



剋切是冷作工应用的一种手工剪切方法,它的最大特点是不受工作位置和零件形状的限制。
1.剋子的修磨与淬火
(1)剋切工具 剋切工具主要是上剋子、下剋子。剋切时上剋子与下剋子配合使用。
上剋子多经锻制而成,材质一般选取碳素工具钢,如图3-26所示。下剋子则可根据实际情况利用废剪刃片或用钢轨加工而成,如图3-27所示。
剋切虽是繁重而效率不高的手工操作,但工具简单,使用灵活,又可剋切曲线,故在生产中还常被使用。
(2)剋子的修磨 剋子在使用前,应按图3-26所示的标准几何形状和尺寸修磨好。在使用过程中,若剋子刃部变钝、破损及顶部产生卷边时,都必须在砂轮机上修磨,是刃部及顶部符合使用要求。上剋子修磨的步骤与方法如下:
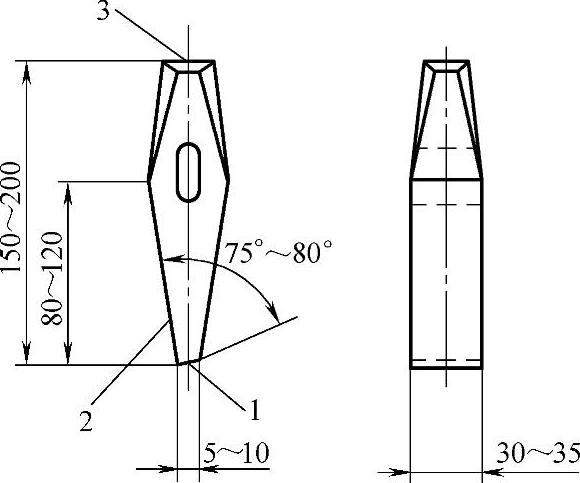
图3-26 上剋子
1—前面 2—后面 3-顶部
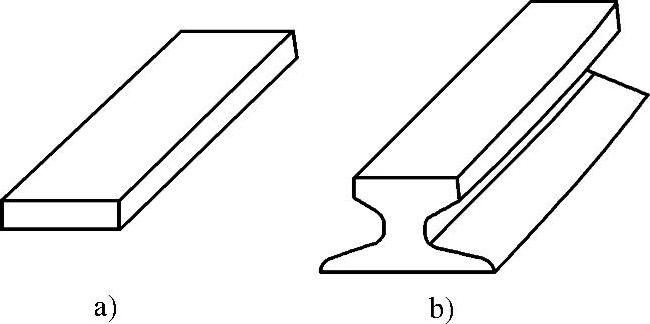
图3-27 下剋子
a)废剪刀片 b)钢轨
1)剋子后面的修磨。修磨时,双手握住剋子,在砂轮机正面上磨削,如图3-28a所示。为使剋子后面磨得平,磨削时应将剋子贴着砂轮面作上下、左右平稳地移动。
2)剋子前面的修磨。剋子后面修磨好后,要正确磨削前面,来保证剋子准确的楔角。磨削时,双手握住剋子置于砂轮正面,使剋子后面与砂轮磨削点的切线间夹角约为75°~80°,如图3-29b所示。同时,注意使剋子平稳地上下、左右略作移动,而且剋子对砂轮的压力不要过大。为避免剋子刃部在磨削中过热,可经常将剋子浸入水中冷却。
3)剋子整体形状的修磨锻制而成的上剋子,整体形状未必很规则,要按标准形状修磨。
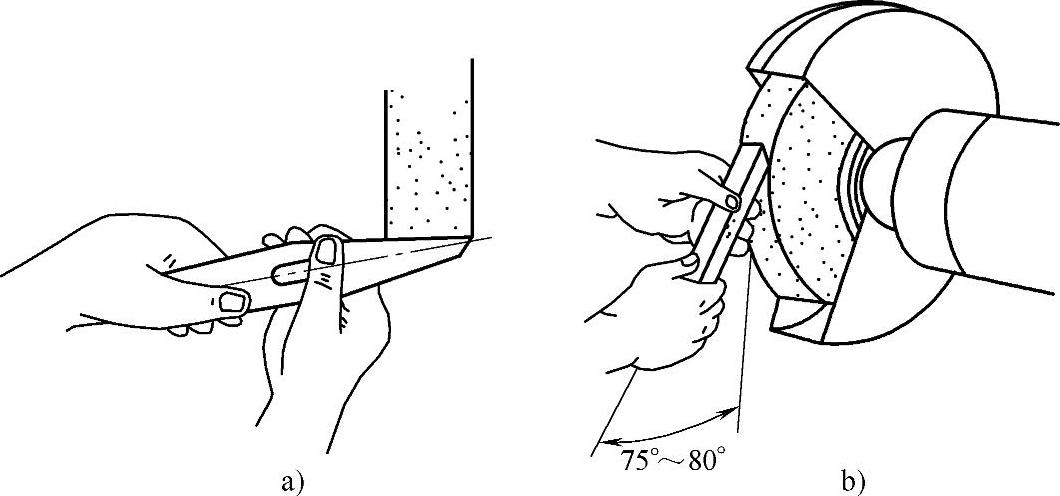
图3-28 剋子修磨
a)后面的修磨 b)前面的修磨
