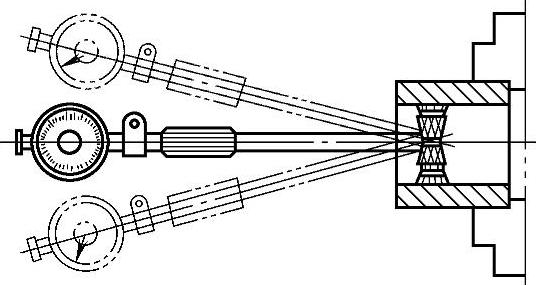
图8-7 内径指示表(千分表)检测孔的直径示意图
3.平面的直线度
可用刀口形直尺、平尺和塞尺或水平仪与桥板检验。
(1)刀口形直尺、平尺和塞尺检测法 如图8-8所示,用刀口形直尺进行测量,在箱体被测平面上多测量几处,可以通过使用塞尺得到刀口形直尺与平面的间隙尺寸,取最大值即为箱体被测平面的直线度误差。
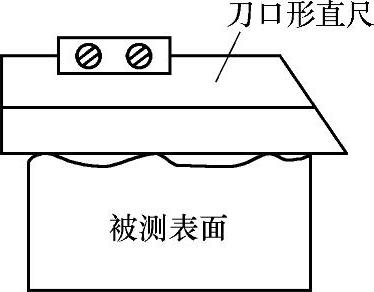
图8-8 刀口形直尺、平尺和塞尺间隙检测直线度误差
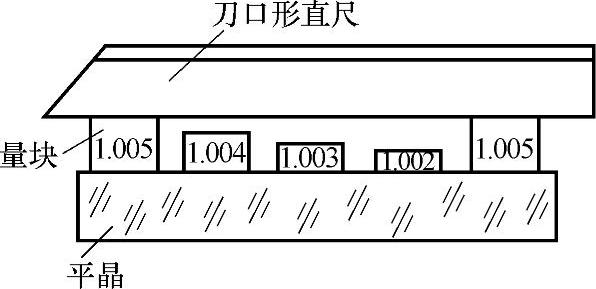
图8-9 标准光隙
(2)刀口形直尺、平尺和量块检测法 如果精度较高,直接用目测方法。标准光隙可以这样得到:如图8-9所示,在平面平晶上研合1.002mm、1.003mm、1.004mm和1.005mm的量块,再在上面放一刀口形直尺,则可以得到0.001mm、0.002mm和0.003mm的标准光隙。然后再将刀口形直尺放在箱体被测平面中,查看光隙并与标准光隙比较得到被测光隙值,取最大值即为箱体被测平面的直线度误差。
(3)水平仪与桥板检验法 将固定有水平仪的桥板放在被测平面的被测线上,等跨距首尾衔接拖动桥板,测出被测直线各相邻两点连线相对水平面的(或垂直面)的倾斜角,通过数据处理求出该被测直线范围的直线度误差,用同样的方法检验在多条被测直线段内的直线度误差,取其中最大值,就是被测平面的直线度误差。
4.同轴度误差检验
(1)用检验棒检测同轴度误差 用检验棒检测的方法大多用在大批大量生产中。检测孔的精度要求高时,可用专用检验棒。检验精度要求较低,可用通用检验棒配外径不同的检验套,如图8-10所示。如果检验棒能顺利通过同一轴线上的两个以上的孔时,说明这些孔的同轴度误差在规定的允许范围内。
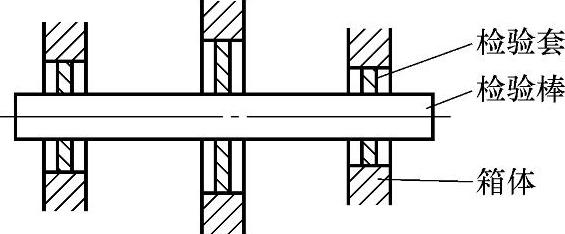
图8-10 用通用检验棒配专用检验套检验同轴度误差
