



1.汽车活塞销
汽车活塞销如图4-4所示,材料为20钢或20Cr钢。这里主要讨论活塞销冷挤压的工艺方案。
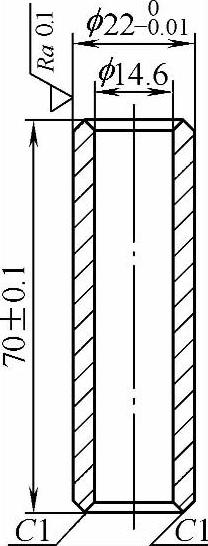
图4-4 汽车活塞销
(1)冷挤压工艺方案的拟订 首先要把活塞销零件图变成适合于冷挤压工艺的冷挤压件图。活塞销内孔(φ14.6mm)是自由公差,所以其精度要求可以由冷挤压工艺来满足,因此可不必留出切削余量。而外圆表面粗糙度Ra要求为0.1μm,尺寸精度要求是0.01mm,冷挤压很难满足,所以外圆留出磨削余量0.5mm(双边),在冷挤压工序以后用磨削方法将外圆磨出。
冷挤压中连皮的位置有两种方案,即将连皮放置在挤压件的底部的第一方案(见图4-5)和将连皮位置放置在挤压件的中部的第二方案(见图4-6)。
如果选用图4-5的方案,零件反挤压的断面缩减率为

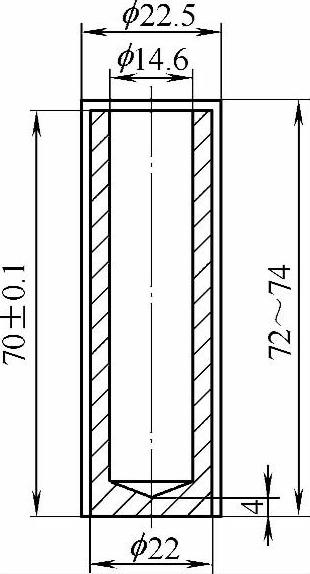
图4-5 第一方案连皮在底部(不合理)
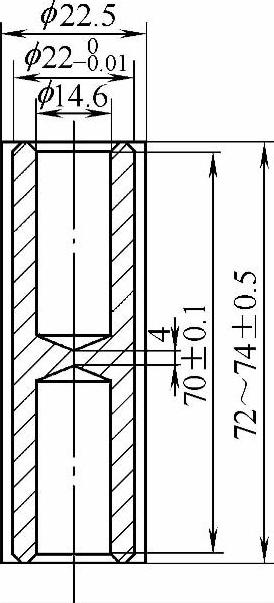
图4-6 第二方案连皮在中部(合理)
