



【例1-30】 瑞士SCHAUBLIN公司生产的SCHAUBLINl10数控车床,数控系统为FANUC 0TC系统。刀架旋转失控故障。
故障现象:加工中突然出现转塔刀架旋转失控现象。发生故障时转塔刀架可能旋转多圈而不能停止到位,且故障时有时无,没有规律。发生故障时,有时会显示444号(提示内容为第四轴伺服系统故障)或410号(提示内容为第四轴停止位置偏差大于程序设定值)报警。
故障检查与分析:故障现象不仅时有时无,且在手动状态下运行时,每点动一下,转塔刀架往往连续运转多步而不停,且不论正、反向均如此。并且随着时间的增加,故障的频率增加很快,只是偶然能正常工作。根据有时出现的444号报警与410号报警提示,可确定为转塔刀架运动系统故障无疑。经现场仔细观察,发现转塔刀架正常工作的一个全过程为:接收到转位信号→转塔刀架弹起→转过一个刀位(仍在弹起状态)→转塔刀架落下复位(准备执行下一个转位动作)。而故障状态下的运行过程为:接收到转位信号→转塔刀架弹起→转过多个刀位一直不落下。根据故障现象分析,不论有无故障发生,其转塔刀架转位信号的接收都是正常的,且与转塔刀架旋转方向无关。同时观察到在走参考点时,PLC中X3073.0显示正常,因此可以排除参考点传感器SB141、转塔刀架旋转方向动作控制(旋转方向控制仅在手动状态下有效)和转塔刀架转位信号的传输故障,应把重点放在与转位动作有关的几个元件上。首先,仍采用传统的方法,即观察PLC中各元件动作的信号显示来帮助确定故障部位。由于该故障时有时无,正好有可能为我们提供正常和异常两种情况下的信号状态。表1-1列出了转塔刀架各转位元件在上述两种情况下的信号状态。
表1-1 信号状态
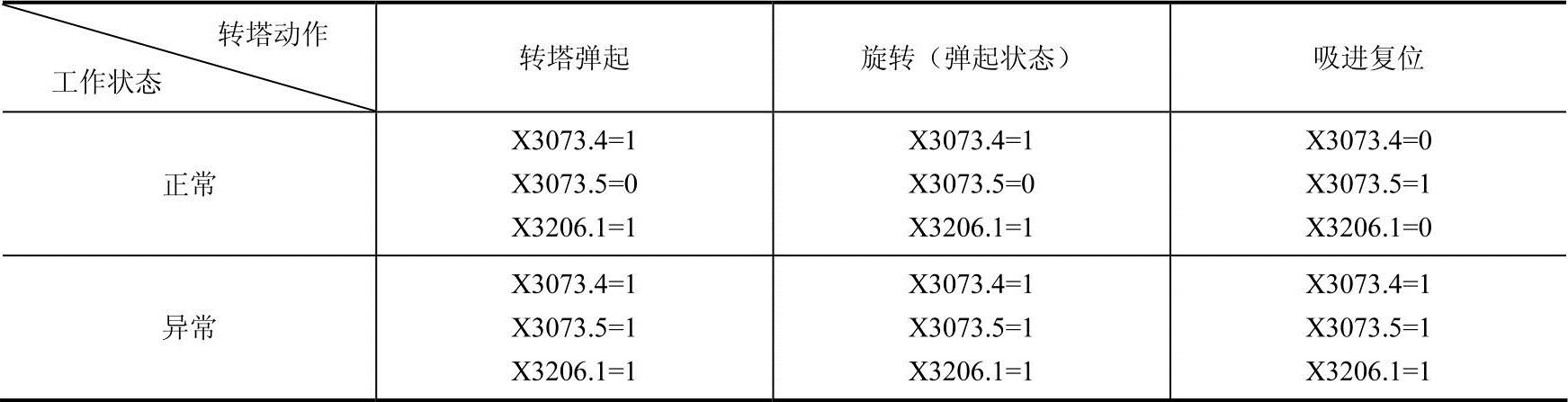
从表1-1中可以看到,在转塔刀架弹起和转塔旋转(弹起状态)两个动作中,正常和异常的信号状态区别在于X3073.5(SB143)和X3206.1(YV243)两个元件状态均处于异常情况。而YV243(电磁阀)是一个输出执行元件,它的动作受输入元件(SB143)的状态控制。所以问题的关键是进一步确认SB143(转塔刀架锁定传感器)的工作状态是否正常。拆下转塔刀架端子板X81的一上盖板上的4只螺钉,卸下盖板,可见到转塔刀架3个位置传感器SB141、SB142、SB143和接线端子X81。
