



1.外圆柱面的加工余量(表3-1~表3-7)
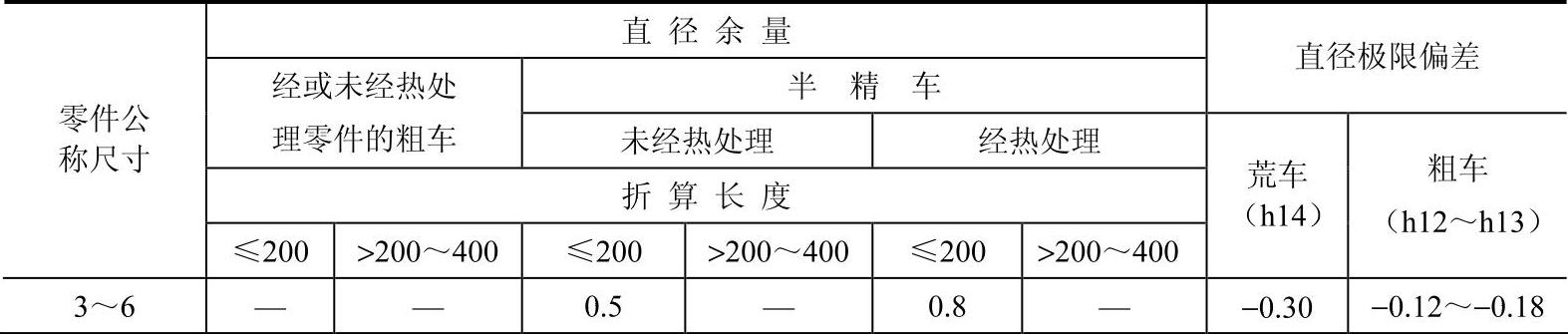
表3-1 粗车及半精车外圆的加工余量及极限偏差 (单位:mm)
(续)
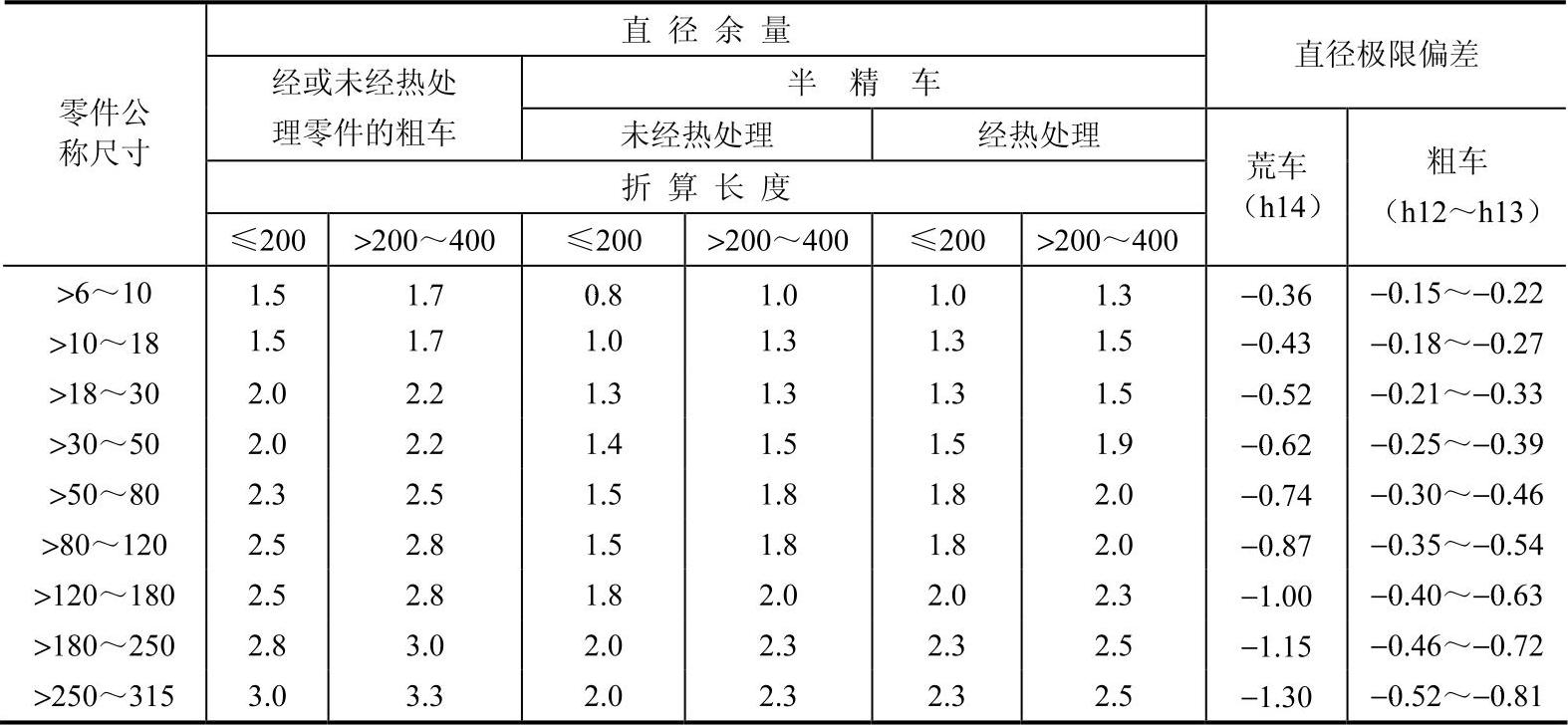
注:加工带凸台的零件时,其加工余量要根据零件的最大直径来确定。直径极限偏差栏中所列均为下极限偏差,上极限偏差均为零(表中未列入)。
