



【摘要】:多向模锻过程中的金属流动与锻件的形状、毛坯形状和尺寸、变形方式、变形温度和润滑等因素有关。而金属流动情况对锻件成形质量、模具寿命、力能消耗等均有较大影响。缸体多向模锻采用水平分模,两个冲头对向进行挤压成形。图3-27 缸体多向模锻a)缸体零件 b)模具 c)~f)锻件成形过程
多向模锻过程中的金属流动与锻件的形状、毛坯形状和尺寸、变形方式、变形温度和润滑等因素有关。而金属流动情况对锻件成形质量、模具寿命、力能消耗等均有较大影响。图3-27a所示为缸体零件,图3-27b所示为模具,图3-27c~f所示为锻件成形过程。缸体多向模锻采用水平分模,两个冲头对向进行挤压成形。由于锻件形状在连皮两侧不对称,两端的变形程度、变形阻力等也就不同。因此,两端的变形过程与金属流动也有差别。第一阶段的变形如图3-27d所示,当两个冲头接触毛坯端面开始加压时,由于毛坯与凹模之间存在空隙,金属沿径向流动,此时以镦粗为主,同时也有少量的挤压变形。当毛坯与模壁间空隙充满后,冲头继续对向运动,如图3-27e所示,一旦小孔端充满后,冲头继续压入,主要是闭式冲孔变形,而在大孔端,金属沿冲头运动反向流动,主要为反挤压变形。由于侧向阻力很小,金属容易流向平台和凸耳,这就产生侧向挤压,如图3-27f所示。在冲头行程的最后阶段,金属主要向凸耳深处流动,而在小孔端还向冲头运动方向流动,可以认为是侧正挤压变形;在大孔端的金属除了流向凸耳深处外,也向大孔端流动,可认为是侧反挤压变形。
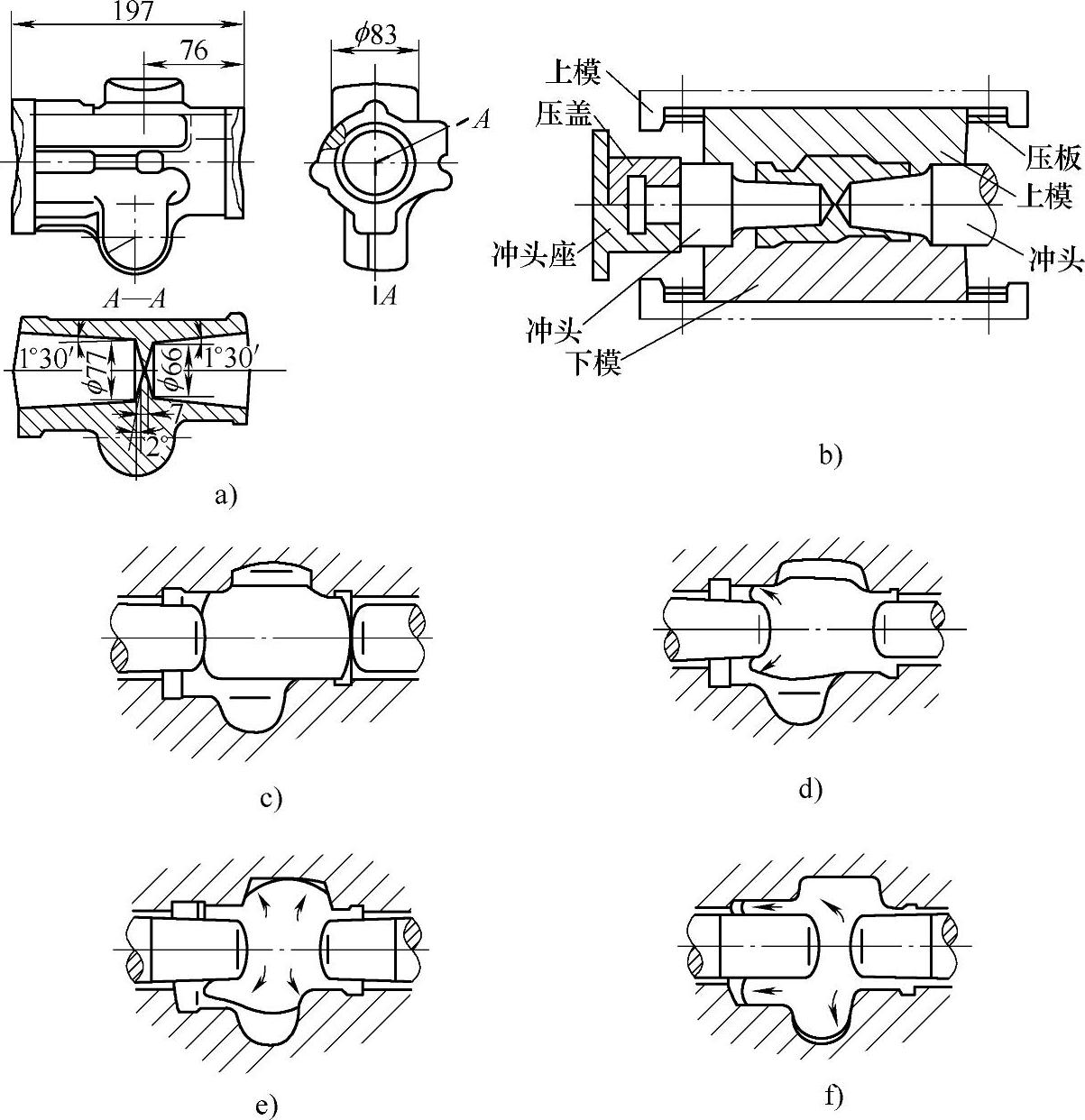
图3-27 缸体多向模锻(https://www.xing528.com)
a)缸体零件 b)模具 c)~f)锻件成形过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。