首先在手动状态下点动转塔刀架,可观察到三只位置传感器根部的LED显示,判断出其工作基本正常(只是SB143在输出高电平时LED显示较亮,而输出低电平时LED显示有时较暗一些)。为了进一步确定其工作状态,用万用表测量接线端子X81上的2、5两端电平,发现当SB143上LED显示较暗时其5端输出仍为高电平(正常状态低电平输出时LED应不发光,而不是较暗)。至此,转塔刀架锁定传感器SB143工作异常。拆下SB143检查,证实其确已损坏。
由此可见,本例故障的关键是由于转塔刀架锁定传感器SB143工作异常不稳定。当其失效时,输出不受机床动作的控制,而一直输出高电平,这就迫使电磁阀YV243(位于机床左侧上部的阀门组件板上)长期通电不能释放,最终导致转塔刀架不能落下复位。
故障处理:更换传感器SB143后故障排除。
【例1-31】 济南第一机床厂的MJ-50数控车床,所配系统为FANUC 0TC。刀架转位不正常故障及排除。
故障现象:在机床调试过程中,无论手动、MDI或自动循环,刀架有时转位正常,有时出现转位故障,刀架不锁紧,同时“进给保持”灯亮,刀架停止运动。
故障检查与分析:该转位刀架是济南第一机床厂的专利产品,是液压控制夹紧、松开,由液压马达驱动转位的。因此,刀架有机械问题的可能性很小。
应确认转位刀架PLC控制程序有问题,尤其是刀架控制程序中延时继电器的时间设定不当,有可能出现这种故障。因为刀架装上刀具以后,各刀位回转的时间就不一样了,有可能延时时间满足了回转较快的刀位,而满足不了回转较慢的刀位,出现转位故障,不过这种故障是有规律可循的,而这台机床转位刀架故障找不到这种规律。根据每次转位刀架出现故障时,“进给保持”灯亮这一点,从PLC梯形图上分析,反推故障点,但查不到原因。机床厂提供的两年前PLC梯形图上,“进给保持”灯与转位刀架故障信号无关。显然,机床厂提供的这份PLC程序梯形图与机床实际控制程序不符。