表3-2 半精车后磨外圆的加工余量及极限偏差 (单位:mm)
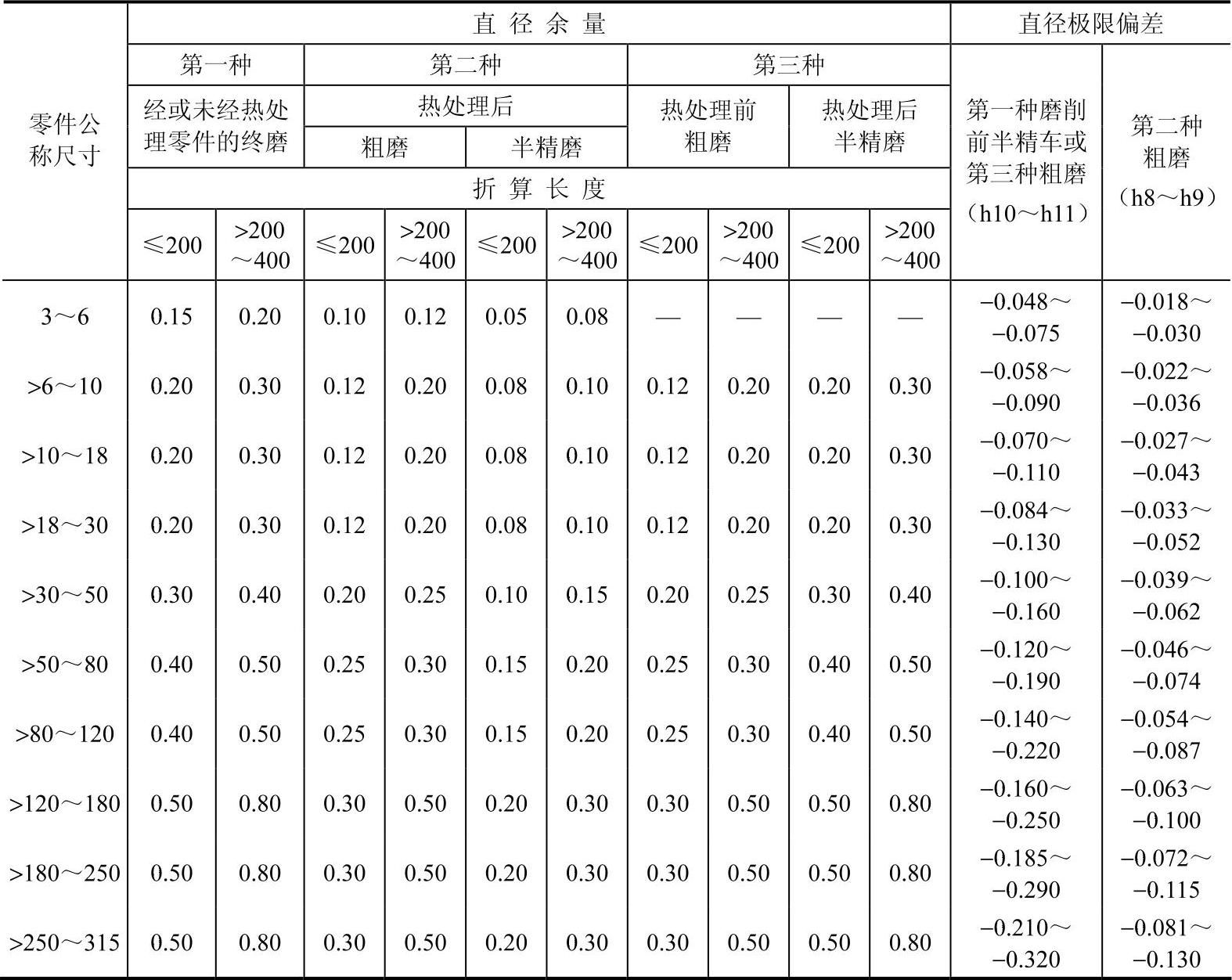
注:极限偏差栏中所列均为下极限偏差,上极限偏差均为零(表中未列入)。
表3-3 无心磨外圆的加工余量及极限偏差 (单位:mm)
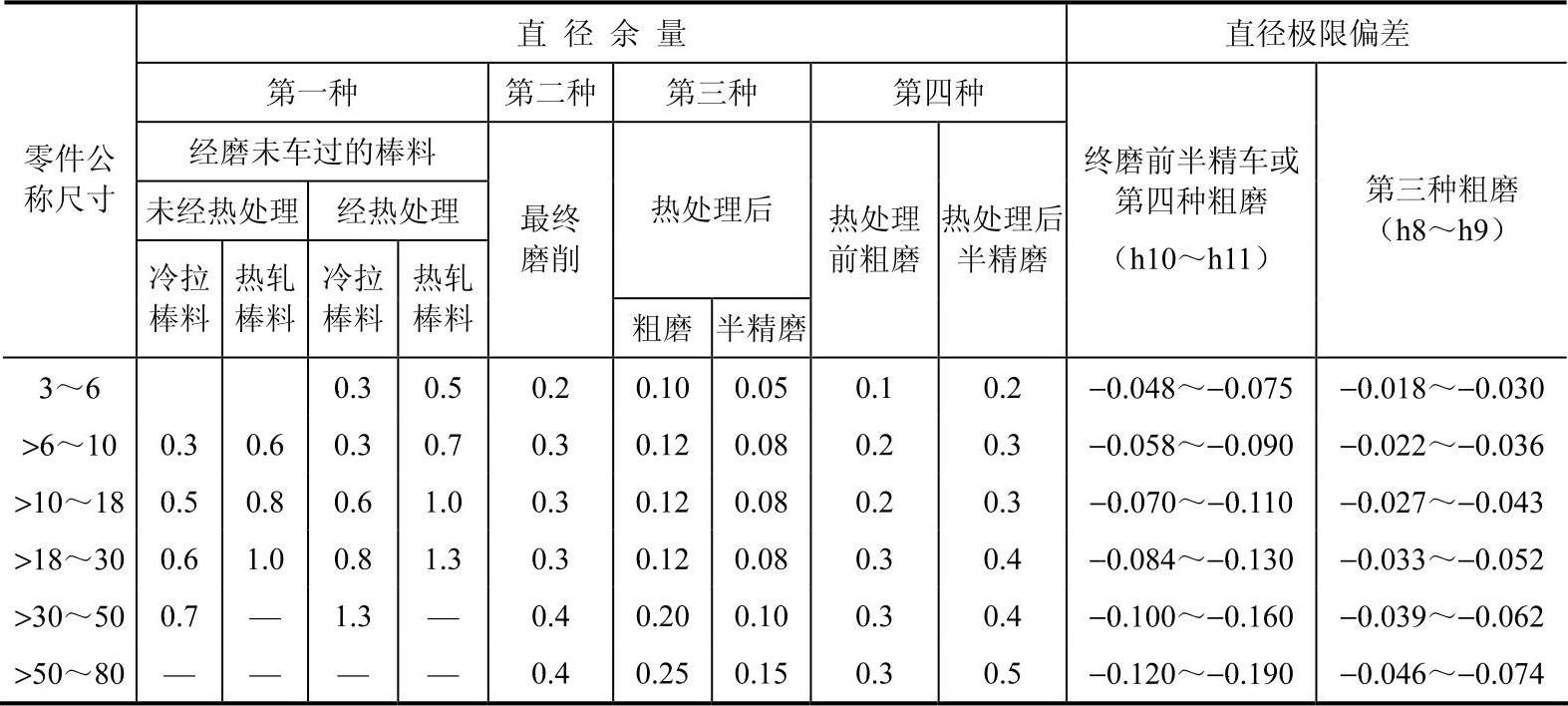
注:极限偏差栏中所列均为下极限偏差,上极限偏差均为零(表中未列入)。