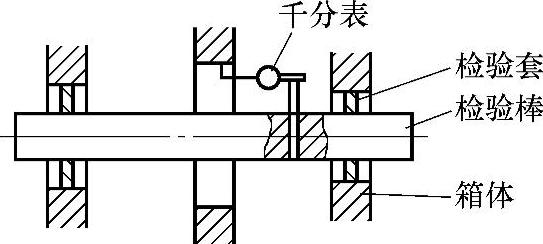
图8-11 用检验棒和千分表检验同轴度误差
(2)用检验棒和千分表检验同轴度误差 如图8-11所示,先在箱体两端基准孔中压入专用的检验套,再将标准的检验棒推入两端检验套中,然后将千分表固定在检验棒上,校准千分表的零位,使千分表测头伸入被测孔内。检测时,先从一端转动检验棒,记下千分表转一圈后的读数差,再按此方法检测孔的另一端,其检测结果:哪一个横剖面内的读数差最大则为同轴度误差。
(3)用杠杆百分表检测同轴度误差 如图8-12所示,先在其中一基准孔中装入衬套,再将标准的检验棒推入检验套中,然后在检验棒靠近被测孔的一端吸附一杠杆百分表,百分表测头与被测孔壁接触并产生约0.5mm的压缩量,转动检验棒,观察表针摆动范围,表头读数即为被测孔相对于基准孔的同轴度误差。
(4)用百分表和检验棒检测同轴度误差 孔对孔的同轴度公差,是指基准要素和被测要素均为孔的轴线。其误差测量时,通常以心轴来体现基准孔和被测孔的轴线。
如图8-13所示,给出被测零件右端孔的轴线同轴度公差(图8-13a)。检测时,将被测零件2支承到平板6上。把基准心轴1和被测心轴4插入孔内,并与孔成无间隙配合,调整被测零件使其基准轴线与检验平板平面平行。
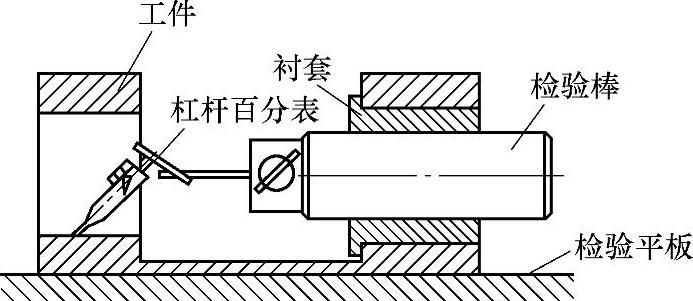
图8-12 用杠杆百分表检测同轴度误差
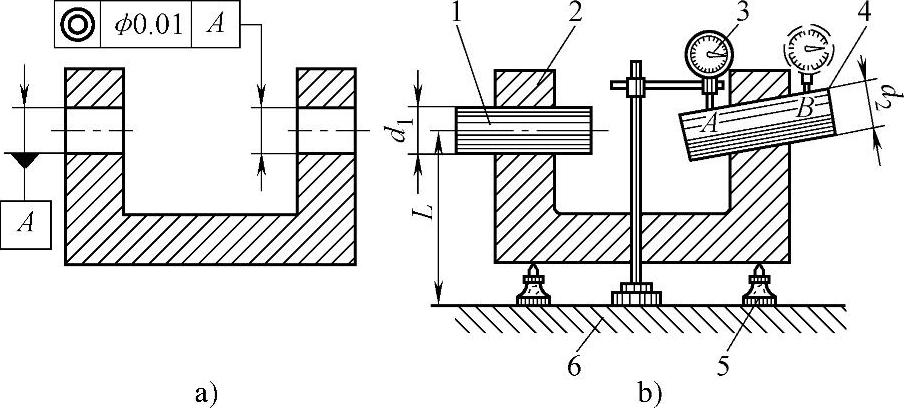
图8-13 用百分表和检验棒检测同轴度误差
1—基准心轴 2—被测零件 3—百分表 4—被测心轴 5—支承装置 6—平板
首先测出心轴(检验棒)的直径d1、d2,并通过基准心轴上端素线到平板工作面的距离 ,求得其中心高L。以
,求得其中心高L。以 为高度尺寸,调整指示器的零位。然后在被测孔端A、B两点测量(如图8-13b所示,在靠近被测孔端A、B两点处测量),并求出该两点分别与高度
