



切割带锥度工件的控制装置有单导轮移动控制装置和双导轮移动控制装置。
1.单导轮移动控制装置
图5-3所示为同时可作4轴控制的锥度加工装置示意图。在此装置中,根据程序指令,也可实现普通的不带锥度的直线边加工。
应用此装置,可以手动方式设定锥度,或用程序指定锥度,使上部导向器自动驱动,即可完成任意锥度的加工。
此外,在锥度加工装置中,应保持上、下导向器跨距一定(上下电极丝支点间的距离),这对进行高精度的锥度加工更为重要。
在线架的上、下两个导轮中,下导轮的位置固定不动,只有上导轮能作U、V方向移动,这样当上导轮在U、V水平面内作圆弧插补运动时,上、下导轮之间的电极丝会得到一个倒圆锥形的轨迹,如图5-4所示。
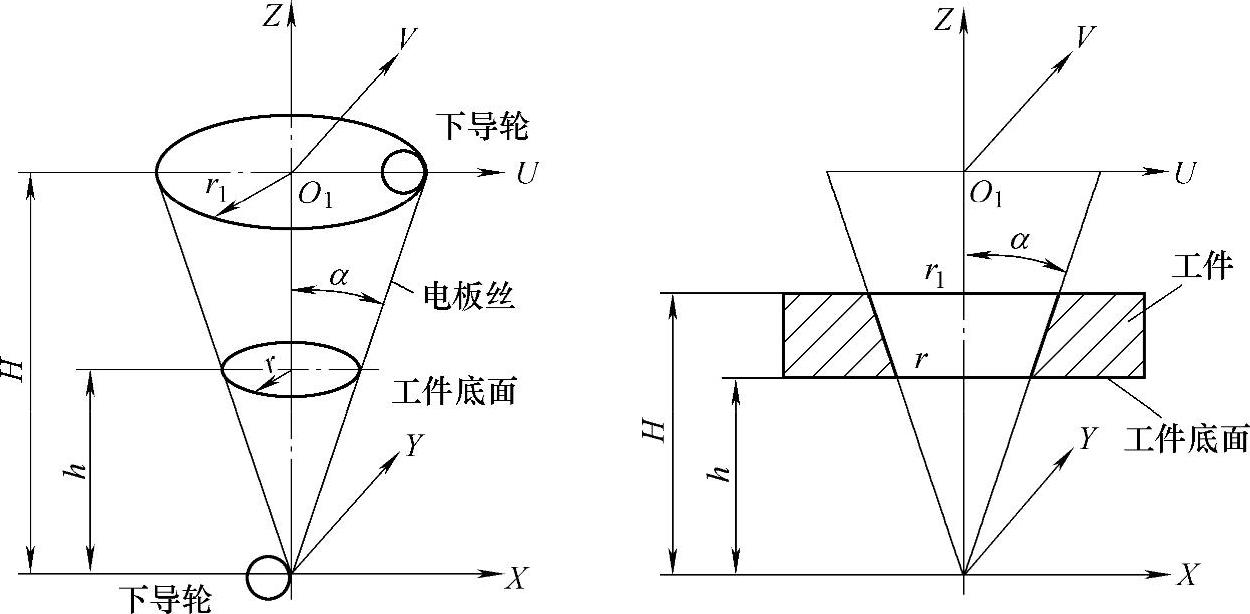
图5-4 上导轮运动
图中锥度:
如果按工件的基本尺寸编出程序,若上导轮不按UV坐标插补移动,电极丝保持在O1O2的垂直位置。切割出的工件图形与工件要求的基本尺寸相同。当切割锥度时,上导轮按UV坐标插补移动,切割半径为r1的圆时,电极丝在倾斜α角的不同位置上进行切割,被切割工件的底面至下导轮中心平面的距离为h,由于电极倾斜了α角,因此在工件底面上所切割的模具尺寸与要求的尺寸相比,单边增大了r值。为了保证所切割出的凹模尺寸仍是基本尺寸,必须用r这个值作为间隙补偿量加以修正,工件图中各个转角处必须具有等于或大于r值的过渡圆角。
如果要求r→0,则必须使h→0,由于下导轮的结构等原因,实际的h值不可能为零。
r=htanα+r丝+δr丝
式中 r丝——电极丝半径;
δ——单边放电间隙。(https://www.xing528.com)
在实际加工中,应首先测量下导轮中心到工件底面的距离,然后计算r值,并用计算得到的r值作为间隙补偿量加以修正后进行切割加工。
单导轮移动方式的特点是结构简单,只要在线架的上导轮处设置一个U、V坐标的小十字拖板,就能完成带锥度的工件切割。
2.双导轮移动控制装置
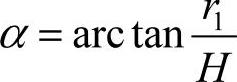
双导轮移动是指上导轮和下导轮都能作UV轴向运动,而且上、下导轮的运动方向相反,即当上导轮走+U时下导轮走−U,上导轮走+V时下导轮走−V。两个导轮运动方向相反的目的,主要是使倾斜的电极丝中心线与在垂直位置时的电极丝中心线有一个相交的支点O,如图5-5所示。此支点O与上、下导轮中心距离的确定,对机床的工艺性能以及控制系统等有决定性作用,具体方案有:
支点O设在上、下导轮跨距中心。如图5-5所示,上、下导轮之间由杠杆联动,此时杠杆比为1:1,上导轮移动量ΔU1与下导轮移动量ΔU2相等,而移动方向相反。当上导轮主动走圆轨迹时,下导轮从动也走圆轨迹,此时电极丝的轨迹形成两个共顶点且大小相同的圆锥体,如图5-6所示。
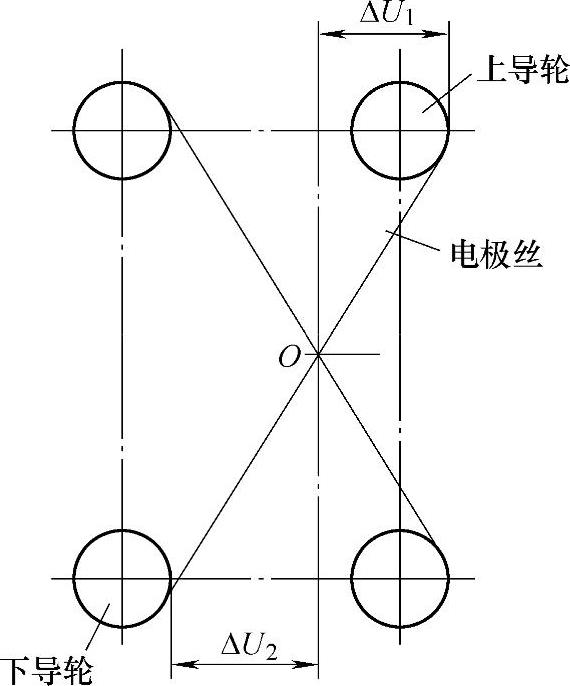
图5-5 双导轮移动
图5-6 加工锥体
图中锥度:
切割工件时,应将工件的刃口表面放置在支点O处,此时间隙补偿量f与工件最小圆角半径R为:
f=r丝+δ,R=r丝+δ
这种结构的主要缺点是,所切割工件的刃口面必须放在支点O处平面上,不能充分利用上、下丝架之间的空间来安放工件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。