表3-4 金刚石刀具精车外圆的加工余量 (单位:mm)
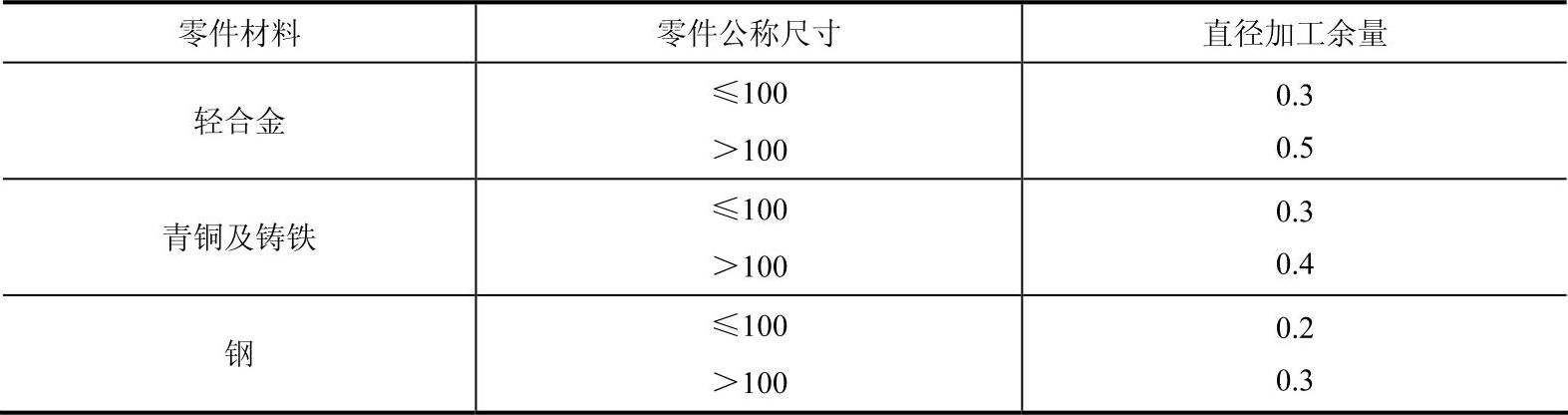
注:1.如果采用两次车削(半精车及精车),则精车的加工余量为0.1mm。
2.精车前零件加工的公差按h9、h8决定。
3.本表所列的加工余量适用于零件的长度为直径的3倍为限,超过此限时,加工余量应适当加大。
表3-5 研磨外圆的加工余量 (单位:mm)

注:经过精磨的零件,其手工研磨余量为3~8μm,机械研磨余量为8~15μm。