4)修磨质量检查。
①检查剋子后面的直线度时,用钢直尺立放在剋子后面上,如图3-29所示,并举至与眼睛平行的位置,对着光亮处观察,看钢直尺与剋子后面是否严实贴合,以此来判断剋子后面的平直程度。
②目测刃口及前面是否平直,并检查有无粗糙磨削痕迹及退火现象。
③用样板检查剋子的楔角,如图3-30所示。
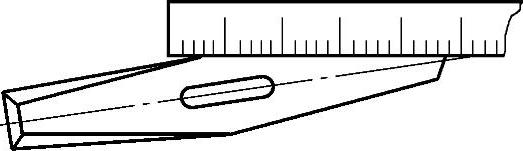
图3-29 检查剋子后面平直度
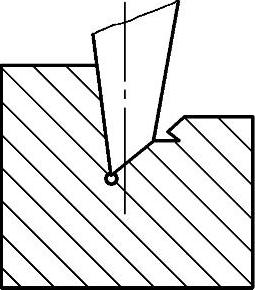
图3-30 用样板检查剋子楔角
(3)剋子的淬火
1)淬火准备
①准备焦炭炉、焦炭等。
②准备水槽并装好冷却水。
③准备火钳子等工具。
2)淬火操作。剋子淬火过程分为淬火、余热回火两个阶段。淬火时,将剋子竖直放在焦炭炉中,其切削刃部埋入焦炭中。当剋子的切削刃部20~30mm加热至770~800℃(樱红色)时,用火钳子将剋子从炉中取出,迅速垂直放入水中5~8mm深,并沿水面缓缓移动,以加速冷却,提高淬火硬度,并使淬硬部分与不淬硬部分无明显界线,以防断裂。
当剋子露出水面的部分刚呈黑色时,由水中取出,利用上部余热回火(相当于低温回火)。这时,要注意观察克子刃部的颜色。一般刚出水时剋子刃部的颜色为白色,刃口的温度逐渐上升后,颜色也随之改变,由白变黄,再由黄变蓝。当刃部呈现黄色时,将剋子全部放入水中冷却,这种回火温度称为“黄火”;当剋子刃部呈现蓝色时,全部放入水中,这种回火温度称为“蓝火”。实践证明,冷作工的剋子采用介于“黄火”和“蓝火”之间的回火温度时,剋子的硬度及韧性即符合要求。
3)硬度检查
①用一把六七成新的中齿平锉,沿着剋子的前面,稍加压力向前推进,如果感到有一定的阻力,并有铁屑锉下,则硬度不够;若感到很光滑,响声清脆,无铁屑锉下,则硬度合适。
