



塑件自模具中取出冷却到室温后,其尺寸或体积会发生收缩变化,这种性质称为收缩性。
1.塑件收缩的形式
塑件收缩主要表现在下列几方面:
(1)塑件的线性尺寸收缩 由于热胀冷缩,塑件脱模时的弹性恢复、塑性变形等原因导致塑件脱模冷却到室温后尺寸缩小,为此型腔设计时必须考虑予以补偿。
(2)收缩方向性 成型时分子按方向排列,使塑件呈现各向异性,沿料流方向(即平行方向)则收缩大、强度高,与料流垂直方向则收缩小、强度低。另外,成型时由于塑件各部位的密度及填料分布不匀,会导致收缩不匀。收缩不匀使塑件易发生翘曲、变形和裂纹,尤其是在挤塑及注塑时方向性更为明显。因此,模具设计时应考虑收缩方向性,按塑件形状、料流方向选取收缩率。
(3)后收缩 塑件成型时,由于受成型压力、剪切应力、各向异性、密度不匀、填料分布不匀、模温不匀、硬化不匀及塑性变形等因素的影响,引起一系列应力的作用,在粘流态时不能全部消失,故塑件在应力状态下成型时存在残留应力。脱模后应力趋向平衡以及贮存条件的影响,会使塑件发生再收缩,称为后收缩。一般塑件在脱模后10h内变化最大,48h后基本定型,但最后稳定要经30~60天。通常热塑性塑料的后收缩比热固性塑料大,挤塑及注塑成型的比压塑成型的大。
(4)后处理收缩 有时塑件按性能及工艺要求,成型后需进行热处理,处理后也会导致塑件尺寸发生变化,故模具设计时对高精度塑件应考虑后收缩及后处理收缩的误差并予以补偿。
2.收缩率的计算
收缩性的大小以单位长度塑件收缩量的百分数来表示,称为收缩率。由于成型模具材料与塑料的线胀系数不同,收缩率分为实际收缩率和计算收缩率。实际收缩率表示模具或塑件在成型温度时的尺寸与塑件在室温时的尺寸之间的差别,而计算收缩率则表示室温时模具尺寸与塑件尺寸的差别。这两种收缩率的计算可按下列公式求得