表3-6 抛光外圆的加工余量 (单位:mm)

注:抛光前的加工精度为IT7级。
表3-7 超精加工的加工余量 (单位:mm)(https://www.xing528.com)

2.轴端面的加工余量(表3-8~表3-11)
表3-8 粗车端面后正火调质的加工余量 (单位:mm)
注:1.粗车不需正火调质的零件,其端面余量按表中数值的1/2~1/3选用。
2.薄形工件,如齿轮、垫圈等,按表中余量加50%~100%。
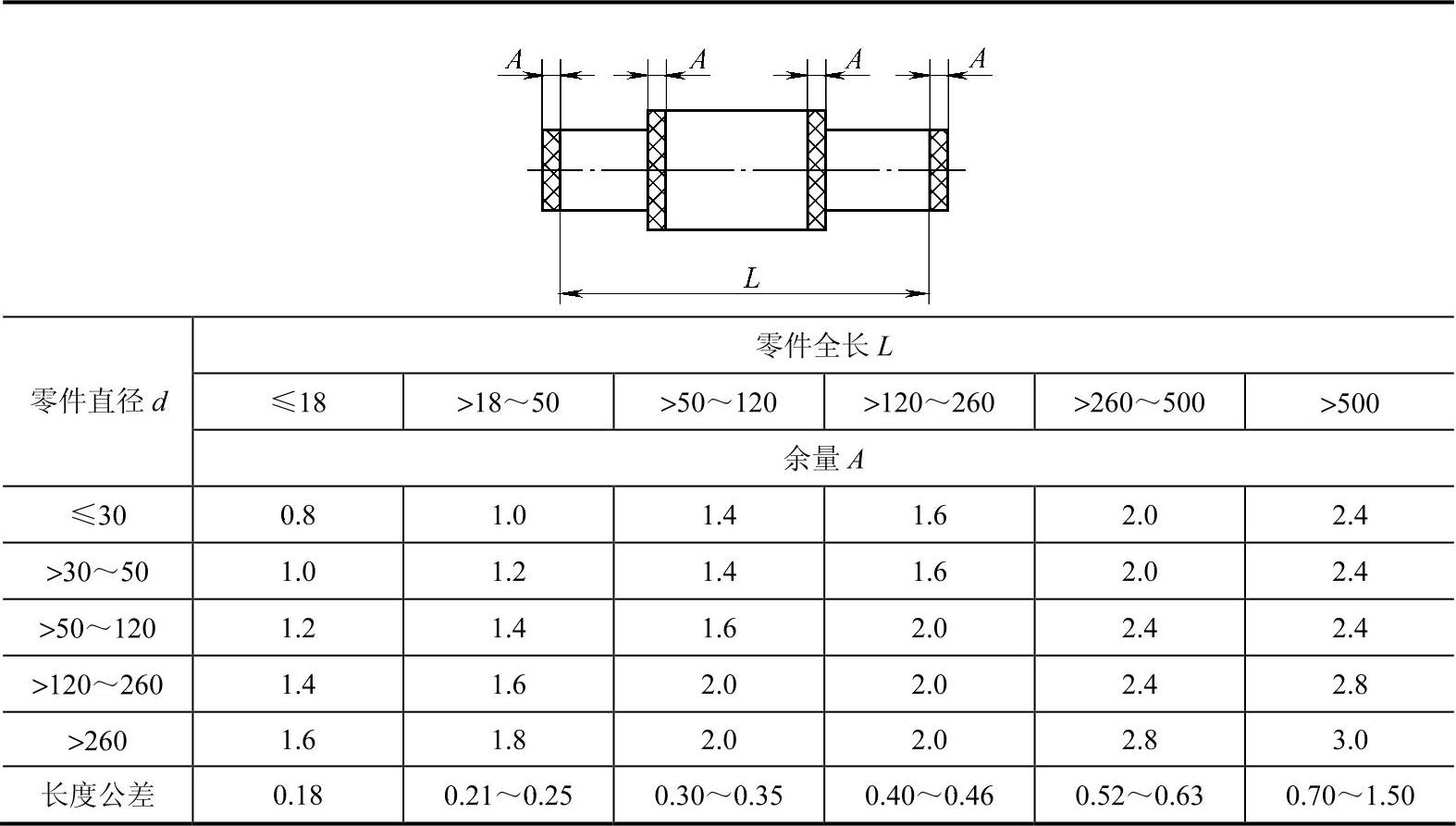
表3-9 精车端面的加工余量 (单位:mm)

注:1.加工有台阶的轴时,每个台阶的加工余量应根据其直径d及零件全长分别选用。
2.表中的公差指尺寸L的公差。当原公差大于该公差时,尺寸公差为原公差数值。
表3-10 精车后淬火的端面磨削的加工余量 (单位:mm)
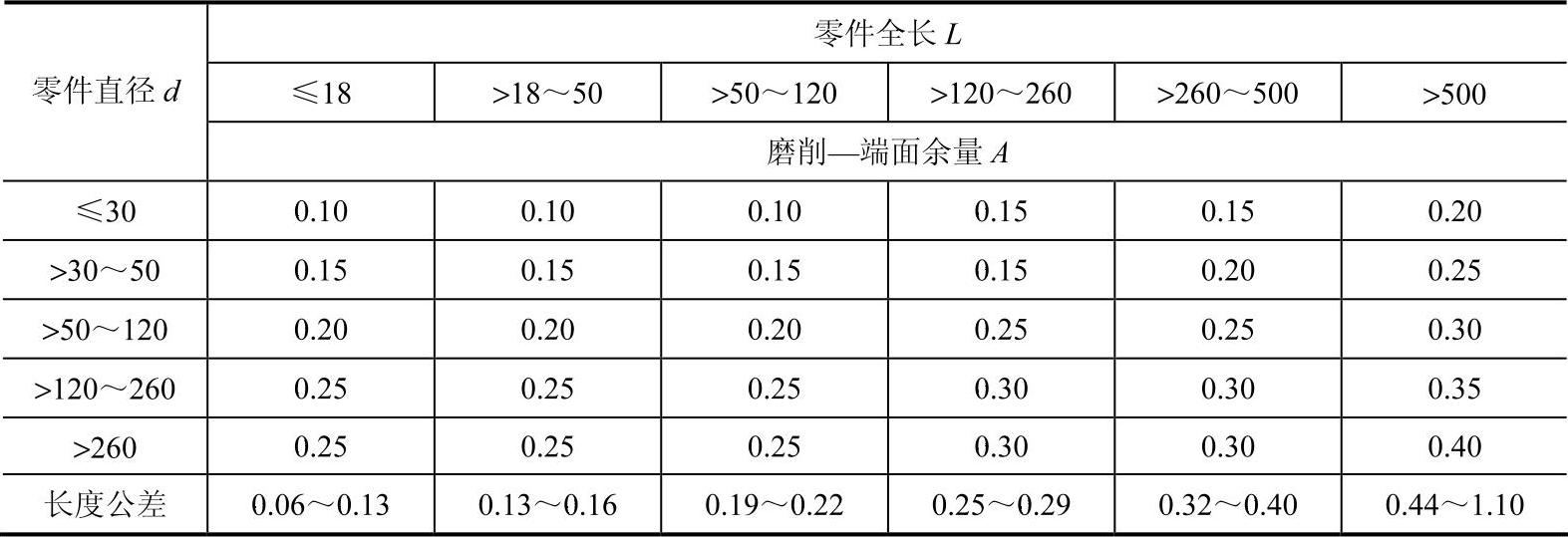