②手握剋子顶部,以剋子刃口在废钢板边缘砍下,若刃口无损,表明剋子硬度、韧性适宜,若有崩裂则太硬;若剋刃下凹变形,说明其硬度不足。
(4)注意事项
1)使用砂轮前,应首先检查砂轮片有无裂纹,支架与砂轮的间隙(约为3mm)是否合适,间隙若不合适要调整好,以免在磨削过程中,工件卡入发生事故。
2)砂轮起动后,要待其正常运转后再使用。磨削时,操作者应站在砂轮机的侧面,而不能正对砂轮机站立。
3)刃磨时,要戴好防护眼镜。
4)剋子淬火应用清水,水温一般在15℃左右。
2.剋切工艺特点
(1)剋切顺序 对于较复杂的剋切件,合理安排工艺步骤,对提高剋切质量影响极大,一般采取先外后内、先直后弧、先短后长的剋切顺序。
(2)剋切件放置 若剋切件尺寸较大或剋切件转动后不利于扶持,为保持工件平稳,可在下剋子旁边放置垫板支撑,但要保证板料与下剋子上平面贴合。
(3)操作者的站位及姿势 剋切作业主要由掌剋者及打锤者配合完成,其站位及姿势如图3-31所示。掌剋者自然下蹲,左手将板料平扶在下剋子上,右手持上剋子,眼睛注意观察剋刃对准剋切线;打锤者站在下剋刃一侧,两人互成90°为宜。(https://www.xing528.com)
3.板料剋切
(1)剋切工件图(见图3-32)。
(2)剋切步骤与方法
1)划线板料准备好后,把图样按1∶1的比例(或按样板)划在板料上。为了便于起剋时对线准确,应先确定起剋点,再把起剋线划至板料边缘处,以便与下剋子刃口对正,如图3-33所示。
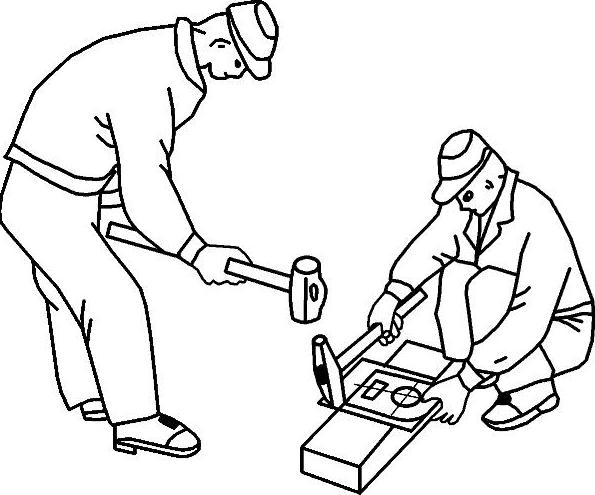
图3-31 剋切站位及姿势
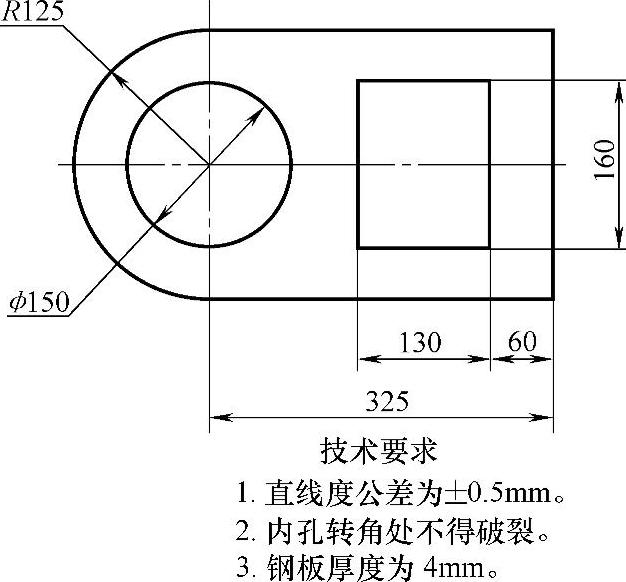
图3-32 剋切工件
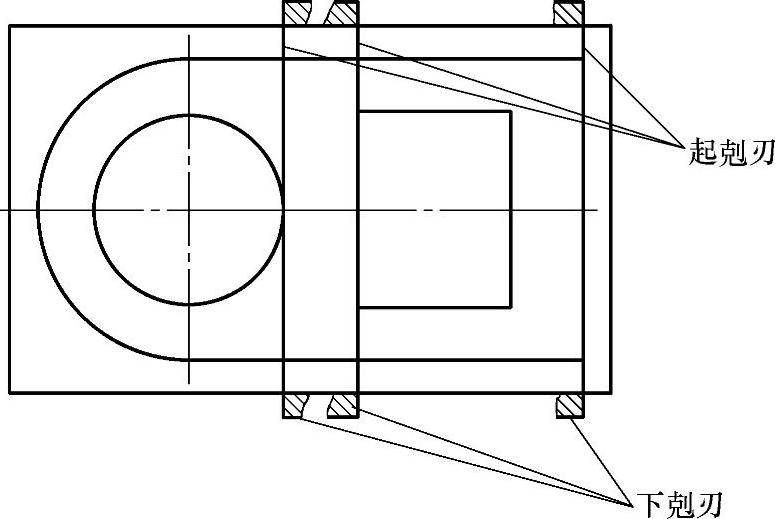
图3-33 起剋线对正下剋子刃口