式中 S′——实际收缩率;
S——计算收缩率;
Lc——塑件在成型温度时的单向尺寸;
Ls——塑件在室温时的单向尺寸;
Lm——模具在室温时的单向尺寸。(https://www.xing528.com)
在普通中、小型模具成型零件尺寸计算时,计算收缩率与实际收缩率相差很小,且塑件在成型温度时的单向尺寸测量不便,所以常采用计算收缩率。实际收缩率表示塑料实际所发生的收缩,在大型、精密模具成型零件尺寸计算时常采用。
3.影响收缩率变化的因素
在实际成型时不仅不同品种的塑料其收缩率各不相同,而且不同批次的同品种塑料或同一塑件的不同部位其收缩率也经常不同。影响收缩率变化的主要因素有如下几个方面:
(1)塑料品种 各种塑料都具有各自的收缩率。同一种塑料由于树脂的相对分子质量、填料及配方等的不同,其收缩率及各向异性也不同。例如,树脂的相对分子质量高,填料为有机的,树脂含量较多,则塑料的收缩率就大。热塑性塑料在成型过程中,由于还存在结晶化引起的体积变化、内应力强、冻结在塑件内的残留应力大以及分子取向性强等因素,因此与热固性塑料相比收缩率较大,收缩率范围宽,方向性明显。另外,成型后的收缩、退火或调湿处理后的收缩一般也比热固性塑料大。
(2)塑件结构 成型时熔融料与型腔表面接触外层立即冷却形成低密度的固态外壳。由于塑料的导热性差,使塑件内层缓慢冷却而形成收缩大的高密度固态层,所以壁厚、冷却慢、高密度层厚的结构收缩大。另外,有无嵌件及嵌件布局、数量都直接影响料流方向,密度分布及收缩阻力大小等。如塑件的形状复杂、壁薄、有嵌件、嵌件数量多且对称分布,收缩率就小。