注:1.加工有台阶的轴时,每个台阶的加工余量应根据其直径d及零件全长分别选用。
2.加工过程中一次精磨至尺寸时,其余量按表中数值减半选用。
表3-11 磨端面的加工余量 (单位:mm)
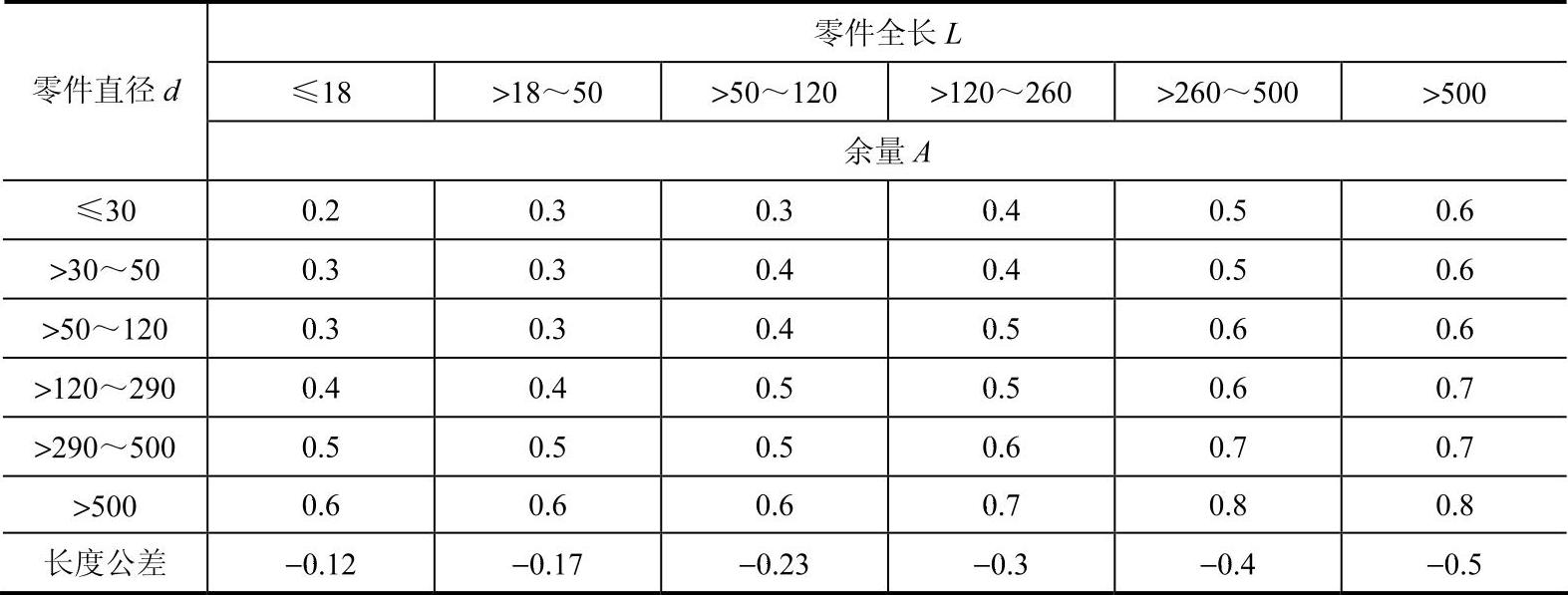
注:1.加工有台阶的轴时,每个台阶的加工余量应根据直径d及零件全长分别选用。
2.表中的公差指尺寸L的公差。当原公差大于该公差时,尺寸公差为原公差值。加工套类零件时,余量值可适当增加。