2)确定剋切顺序。分析剋切工件图,其剋切顺序安排如图3-34所示。
3)直线段的剋切。剋切顺序安排如图3-34所示。
①起剋。把板料平放在下剋子上,余料部分探出剋刃,以便过线找正,使剋切线与下剋刃重合。上剋子刃对准切料线置于板料上,要探出l/3剋刃宽,并与下剋刃相靠。同时,保持上剋子的前面与被切钢板垂直,刃口与钢板成10°~15°的倾角,如图3-35所示。
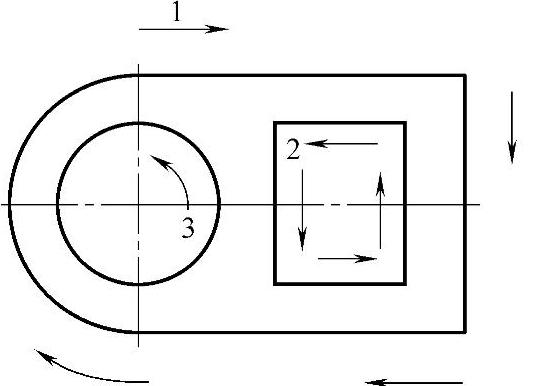
图3-34 剋切顺序
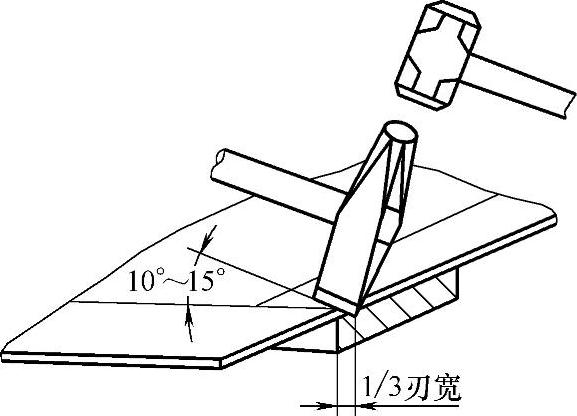
图3-35 剋子位置及倾角
起剋时,锤击力要小些,以便当起剋不准时,修正和防止钢板剋断后上、下剋子刃相撞损坏刃具。剋出开口,并确认开口线准确后,以上剋子下部分侧边靠在下剋子侧面,作为找正的依据,开始直线逐段剋切。
②剋切。在剋切过程中,钢板的剋切线应始终与下剋子刃对齐,保持上剋子合适倾角,并使上、下剋刃靠紧。否则,不但不能剋断板料,还会产生折曲变形,如图3-36所示。剋切时,为提高质量,要随时纠正剋切偏向,不断变换锤击力。这就要求操作者应注意观察,密切配合,击锤者必须听从掌剋者的指挥。
4)曲线部分的剋切。
①起剋。当剋切至工件的曲线部分时,应先切断已剋下直线部分的余料,使之不致妨碍曲线剋切时的找正。为了减少板料在剋切时的变形,应将工件圆形部分放在下剋子上;不断转动工件,始终利用下剋子的端部进行剋切,如图3-37所示。
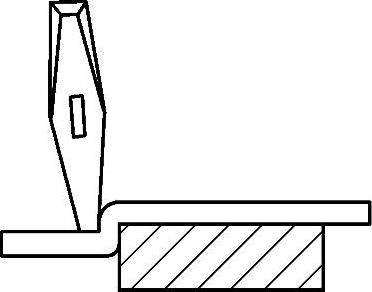
图3-36 剋切中板料的折曲变形
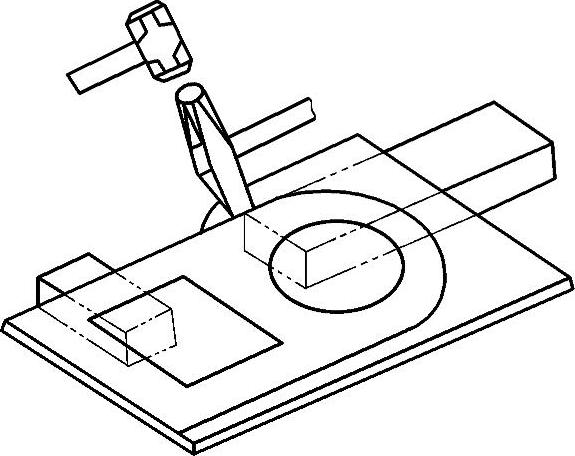
图3-37 曲线部分的起剋