这样的变形程度无论对20钢或20Cr钢都是可行的。但这仅是从变形程度来看,如果从反挤压凸模的稳定性来考虑就不合理。因为凸模太细长,就会产生纵向弯断。为了防止细长凸模的折断,一般规定在反挤压钢零件时,凸模工作部分的长度和直径的比值(即所谓长径比)不应超过3.0(见图4-7),即
lmax/d≤3.0
在采用第一方案时,凸模的最小长度应为70mm,故凸模的长径比为
l/d=70/14.6≈4.8>3.0
这样的凸模长径比数值太大,在冷挤压过程中凸模容易引起弯折。因此,如果采用第一方案,虽然变形程度没有超出许可范围,但真正要实现冷挤压是很困难的。
如果采用图4-6所示的第二方案,将连皮放在中间,这样就比较巧妙。但这样就需要采用上、下两个凸模,每个凸模长度大大减小,从而保证了凸模稳定性,故生产中采用此方案。冷挤压后将连皮去掉。
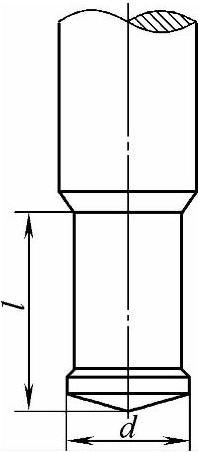
图4-7 反挤压凸模的长径比
(2)连皮的位置 采用图4-6所示的方案挤压,希望连皮的位置保持在中间。但在实际上要保持在中间并不容易,因为一般的冷挤压机都是单动作立式结构。故在挤压时金属总是向上流动得快,向下流动得慢。这样就使得l1>l2(见图4-8)。上凸模向下运动推动毛坯,使金属向上、下凸模与凹模筒壁之间的间隙流动,而下凸模与凹模筒是不动的,由于相对运动使各部分之间产生的摩擦导致的效果不同,就使金属向上和向下流动速度产生了差异,故连皮一般不会保持在中间位置。