由于程序与梯形图不符,无法分析,只能完全依靠I/O诊断画面来分析故障原因。在反复手动刀架转位中,我们逐渐找到了规律,那就是奇数刀位很少出故障,故障大多发生在偶数刀位且无规律可循,为此,重点查看刀架奇偶校验开关信号X14.3,发现在偶数刀位时,奇偶校验开关信号X14.3时有时无,于是断定找到了故障原因。因为该刀架设计为偶数奇偶校验,在偶数刀位时,如果奇偶校验开关X14.3有信号,奇偶校验通过,刀架结束转位动作并夹紧;如果X14.3无信号,则奇偶校验出错,发出报警信号,“进给保持”灯亮,刀架不能结束转位动作,保持松开状态。而在奇数刀位时不受奇偶校验影响,因而转位正常。
故障处理:拆开转位刀架后罩,检查奇偶校验开关及接线均正常,接着检查由开关到数控系统I/O板的线路,发现电箱内接线端子板上X14.3导线与端子压接不良,导线在端子内是松动的,重新压好端子,故障排除,刀架位正常。
【例1-32】 中国台湾大冈TNC-20N数控车床,系统型号为FANUC 0T。刀库刀具编码混乱故障处理。
故障现象:该机床发生碰撞事故后,刀架在垂直导轨方向上偏差0.9mm,刀架在原方向上旋转90°,用另一组定位销定位刀架后,偏位故障排除,但刀塔转了90°。刀具号在原刀号上增加了“3”,即选择一号刀时实际到位刀是四号刀,这使操作工极易产生误操作。
故障检查与分析:该刀架的换刀过程如下:选择刀号发出换刀指令→NC选择刀架旋转方向→刀架旋转→编码器输出刀码→要换刀具到位,PLC指令刀架定位销插入→刀架夹紧。
最终选择的刀具是由编码器输出刀码决定的。重新安装刀架时转90°后定位。而编码器并没有旋转,还停在原来的刀码位置,这是造成乱刀的原因。
故障处理:由于编码器输出4位开关信号,PLC以二进制码对刀具绝对编码,改PLC程序可以调整刀码,但要请机床制造厂家来完成,花费大,维修周期长,此法不考虑。
