



渗碳(渗氮)速度与炉压有较大的关系,在化学热处理过程中,提高炉内压力,不仅可使炉气的机械能随着增加,提高工件表面活性碳(氮)原子的数量,而且还可以提高吸附速度,增大工件表面的吸附量,提高工件表面的碳(氮)浓度,同时也增大工件表面的碳(氮)原子向内部扩散速度,从而缩短渗碳(渗氮)生产周期。
(1)增压快速渗碳机理 要提高渗碳速度,需要提高碳原子在工件表面上的传递速度和其在工件内的扩散速度。一般情况下,当渗碳气氛中的碳传递系数较大时,渗碳层的增速取决于扩散速度。当渗碳气氛中的碳传递系数较小时,渗碳层的增速主要受碳传递系数大小的影响,另外还受工件所用材料的化学成分影响。提高碳传递系数的主要途径是升高温度,而在工件材料和渗碳温度一定的情况下,提高渗碳速度的主要途径为提高碳原子的吸附速度。
根据渗碳反应:
提高渗碳时的炉压,有利于使反应向生成活性碳原子的方向进行,从而可提高炉气碳势。根据兰格缪斯(Langmuir)的单分子层吸附理论可知,单位固体对气体的吸附速度应与固体表面空白面积分数及气体的压力成正比。提高炉压可提高吸附速度,主要是因为气体压力越大,碰撞到工件表面上的分子数就越多,吸附速度就越大,达到一定吸附量需要的时间就越短。因此,提高炉压,可提高碳原子的吸附速度和吸附量,提高碳传递系数和钢件表面的碳浓度。
(2)增压快速渗氮机理 增压快速渗氮是指渗氮炉通入NH3后,使NH3工作压力提高到300~5000kPa,此时氨分解率降低,气氛活度提高,渗速快,渗层质量好,增压渗氮温度通常在500~600℃。
在气体渗氮控制参数中,主要有温度、时间、流量及氨分解率、炉压等。炉压对气体渗氮的作用主要有以下方面:①提高炉内气压可以增加零件表面的吸附量;②提高炉压可增加气体分子的动能;③提高炉压可提高界面反应速率;④提高炉压可提高渗氮气氛的活度等。因此,提高炉压可以提高渗氮速度,升温与降温时间大大减少,同时保温期间的平均渗速提高,渗层硬度高。以38CrMoAl钢和40Cr钢为例,保温期间的平均渗速可分别达到0.03~0.04mm/h和0.06~0.08mm/h,渗层硬度可分别达1000HV和600HV。