为了使连皮位置能保持在中间,可以应用改变凸模前端的几何形状以改善上、下流动的不均匀性,如图4-8所示。经试验后选取上凸模锥角α1为160°,下凸模锥角α2为126°。这样就使得金属向下流动比向上流动容易些,从而抵消了前述流动的差异,使连皮位于中间位置。
2.壳体
壳体冷挤压件如图4-9所示。最初设计的工艺流程如下:下料→镦粗→以反挤压为主的复合挤压→正挤压→整形,如图4-10所示。
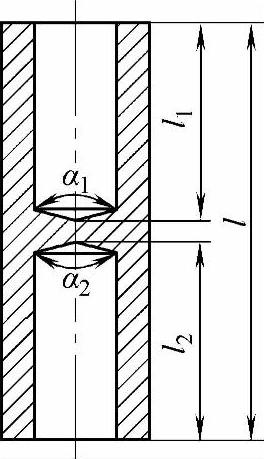
图4-8 活塞销上下两孔锥角不同
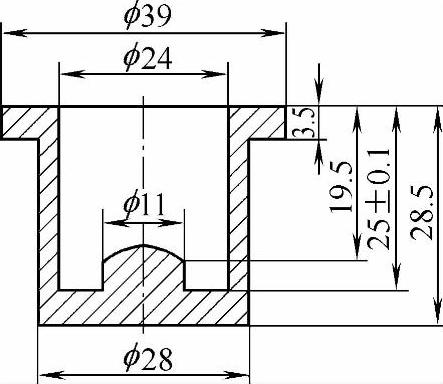
图4-9 壳体冷挤压件(材料DT5)
在试制过程中曾出现以下两个问题:
1)在以反挤压为主的复合挤压(见图4-10c)时,出现了内孔凹槽现象(见图4-11)。出现这种现象的主要原因是由于毛坯锥角与凹模锥角不一致,产生了环状锥形间隙c(见图4-12)。挤压时又填满间隙带,因而在内孔留下了环槽。
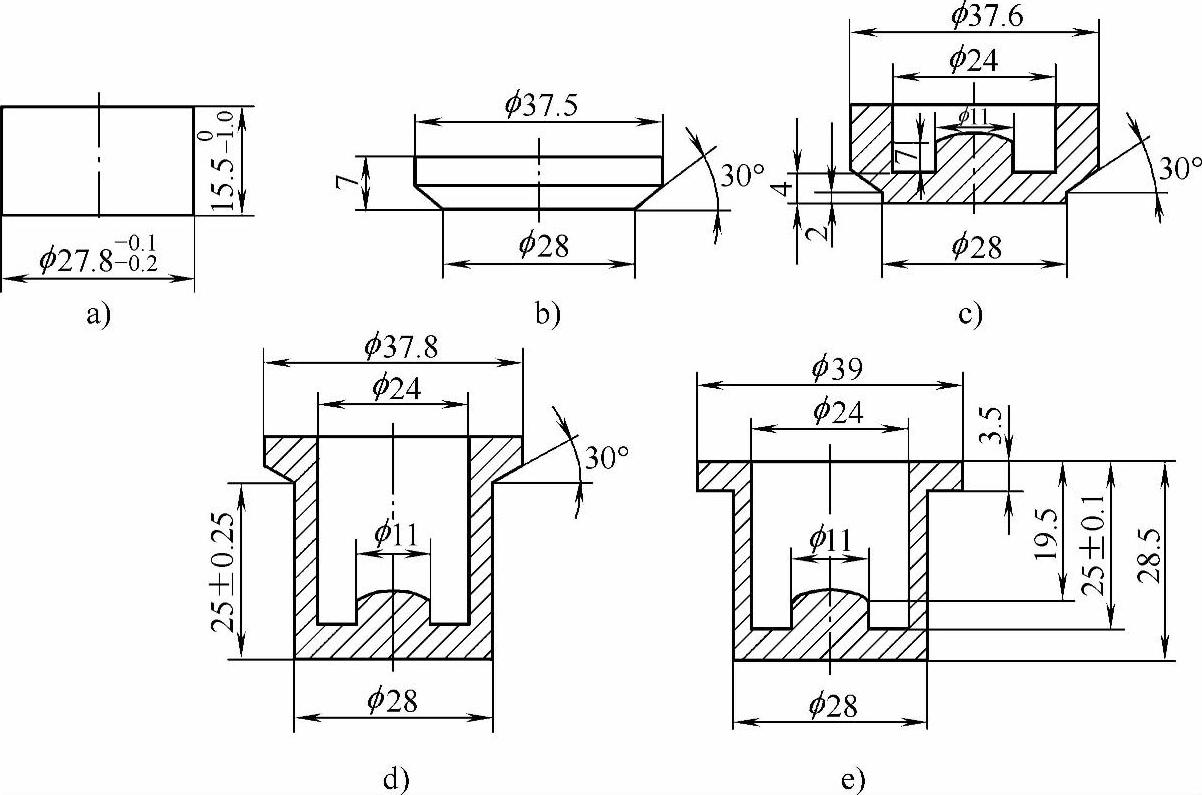
图4-10 最初设计的工艺流程
a)下料 b)镦粗 c)复合挤压 d)正挤压 e)整形
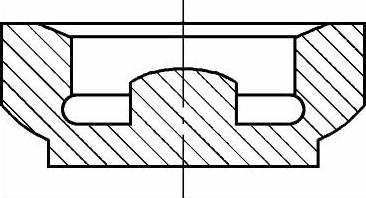