除此之外采用以下两种方法均可使刀号调整正常:一是让刀架固定在某刀具号A上,脱开编码器与刀架驱动电动机之间的齿轮连接,旋转编码器使其编码与刀架固定的刀号A一致,再将编码器与刀架连接即可;二是固定编码器输出某个刀具编码A,脱开编码器与刀架驱动电动机之间的齿轮连接,拔出刀架定位销,用手盘动刀架,使指定刀号与编码号一致。采用上述第一种方法时,由于编码器在约15°范围内转动时,输出码不变化,均与指定刀码一致,所以往往要多次调整其位置才能使刀架准确定位。采用第二种方法时,刀架是靠定拉销插入定位槽来定位,每个指定刀位对应一个定位槽,一次即可完成定位。
用上述两种方法时,系统起动,但急停开关一定要按下,以防发生事故。
【例1-33】 数控车床,出现报警2007“TURRET INDEXING TIME UP”(刀塔分度超时)。
数控系统:FANUC 0TC系统。
故障现象:刀塔旋转起动后,刀塔旋转不停,并出现2007报警,指示刀塔旋转超时。机床复位后,刀塔旋转停止,但出现报警2031“TURRET NOT CLAMP”(刀塔没有卡紧),指示刀塔没有卡紧。
故障检查与分析:观察故障现象,发现刀塔根本没有回落的动作,根据刀塔的工作原理和电气原理图,PMC输出Y48.2通过继电器控制刀塔推出电磁阀。因此,首先怀疑数控系统没有发出刀塔回落命令,但利用DGNOSPARAM功能观察PMC输出Y48.2,在刀塔旋转找到第一把刀后,Y48.2的状态变成0,说明刀塔回落的命令已发出,检查刀塔推出电磁阀的电源已断开,但刀塔并没有回落,说明电磁阀有问题。
故障处理:更换新的电磁阀,故障排除。
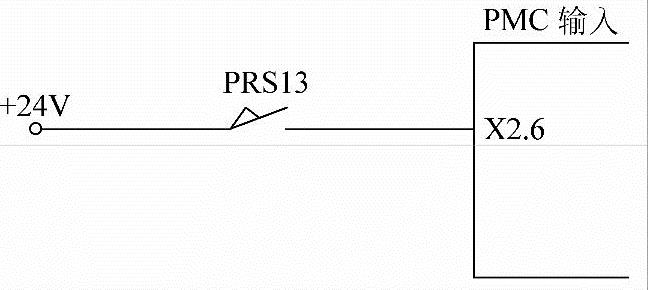
图1-14 PMC输入X2.6的连接图
【例1-34】 数控车床,出现报警2031“TURRET NOT CLAMP”(刀塔没有夹紧)。
数控系统:FANUC0TC系统。
故障现象:刀塔旋转后出现2031报警,指示刀塔没有夹紧,不能进行自动加工。
故障检查与分析:因为报警指示刀塔没有夹紧,所以,首先对刀塔进行检查,发现已经夹紧,没有问题。根据机床工作原理,如图1-14所示,刀塔夹紧是通过开关PRS13检测的,接入PMC输入X2.6,利用系统DGNOS PARRAM功能检查PMC输入X2.6的状态,发现为0,PMC没有接收到夹紧信号。怀疑可能是检测开关有问题,将刀塔后盖打开,检查检测开关,确实有问题。(https://www.xing528.com)