②剋切。在板料上剋切曲线时,因上、下剋刃均为直线,每一次剋切也只能剋切出一段直线。因此,剋切曲线的实质是沿曲线的切线位置,剋切出直线段,围绕曲线形成一个外切多边形,剋切出的直线段越短,就越接近曲线。这就要求:每次的剋切量要尽量小些,并频繁地转动板料。锤击要短促,力量适当。
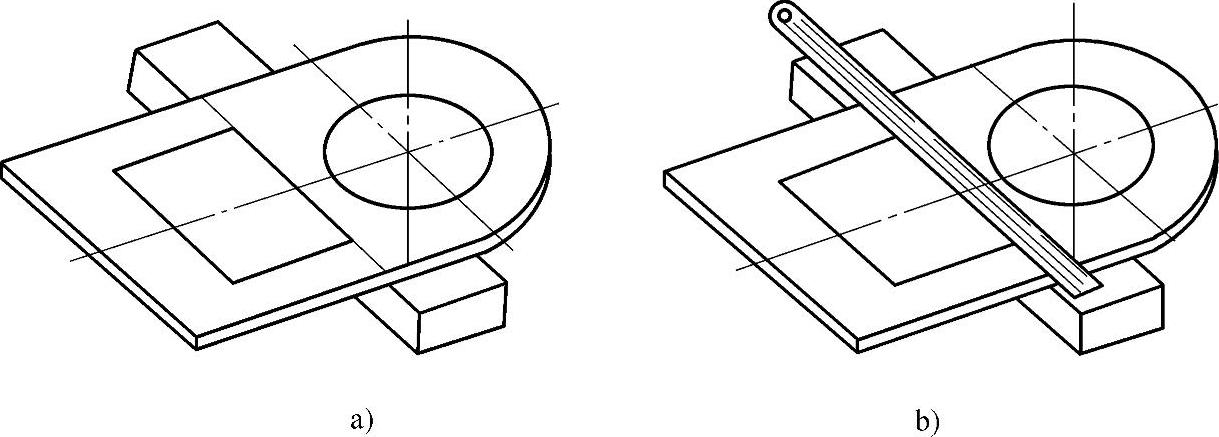
图3-38 内方孔起剋对线
a)划线对正 b)直尺过线对正
5)内方孔的剋切。为使内方孔剋切的开口准确,可按图3-38所示方法对线。起剋时,以上剋刃尖角与板料接触,轻轻锤击开口处。此时,工件起剋处并未切透,待剋切出2~3倍刃宽的长度时,再把上剋刃平放于起剋处清根切透即可,如图3-39所示。开好口后的剋切方法与前述直线的剋切相同。
6)内圆孔的剋切。内圆孔的剋切首先应选好起剋点。为了便于起剋,一般应把起剋点选在便于夹持板料的位置,过起剋点作内圆的切线,使起剋点对正下剋刃,如图3-40所示。内圆孔的剋切方法与前述曲线部分的剋切方法相同。
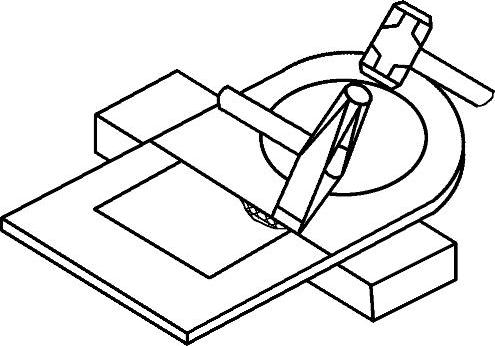
图3-39 内方孔起剋
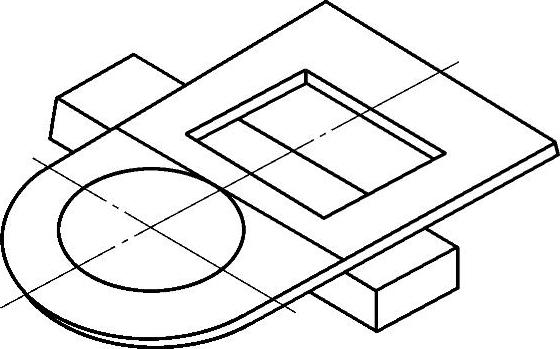
图3-40 内圆孔的剋切
7)剋切件的质量检查。
①检查剋切件的各部尺寸是否符合图样要求。
②检查剋切件的边缘是否整齐,有无较大飞边、毛刺及撕裂现象。
③检查剋切件直线段的直线度及曲线部分的圆度是否符合要求。
(3)注意事项
1)剋刃变钝或顶部产生卷边应及时修磨。
2)剋切过程中,应始终保证板料放置平稳,准确对线。
3)掌剋者与扶钢板者要戴好手套,以防钢板毛刺划伤手。
4)剋下的工件要摆放整齐,废料应及时清理,做到文明生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。