为高度尺寸,调整指示器的零位。然后在被测孔端A、B两点测量(如图8-13b所示,在靠近被测孔端A、B两点处测量),并求出该两点分别与高度 的差值fAx和fBx。然后把被测零件翻转90°,按上述方法测得在垂直方向上的高度差值fAy和fBy。
的差值fAx和fBx。然后把被测零件翻转90°,按上述方法测得在垂直方向上的高度差值fAy和fBy。
按下式分别求得A、B点处同轴度误差。
A点的同轴度误差

B点的同轴度误差

取其中较大值作为该被测要素的同轴度误差。
当被测心轴与基准心轴直径相等时,即d1=d2,可直接以基准心轴高度为准将指示器调至零位,以测量A、B两点示值fAx、fBx和fAy、fBy,按上式直接求得同轴度误差值。
如果测点不能取在孔端处,则同轴度误差可以按比例折算。
(5)用综合量规检测同轴度误差 如图8-14所示,量规的直径为孔的实效尺寸,检测时,综合量规应通过工件的孔,则认为工件的同轴度合格,否则就不合格。
5.孔间距
根据孔距精度的高低,可分别使用游标卡尺或千分尺,也可用量块测量;可以用游标中心距卡尺直接测量两孔中心距;还可以用内测千分尺进行测量两孔中心距。
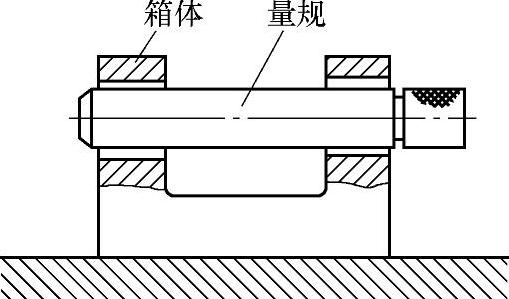
图8-14 用综合量规检测同轴度误差
(1)在同一水平线或垂直线上的孔距 首先用内测千分尺测量孔径D1、D2,然后用内测千分尺测量两孔最远的距离L,两孔之间的距离为A;或者精度不高时,可以用游标卡尺直接测量两孔最近的距离K,两孔之间的距离为B。即(https://www.xing528.com)

(2)不在水平或垂直线上的孔距 可以直接用游标孔距卡尺测量孔距。游标孔距卡尺为可调整高度方向的游标卡尺,如台阶孔,均可以测量。图8-15所示为其测量示意图。
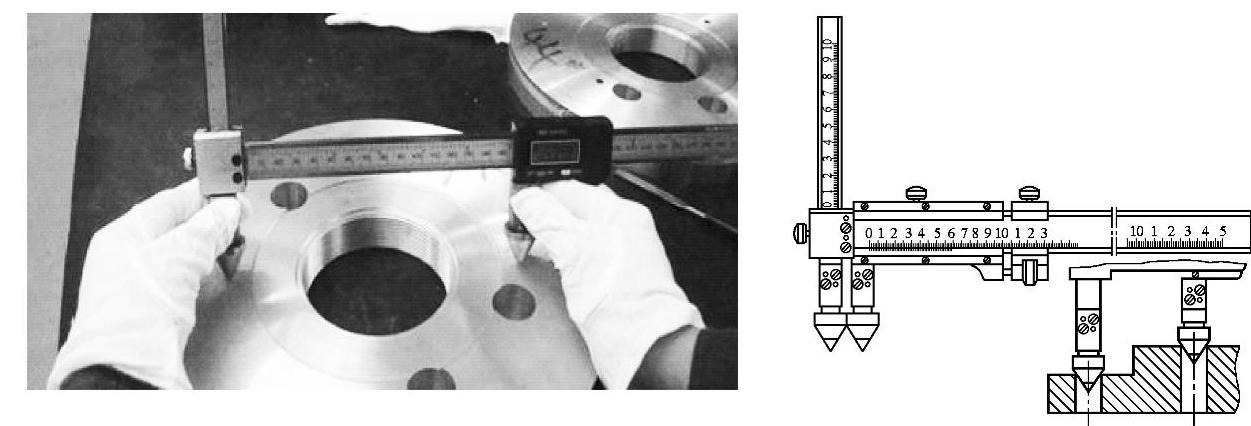
图8-15 不同大小孔距及不在水平或垂直线上的孔距测量示意图