故障处理:更换夹紧检测开关,机床恢复正常。
【例1-35】 南京机床厂FANUC 0T系统刀架奇偶报警的排除。
故障现象:刀架奇偶报警。
故障检查与分析:该机床为南京机床厂生产的数控车床,其控制系统采用FANUC0T系统。机床在使用过程中发生刀架奇偶报警,奇数刀能定位,而偶数刀不能定位,此时,机床能正常工作。从宏观上分析,FANUC0T系统无故障。从机床电气线路图上看,从机床侧输入PLC信号中,角度编码器有5根信号丝,见图1-15。
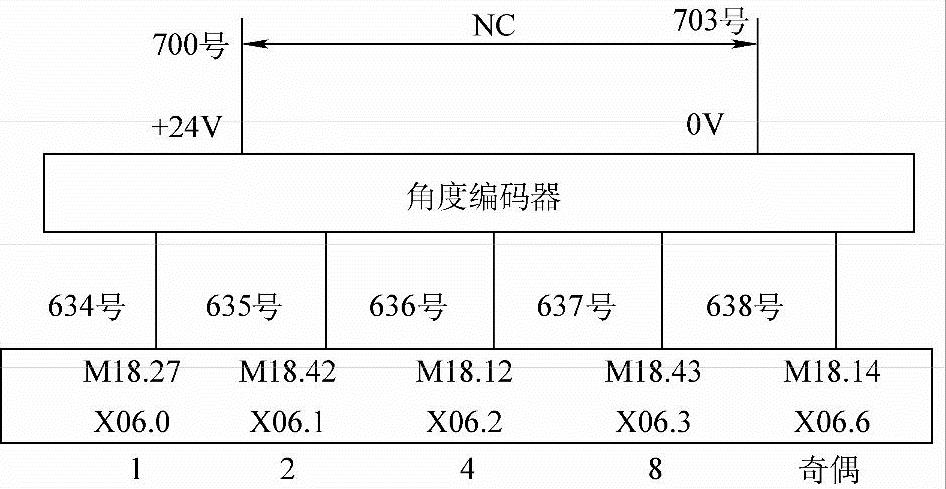
图1-15 回转刀架二进制码
这是一个8421编码,它们分别对应PLC的输入信号X06.0、X06.1、X06.2、X06.3、X06.6。在刀架的转换过程中,四个输入信号根据刀架的变化而进行不同的组合,从而输出刀架的奇偶信号。根据故障现象,若当角度编码器最低位634号线信号恒为“1”时,则刀架信号将恒为奇数,而无偶数信号,故产生报警。根据上述分析,将CRT上PLC输入参数调出观察,该信号果然恒为“1”。而其余4根线的信号,则根据刀架的变化情况或“0”或“1”。检查NC输入电压正常,证实了角度编码器发生故障。拆开角度编码器,绘制出其电气原理图(部分),如图1-16所示。
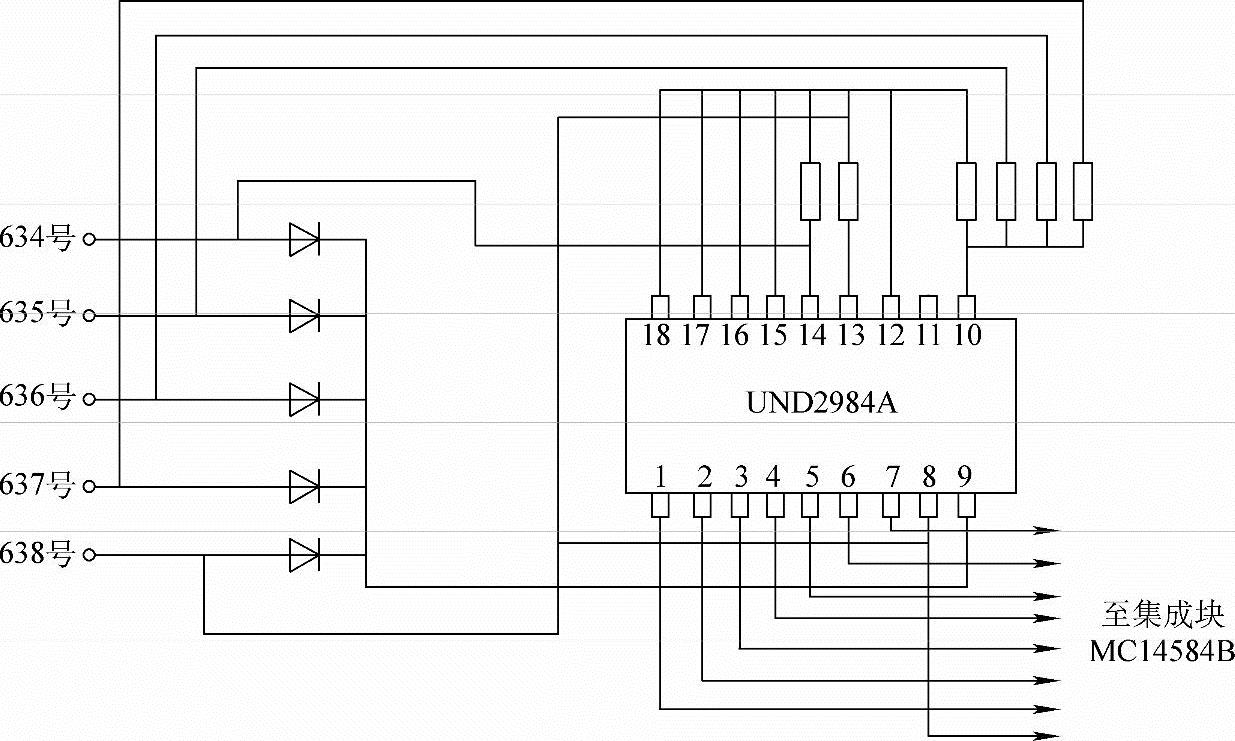
图1-16 角度编码器电气原理图(部分)
根据电路图可以看出,634号线与集成电路块UND2984A的14脚直接相连,检查该集成电路块,14脚信号输出恒为“1”,说明集成电路损坏。
故障原因:集成电路块UND2984A损坏,使其14脚输出信号不管刀架怎样变化均恒为“1”,从而造成上述故障。
故障处理:更换一新的集成电路块后,故障排除。
【例1-36】 沈阳SK630数控车床刀架故障的处理。