图4-11 内孔凹槽
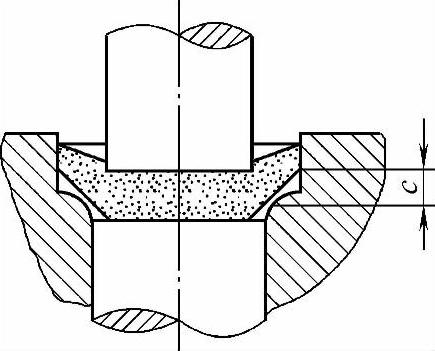
图4-12 环形间隙带
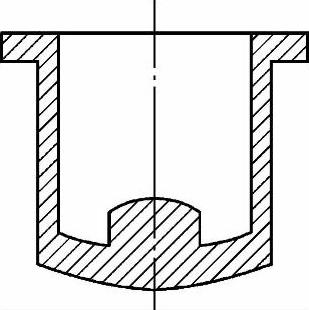
图4-13 底部弧形
2)正挤压(见图4-10d)后底部呈弧形(见图4-13),这是由于正挤压时底部参与塑性变形造成的。
为了纠正上述缺陷,将工艺流程修改成如图4-14所示,即:下料→顶成形→以反挤压为主的复合挤压→正挤压→整形。
预成形(见图4-14b)时,使孔口呈70°,其目的是使外形与凹模尺寸更易一致。在以反挤压为主的复合挤压(见图4-14c)时,由于采用了预成形工序,避免了挤压后的内孔凹槽现象。
在图4-14d所示的正挤压时,底部只作刚性平移,不再参与塑性变形,因而挤压后挤压件底部是平的。这样,壳体件挤压工艺获得了成功。(https://www.xing528.com)
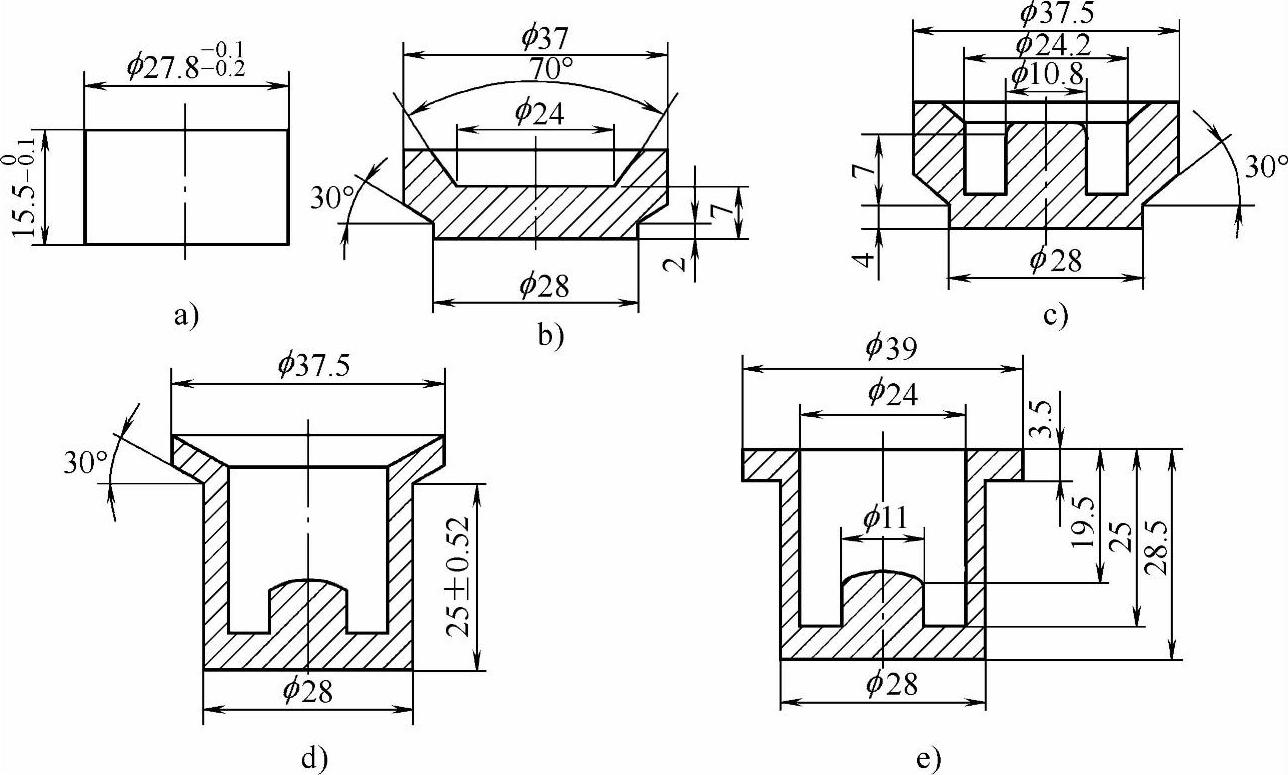
图4-14 修改后的工艺流程
a)下料 b)预成形 c)复合挤压 d)正挤压 e)整形
3.弹体
弹体挤压件如图4-15所示,材料为S15A(低硅铝镇静钢,碳含量与15钢相当)。这个零件的特点是壁厚和直径沿轴向不一致。主要工艺流程图如图4-16所示。