3.槽的加工余量(表3-12)
表3-12 槽的加工余量及公差 (单位:mm)
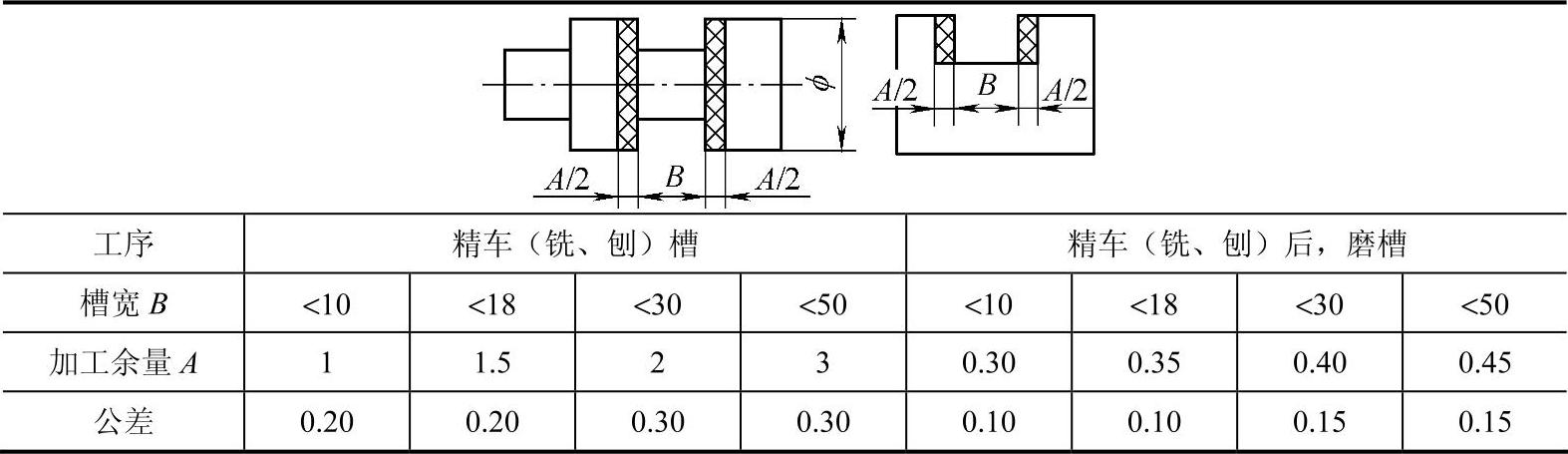
注:1.靠磨磨槽时适当减小加工余量,一般加工余量留0.10~0.20mm。
2.本表适用于槽长小于80mm、槽深小于60mm的槽。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。