(3)两平行孔中心距检测方法一 当两平行孔中心距的精度要求较高时,可将被测工件固定在检验平板上的角铁上,用百分表找正工件,使两个被测孔中心连线与检验平板垂直,在被测孔中分别推入与孔径大小相对应的检验棒,然后用高度尺、百分表、量块和可调测量座等检测工具,使下孔内检验棒的最低点与可调测量座上平面等高,再在可调测量座上平面上放置量块,使量块上平面与上孔内检验棒的最高点在同一平面上。设两检验棒的直径分别为D1和D2,量块的高度尺寸之和为H,则两平行孔中心距M为
(4)两平行孔中心距检测方法二 若两平行孔中心距的精度较高时,用检验棒检测孔距,如图8-16所示。首先在两组孔内分别推入与孔径尺寸相对应的检验棒,然后用游标卡尺或千分尺分别测量检验棒两端尺寸L1、L2,若检验棒直径分别为d1和d2,则两孔中心距离C为
(5)两平行孔中心距检测方法三 用游标卡尺检测孔距,如图8-17所示。用游标卡尺测量孔壁的最小尺寸L及两孔直径d1和d2,则两孔的中心距L′为
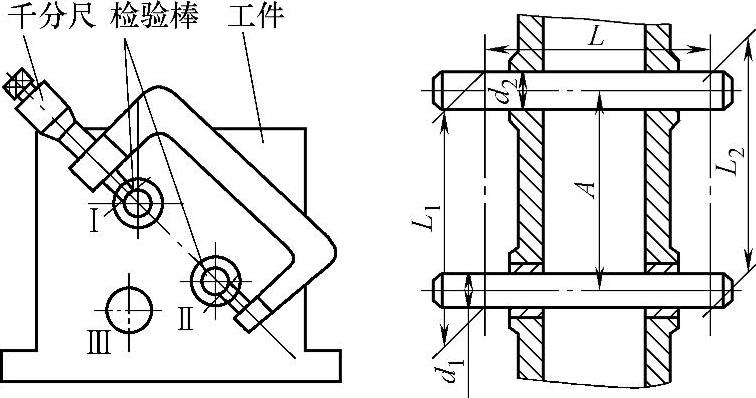
图8-16 两平行孔中心距检测方法二
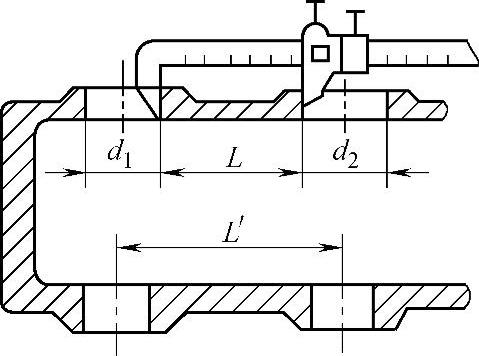
图8-17 用游标卡尺检测孔距示意图
也可用游标卡尺或外径千分尺分别测量孔的最大尺寸Lmax和最小尺寸Lmin,则两孔的中心距L′为
检测精度:当两孔端面同在一个平面时约为0.08mm,当两孔端面不在一个平面时约为0.10mm,选择检测方法时应注意。
6.孔轴线平行度误差检验
(1)用千分尺和游标卡尺检测孔与孔中心线的平行度误差 如图8-18所示,将检验棒分别推入两孔中,用千分尺或游标卡尺检测出两端的孔距L1和L2,其差值即是在被测长度上的平行度误差。
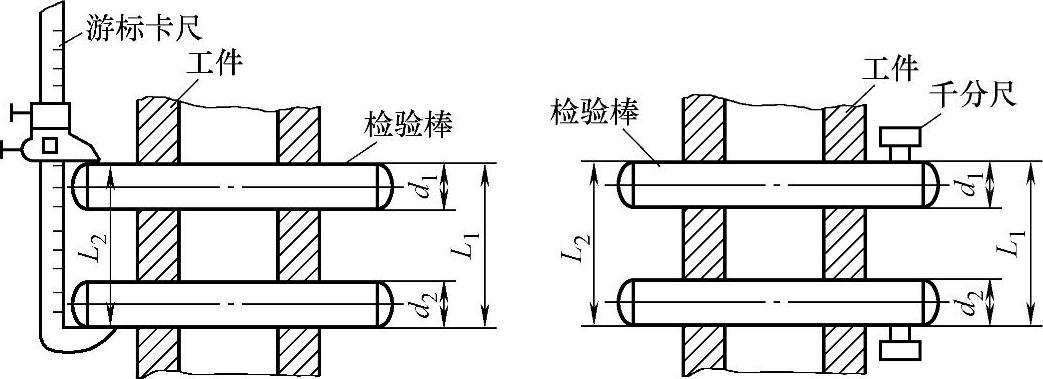
图8-18 用千分尺和游标卡尺检测平行度误差
(2)孔到基准平面的距离与平行度误差检验 如图8-19所示,将箱体放置在平板测量面上,在孔中配入检验套,再插入检验棒(心轴),用游标卡尺或百分表测出心轴两端的尺寸h1和h2。孔到基准平面的距离尺寸h为
式中 h——孔到基准平面的距离;