全部工艺流程为:蓝脆下料→毛坯退火→磷化处理→皂化处理→整形→退火→磷化处理→皂化处理→复合挤压→磷化处理→皂化处理→变薄拉深→齐口→内裂检查→收口→检验。
现分别说明如下:
(1)整形 下料后,因毛坯不够平整,为了提高凸模寿命,保证产品质量,首先进行整形。该工序所得的半成品外径比复合挤压凹模的圆柱部分孔径小0.1mm。
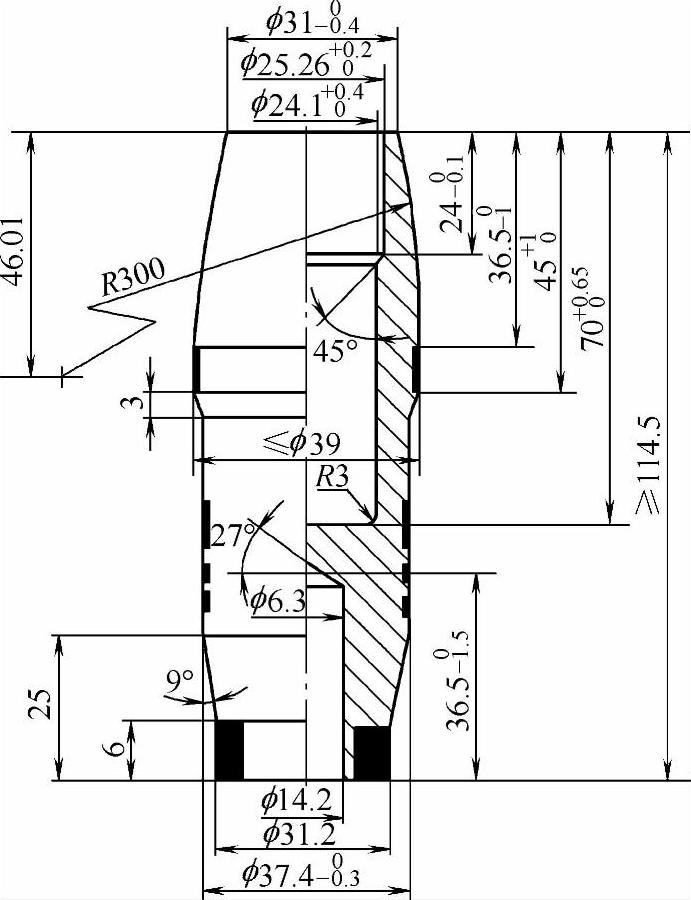
图4-15 弹体挤压件
注:涂黑部分为后续切削部分材料。
(2)复合挤压 复合挤压时,如凹模上口部是圆筒形,挤压过程中当金属流向口部时断面变小,阻力很小,会使挤压力迅速上升,可能造成模具断裂。因此,将凹模上口部改为有3°8′的锥度,这样在挤压过程中,金属流向口部时,由于外圆没有阻力,便可以大大降低挤压力,提高模具寿命。反挤压深度不大于反挤压凸模工作直径的2.5倍(为了保持凸模的稳定性)。必须选择适当变形程度,以便在变薄拉深后能满足产品力学性能要求。
(3)变薄拉深 该工序主要对上部内孔孔径成形。目的是使弹体毛坯得到最终的壁厚与长度,同时使零件冷作后具有要求的产品力学性能。