故障现象:换刀时,刀架转几周后才能定位到所需的刀号位置。加工时刀架一边换刀,一边按程序编的轨迹运动。
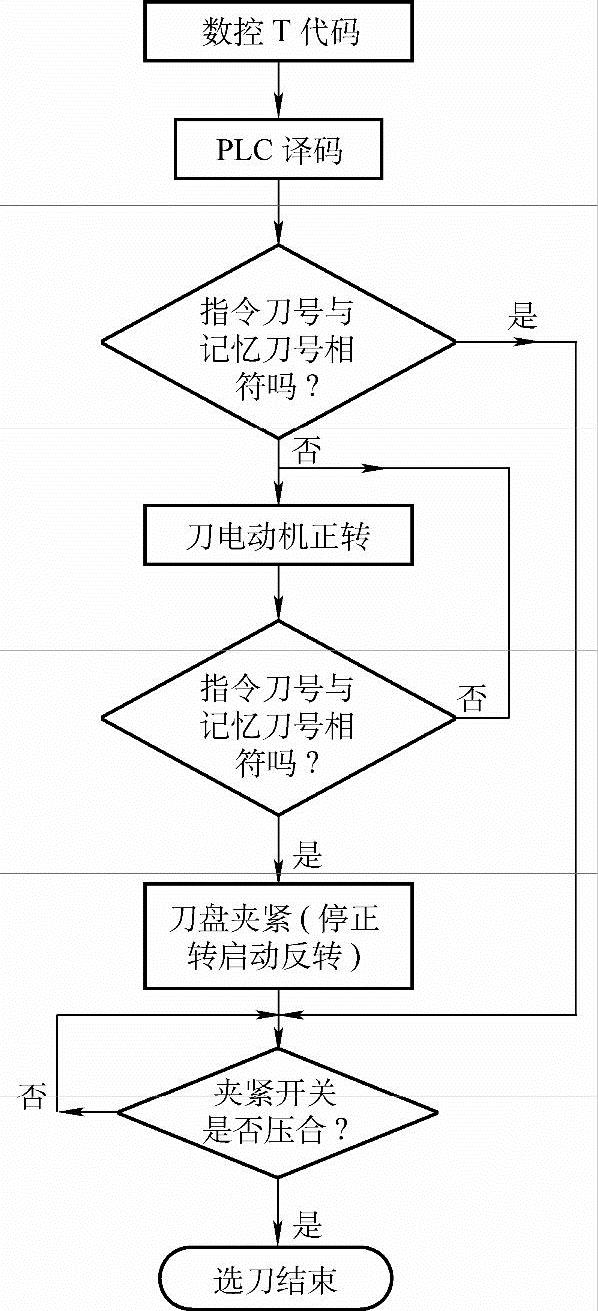
图1-17 刀架换刀流程
故障检查与分析:沈阳第三机床厂生产的SK630型数控车床是两坐标连续控制万能型CNC车床,其控制系统为FANUC 5T系统,刀架采用继电器逻辑控制,电动换刀和行程开关编码。由于继电器逻辑控制方式可靠性差,易出故障,我们用日本产OMRON C20P型可编程序控制器对其进行了电气改造。改造后,提高了机床的工作效率,增强了机床的可靠性。
由图1-17所示刀架换刀流程可知,数控柜发出的信号经由PLC来控制刀架电动机,因此,引起刀架失控的原因可能有以下几方面:①CNC通过PLC发出误动作信号,CNC来的信号通过PLC内部运算后,由输出端输出控制中间继电器,再由中间继电器控制接触器来控制刀架电动机,用PC编程机观察可编程序控制器PLC的输入/输出点均正常,说明CNC并没有发出错误信号;②PLC程序有误,用同①的检查方法,对照PLC的梯形图,反复观察PLC的输入/输出信号均为正常,说明PLC的程序无误;③用万用表测量刀架电动机在执行换刀程序时PLC的输出电压,发现此时电压值属正常,但换刀电压保持时间过长,使刀架不停地旋转,这可能是中间继电器有问题,换上备用中间继电器后,试车发现故障仍然存在;④打开刀架体后盖,反复观察刀架的运动,发现KX1由于冷却水透进,有生锈现象,用万用表测量发现常开触点时断时闭,换上备用KX1后第一故障排除,第二故障仍旧;⑤观察刀架的夹紧动作,发现刀架在反转夹紧过程中,将KX2压得过紧,经测量发现开关弹簧已压坏,其常开触点成为常闭触点。在此情况下,无论刀架是转位还是夹紧,都给PLC输入一个刀架夹紧符合信号(FIN),使得机床在运行程序时出现边走直线运动、边转刀的危险现象,这是要特别注意的。换上新KX2,并将其位置调整适中,第二故障排除。
【例1-37】 一台数控车床出现报警2007 TURRET INDEXING TIME UP(刀塔分度超时)。
数控系统:FANUC 0TC系统。