增压气体渗氮压力保持在0.05~0.1MPa条件下,对18Cr2Ni4WA钢,530℃×16h渗氮,渗层深度0.52mm,530℃×18h渗氮,渗层深度0.65mm;对38CrMoAl钢,500℃×5h(氨分解率18%~30%)+540℃×26h(氨分解率30%~60%)渗氮,渗层深度0.59mm。渗氮速度明显高于常压渗氮。
35CrMo钢进行增压气体渗氮后发现,随着炉内压力的提高,氨分解率降低,NH3消耗量减少。正压30~50kPa渗氮与相同时间的常压渗氮相比,渗层深度提高60%以上,即渗氮速度显著提高。结合脉冲循环两段气体渗氮,在加压脉冲工艺状态下,炉气供氮能力较强。若以530℃×1.5h+580℃×3.5h为一个工艺循环,35CrMo钢经15h(3次循环),渗层深度可达0.6mm。(https://www.xing528.com)
(3)增压快速氮碳共渗工艺 随着炉压的增加,铁素体状态氮碳共渗渗层的表面硬度、化合物层和扩散厚度均有所增加,即提高了渗层深度,缩短了工艺周期。
(4)设备 增压气体渗氮是较为成熟的一种加速渗氮工艺。如采用RN5- KM系列井式脉冲渗氮炉和RNW-KM系列卧式脉冲处理渗氮炉,渗氮上限压力不超过0.05MPa,均可实现增压快速渗氮。但渗氮速度过快易形成网络氮化物。
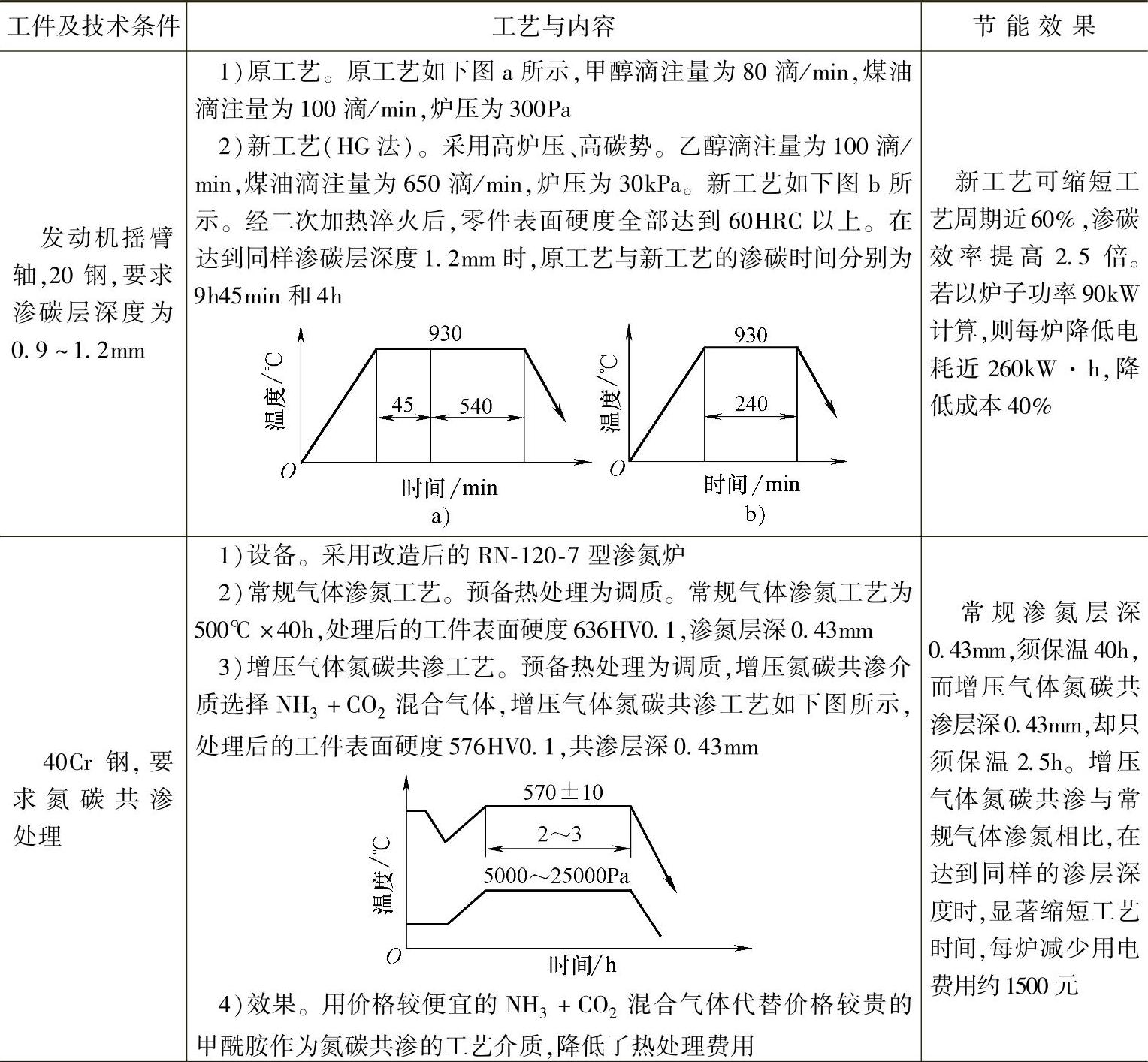
(5)增压快速渗碳、渗氮工艺应用实例 见表2-41。
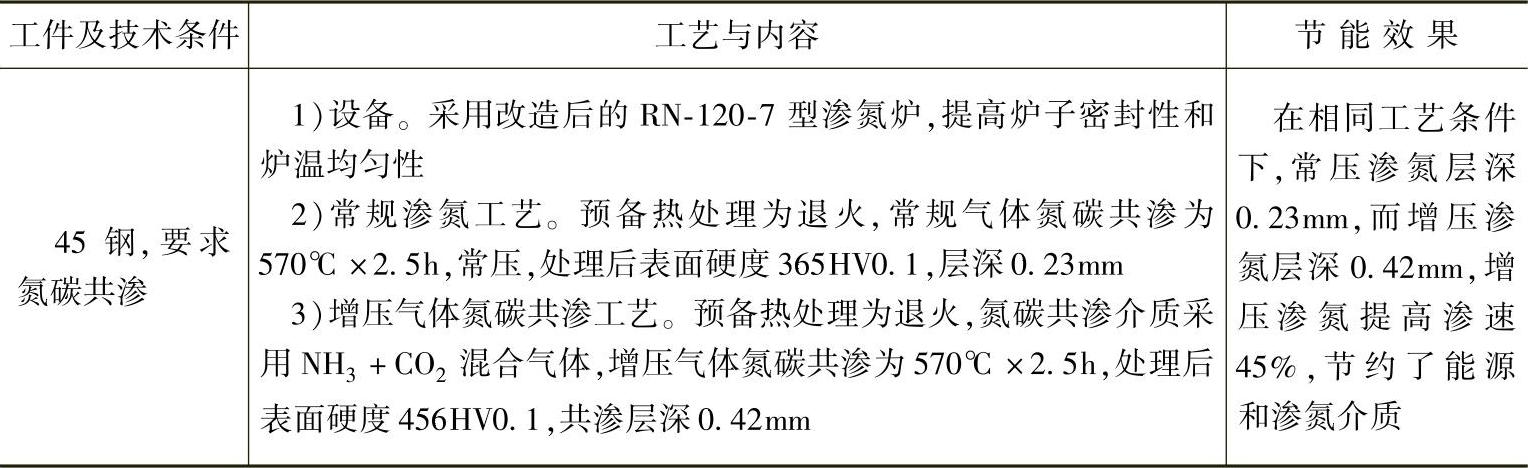
表2-41 增压快速渗碳、渗氮工艺应用实例
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。