(4)收口 本道工序的变形量极小,基本上是纯收口变形。由图4-16f可见,在收口时可能镦粗部分属于设计工艺时决定最后机械加工部分。收口工序系弹体最后成形,决定零件的尺寸及其公差等级,因此,模具采用上、下凹模模口直接导向。
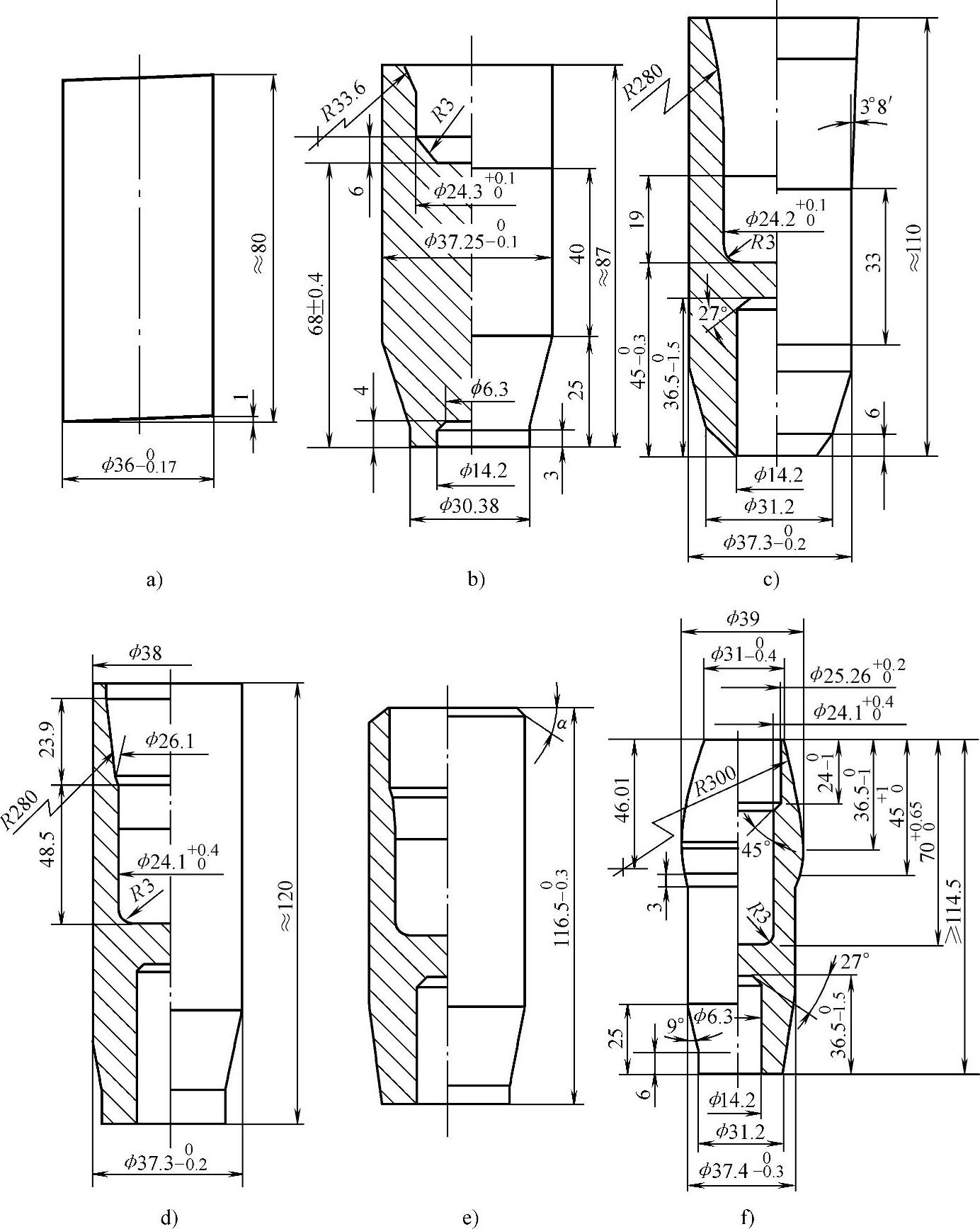
图4-16 弹体变形工序流程图
a)下料 b)整形 c)复合挤压 d)变薄拉深 e)齐口 f)收口
4.带隔层的方形罩
带隔层的方形罩(材料为纯铝)如图4-17所示。其壁厚为0.6mm,底厚为0.6~1.0mm。该零件底部六个方格的中心各有高1.1mm、直径φ6.6mm的凸起部分,这样的零件用其他加工方法比较困难。
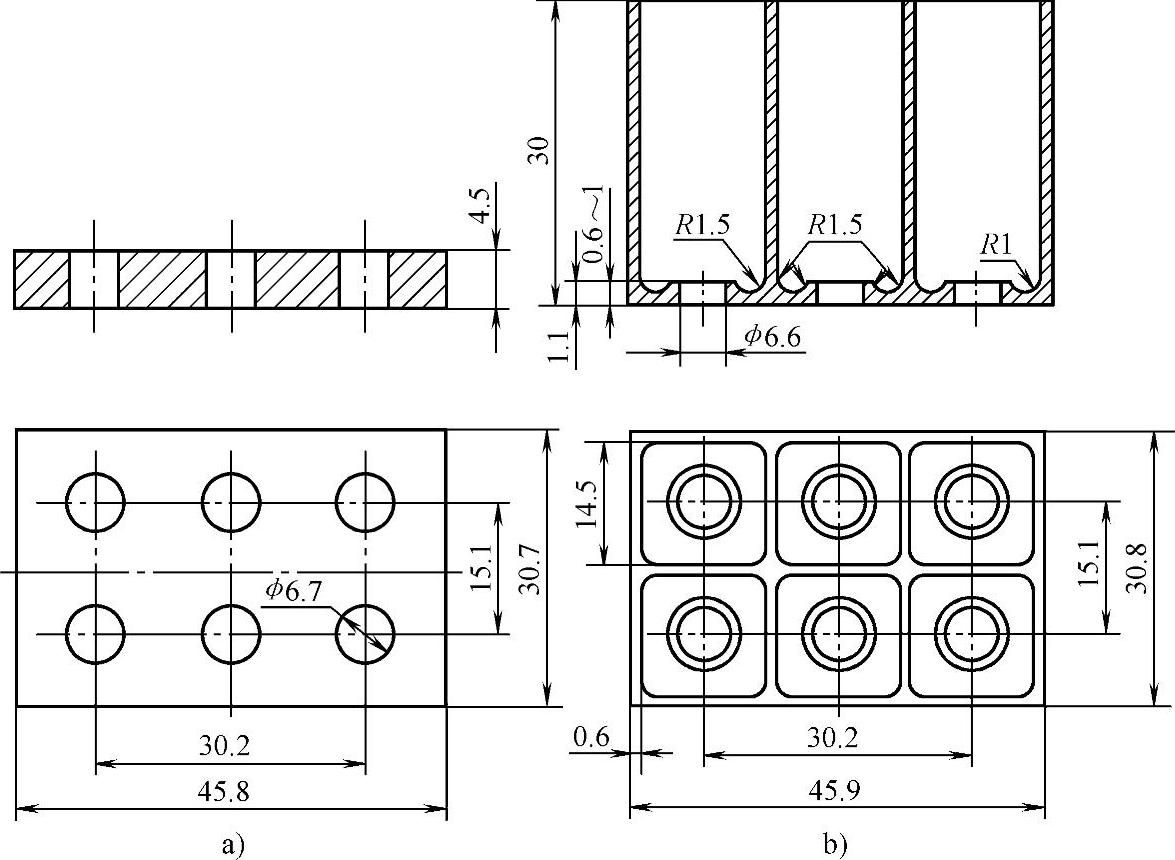
图4-17 带隔层的方形罩
a)毛坯 b)挤压件
(1)工艺分析 这个有隔层的底部有六个带孔凸起的方形杯形件。其壁厚为0.6mm,底厚为0.6~1.0mm,可以采用反挤压方法加工。其反挤压变形程度为
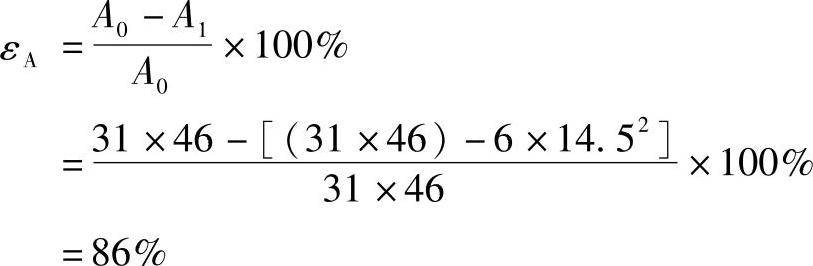
式中 A0、A1——毛坯、零件(成形部分)的横截面积。
对纯铝来说,变形程度86%的反挤压是不成问题的。因此,底部六个带孔的凸起部分完全可以一次挤压出来。