h1、h2——心轴素线左右两端至基准平面最大距离;
d——心轴的直径;
a——垫块的厚度。
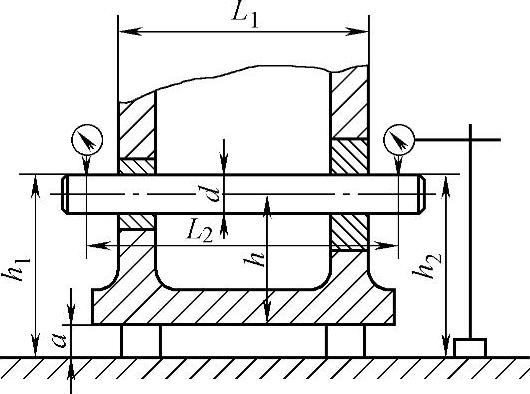
图8-19 孔到基准平面的距离与平行度误差检验
孔与基准平面的平行度误差为
式中 Δ——孔与基准平面的平行度误差;
L1——箱体件外轮廓(沿心轴方向)尺寸;
L2——心轴左右测量点之间的距离。
7.垂直孔的垂直度误差及偏离量的检验
当垂直孔的轴线在同一平面时,如图8-20a所示,分别在垂直孔中配检验套,并插入检验心轴1、2,将百分表固定在心轴1上,转动心轴1,百分表在180°两个位置的读数差δ即为两孔在长度l上的垂直度误差,箱壁长度上的垂直度误差为

在心轴1的端部加工一测量平面,如图8-20b所示,用塞尺测出心轴2与心轴1测量平面间的间隙Δ1,把心轴1转过180°,测出两者在另一侧的间隙Δ2,两孔轴线的偏移量为
当两垂直孔的轴线不在同一平面上时,如图8-20c所示,将箱体用活头千斤顶(常说的可调支承)支承在检验平板上。在孔中插入检验心轴,将直角尺沿心轴1的轴线方向放置在检验平板上,调整千斤顶,使心轴2与直角尺切平。用百分表测量心轴1对平板的平行度误差即为两孔轴线在长度l上的垂直度误差。
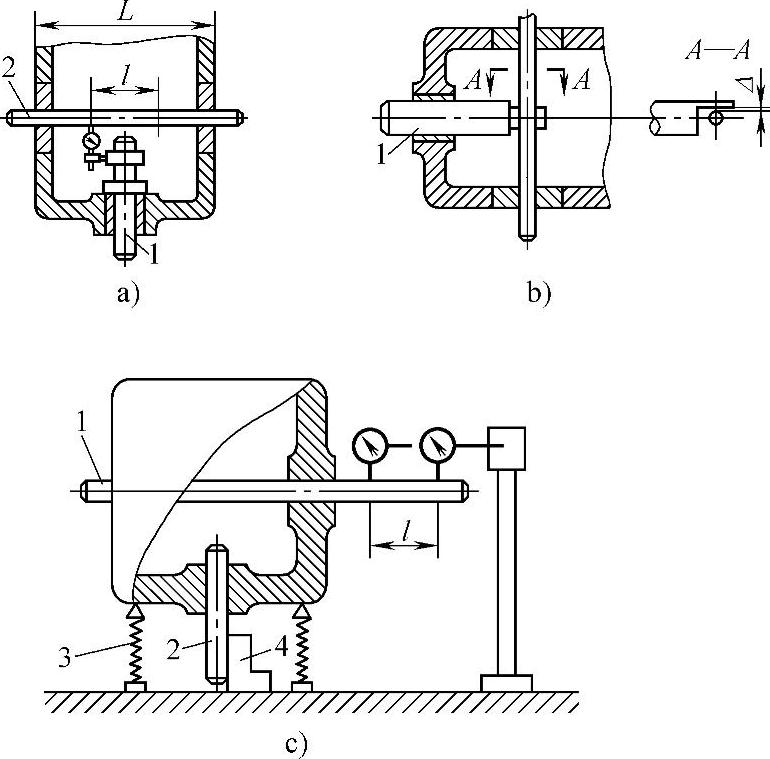
图8-20 垂直孔垂直度误差和偏离量的检验示意图
1、2—心轴 3—活头千斤顶 4—直角尺
8.孔与端面垂直度误差检验
如图8-21a所示,将带检验盘的检验心轴插入孔中,用塞尺测出检验圆盘与端面间的间隙,即可得出孔与端平面间的垂直度误差。如图8-21b所示,在孔中配入检验套,再插入检验棒(检验心轴),并用方箱防止检验棒轴向移动。将百分表固定在检验棒上,转动心轴180°,读取读数差,测量多个直径方向上的读数差,其中最大的读数差即为端面的垂直度误差。

图8-21 孔与端面垂直度误差检验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。