(3)模具结构 模具的分型面、加压方向、浇注系统形式、布局及尺寸等因素直接影响料流方向、密度分布、保压补缩作用及成型时间,因而对收缩率及方向性的影响也很大。如采用直接浇口和大截面的浇口,可减少收缩,但方向性强;若浇口宽且短,则方向性小;距离浇口近的或与料流方向垂直的部位收缩就大。
(4)成型工艺 包括温度、压力和周期。模具温度高,熔融料冷却慢、密度高、收缩大,尤其是结晶料,因结晶度高,体积变化大,故收缩更大。模温分布与塑件内外冷却及密度均匀性也有关,直接影响到各部分收缩量的大小及方向性。另外,保持压力及时间对收缩也影响较大,压力大、时间长则收缩小,但方向性大。注塑压力高,熔融料粘度差小,层间剪切应力小,脱模后弹性回跳大,故收缩也可适量地减小,料温高、收缩大,但方向性小。因此在成型时调整模温、压力、注塑速度及冷却时间等诸因素也可适当地改变塑件收缩情况。
由上述可知,影响塑料收缩率变化的因素很多,而且相当复杂。模具设计时,应根据各种塑料说明书中所提供的收缩率范围,并按塑件形状、尺寸、壁厚、有无嵌件情况、分型面及加压成型方向、模具结构及进料口形式尺寸和位置、成型工艺等诸因素综合地考虑选取收缩率值。在注塑时,则需按塑件各部位的形状、尺寸、壁厚等特点选取不同的收缩率。对精度高的塑件应选取收缩率波动范围小的塑料,并留有试模后修整的余地。另外,成型收缩还受到各成型因素的影响,注塑时调整各项成型条件也能适当地改变塑件的收缩情况。
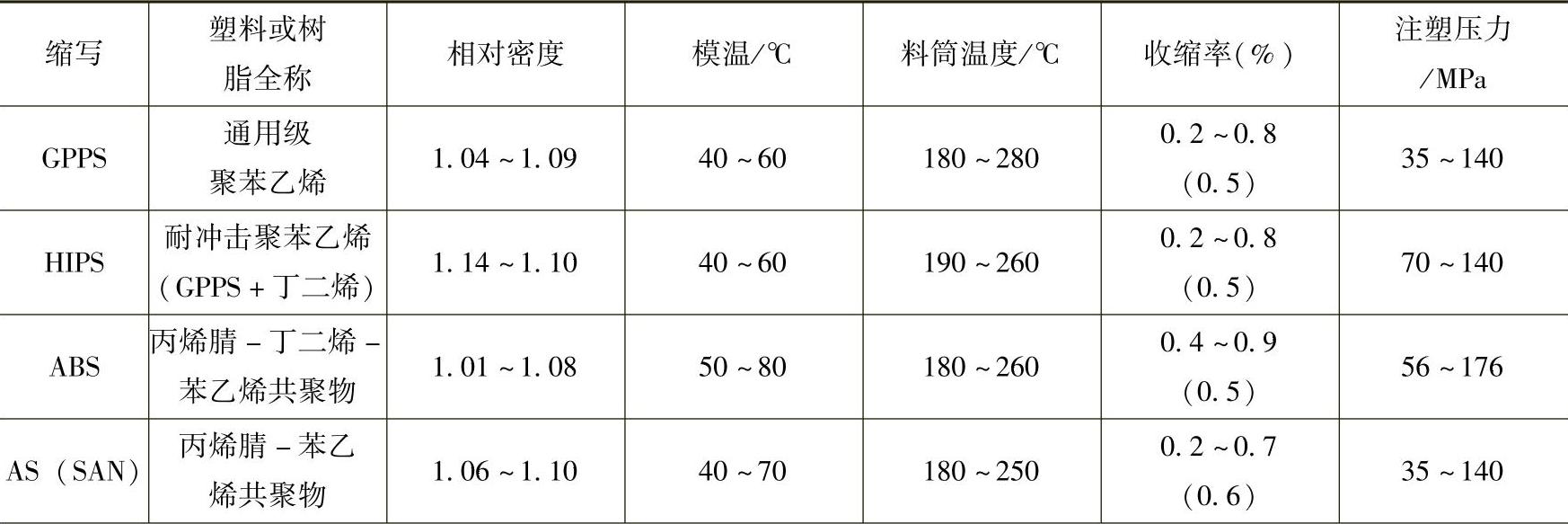
常用塑料的计算收缩率及其他性能如表1-12所示。
表1-12 常用塑料的计算收缩率及其他性能
(续)
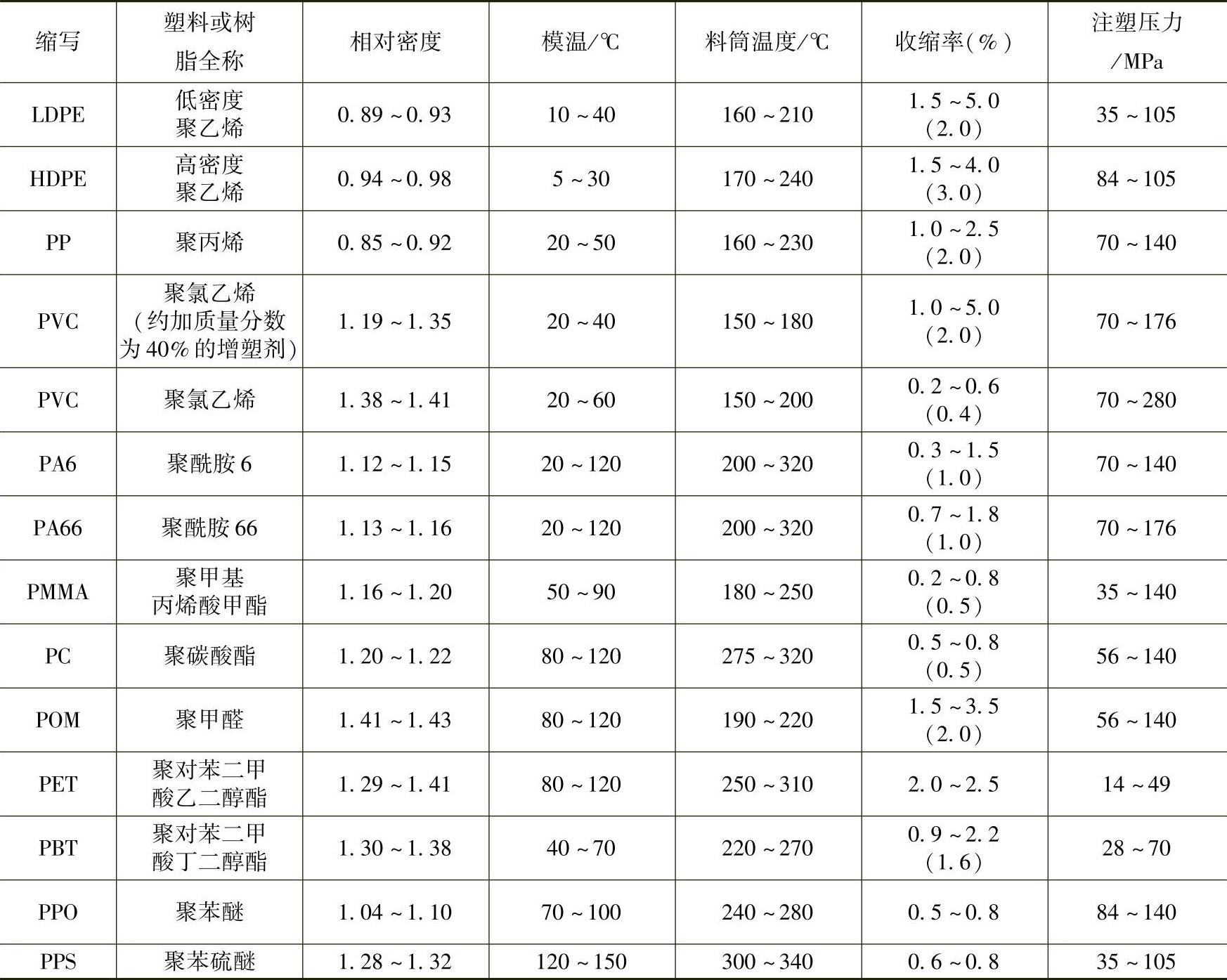
注:括号内的收缩率为常用收缩率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。