(2)模具工作部分的结构设计 图4-17所示零件带有隔层,因此,在凸模上应当有相应的凹槽,以便挤压时金属可向凸模的凹槽内流动,构成零件的隔层。开始试验时曾把凸模作成整体式,铣出凹槽。在反挤压时,六个“脚”很易折断。后来改成如图4-18所示的分体式镶拼凸模形式,凸模由六块组合镶拼而成。为使凸模牢固地固定在上模板上,凸模的上端部带有2°~3°的斜度。采用这种带斜度的固定凸模方法,可以保证凸模在工作时的稳定性。此外,凸模装配在模板上时,要有足够的过盈量,为此在凸模未压入前,要求凸模比凸模固定板高出5~6mm;为了防止凸模压入后固定板产生变形,固定板的厚度不宜小于25mm。固定板的外形尺寸也应适当地放大,使凸模在工作时更为稳定。
在设计凸模时,应注意中间隔槽不能设计得太深,一般凸模上隔槽的深度为零件隔层高度再增加2~3mm,如图4-18所示;否则槽太深,会影响凸模的稳定性,使反挤出的零件在隔层上发生破裂,像在隔层上开窗口一样。
(3)带隔层方形零件反挤压时的金属流动 当挤压这类零件时,外层金属流动较快,而中间隔层部分金属流动较慢,高度也显得低些。挤压一个两格的带隔层方形零件时,中间隔层流动较慢的情况如图4-19所示。
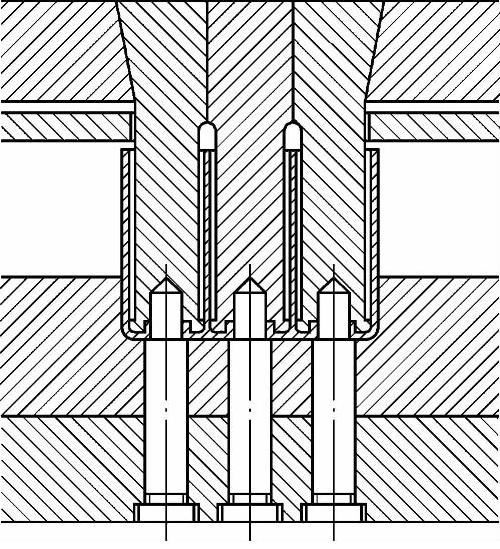
图4-18 分体式镶拼凸模
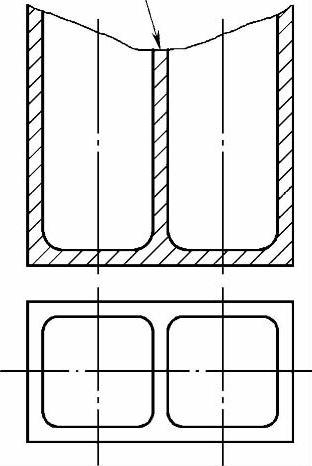