故障现象:这台机床第一次出现故障,在旋转刀塔时,出现2007报警,指示刀塔旋转超时。
故障检查与分析:观察故障现象,在起动刀塔旋转时,刀塔根本没有旋转。根据刀塔旋转的工作原理,起动刀塔旋转时,首先刀塔浮起,然后进行旋转。
刀塔推出电磁阀是由PMC输出Y48.2通过直流继电器控制电磁阀YV7完成的,如图1-18所示。利用系统DGNOSPARAM功能观察PMC输出Y48.2的状态,在起动刀塔旋转时,其状态变为“1”,没有问题,但电磁阀上没有电压,可能是继电器K7损坏,但更换继电器K7后,并没有解决问题,而检查K7的触点确实没有吸合,检查继电器板上K7线圈上的电压只有16V左右,电压过低,再检查继电器板上端子P24V的电压时也为16V左右。为此查找电压低的故障原因,发现整流电源上的电源输出端子虚接,造成接触不良。
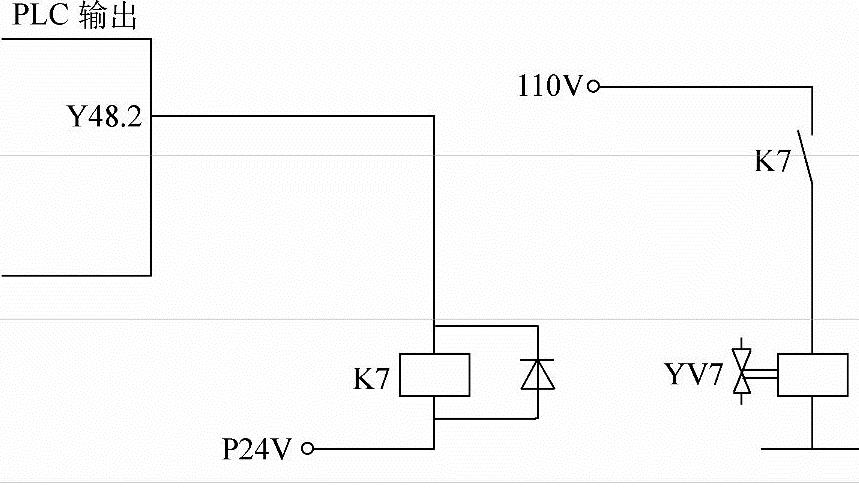
图1-18 刀塔推出电气控制原理图
故障处理:将电源端子紧固好后,机床故障消除。
【例1-38】 一台数控车床出现报警2048 TURRET ENCODER ERROR(刀塔编码器错误)。
数控系统:FANUC 0TC系统。
故障现象:这台机床第一次出现故障,旋转刀塔后,出现2048报警,指示刀塔编码器有问题。
故障检查与分析:根据机床工作原理,这台机床使用编码器检查刀塔的刀号,编码器采用8421码对刀号进行编码,刀号的8421码接入PMC的X6.0、X6.1、X6.2、X6.3、X6.4,刀塔转换信号接入PMC的X6.5,首先用DGNOS PARAM功能检查X6.5的状态,发现变化异常,这种现象表明编码器位置可能有问题,需要调整。将刀塔拆开,对编码器进行调整,发现刀号变化和X6.5的变化都不正常,说明编码器有问题。
故障处理:因为没有备件,将编码器拆开进行检查,发现内部有很多油将码盘部分遮盖了,所以使编码器工作不正常,用清洗剂将编码器清洗,安装好后调整好位置,重新开机,机床故障消除。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。