图4-19 中间隔层金属流动较慢情况
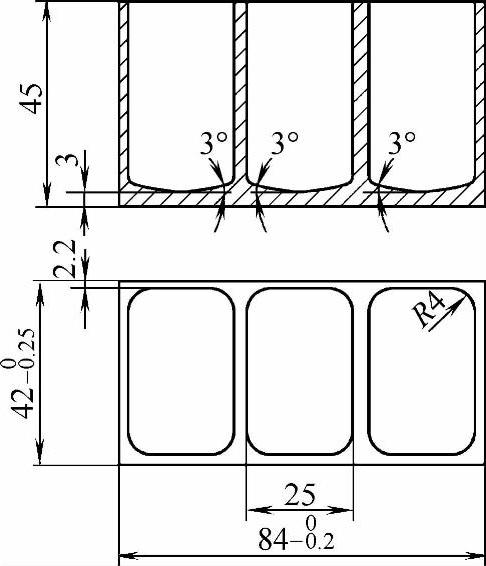
图4-20 三个方格的薄壁零件
由于金属流动在外层和隔层时的速度不同,往往由于附加拉应力而使壁与壁部分之间裂开。流速不同的原因是,由于凹模底部四周外框处有圆角过渡,而凸模四周同样有圆角,挤压时金属向上流动较易;隔层部位只有凸模有圆角过渡,凹模是平底,使挤压时金属向上流动阻力较大。此外,零件隔层的金属,来自两个相反的方向,在流动过程中互相冲击,这种冲击阻力也将影响隔层金属顺利向上流动。
为了解决外框与隔层金属流速不一致的问题,在允许更改零件设计的前提下可采用如下措施。
1)在凸模工作端面上,近隔层的两端给予一定的斜度,如图4-20所示。该凸模端部采用3°的斜度。
2)使零件隔层的壁厚比外框的壁厚稍厚一些。该零件使壁厚大约相差0.05~0.1mm。
3)有意将凸模工作带设计成不等长度。该零件隔层处的凸模工作带长度为外框处凸模工作带的一半。
4)在隔层转角处,凸模工作部分的圆角半径适当放大。该零件在隔层处凸模工作部分圆角半径为1.5mm,而外框处为1.0mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。