



1.认识外径千分尺
外径千分尺是车工最常用的一种精密量具。如图1-48所示,它由尺架、微分筒、固定套管、测微螺杆、锁紧装置和测力装置等组成。
外径千分尺的分度值为0.01mm,测量范围有0~25mm、25~50mm、50~75mm、…、475~500mm等多种规格。
2.外径千分尺的读数方法
外径千分尺的读数分以下三个步骤。
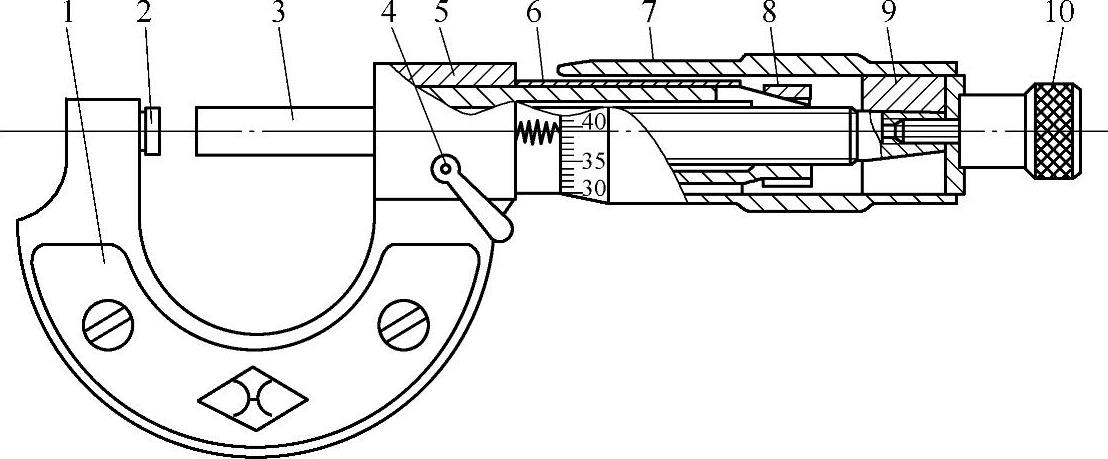
图1-48 外径千分尺
1—尺架 2—砧座 3—测微螺杆 4—锁紧装置 5—螺纹轴套 6—固定套管 7—微分筒 8—螺母 9—接头 10—棘轮
(1)读整数先读出固定套管上露出刻线的整毫米数和半毫米数(0.5mm),注意看清露出的是上方刻线还是下方刻线,以免错读0.5mm,如图1-49所示。
(2)读小数看准微分筒上哪一格与固定套管纵向中线对准,将刻线的序号乘以0.01mm,即为小数部分的数值。
(3)整数加小数把整数部分与小数部分相加,即为测量的尺寸结果。
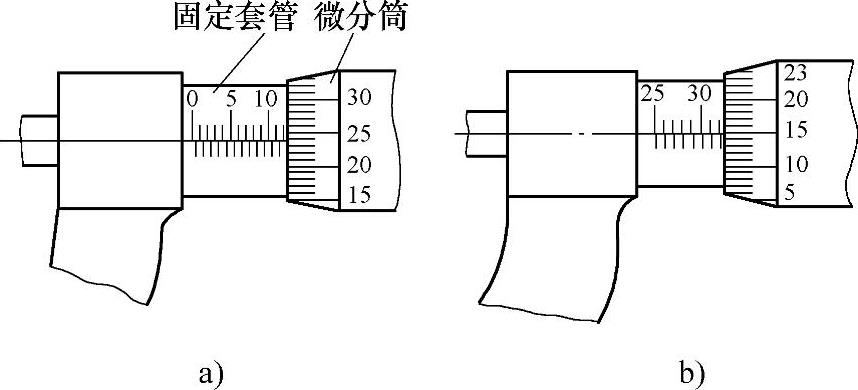
图1-49 外径千分尺的读数方法
a)12mm+0.24mm=12.24mm
b)32.5mm+0.15mm=32.65mm
外径千分尺的读数必须熟练掌握。图1-50所示为外径千分尺读数的几个示例。
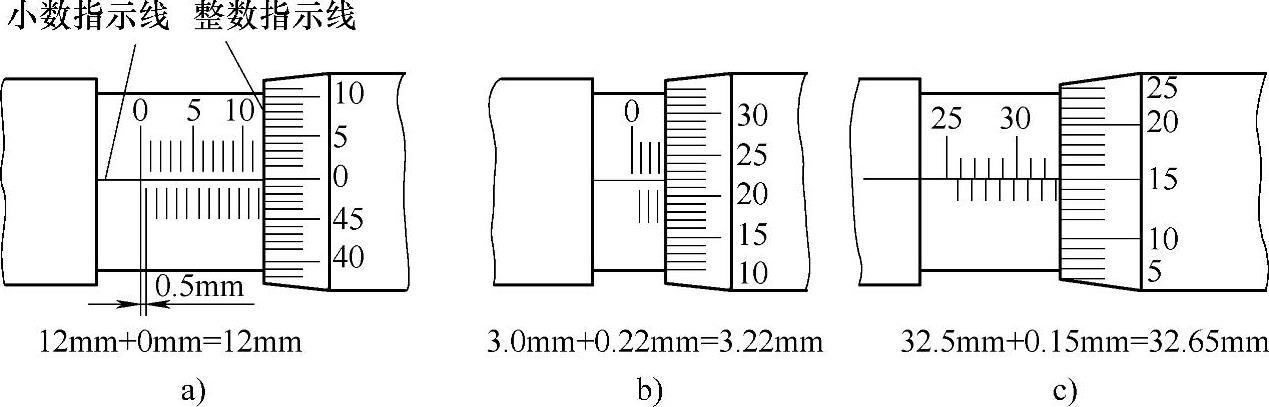
图1-50 外径千分尺的读数示例
3.外径千分尺的使用方法
(1)使用前的检查
1)用柔软棉布将外径千分尺擦拭干净,检查各部位是否有划伤、锈蚀和影响使用性能的缺陷。
2)检查微分筒旋转是否灵活,测微螺杆是否移动平稳、无卡住现象,锁紧装置锁紧是否可靠,旋转棘轮,能否发出“咔、咔”声等。(https://www.xing528.com)
3)校对“0”位。测量范围为0~25mm的外径千分尺,直接校对“0”位,将砧座与螺杆接触,看圆周刻度零线是否与纵向中线对齐,如图1-51a所示;测量范围大于25mm的外径千分尺,用校对量杆或量块间接校对“0”位,如图1-51b所示。

图1-51 校对外径千分尺“0”位
a)直接校对“0”位 b)间接校对“0”位
(2)外径千分尺的使用方法用外径千分尺测量工件尺寸时,如图1-52所示,外径千分尺可单手握、双手握,或将外径千分尺固定在尺架上进行测量。
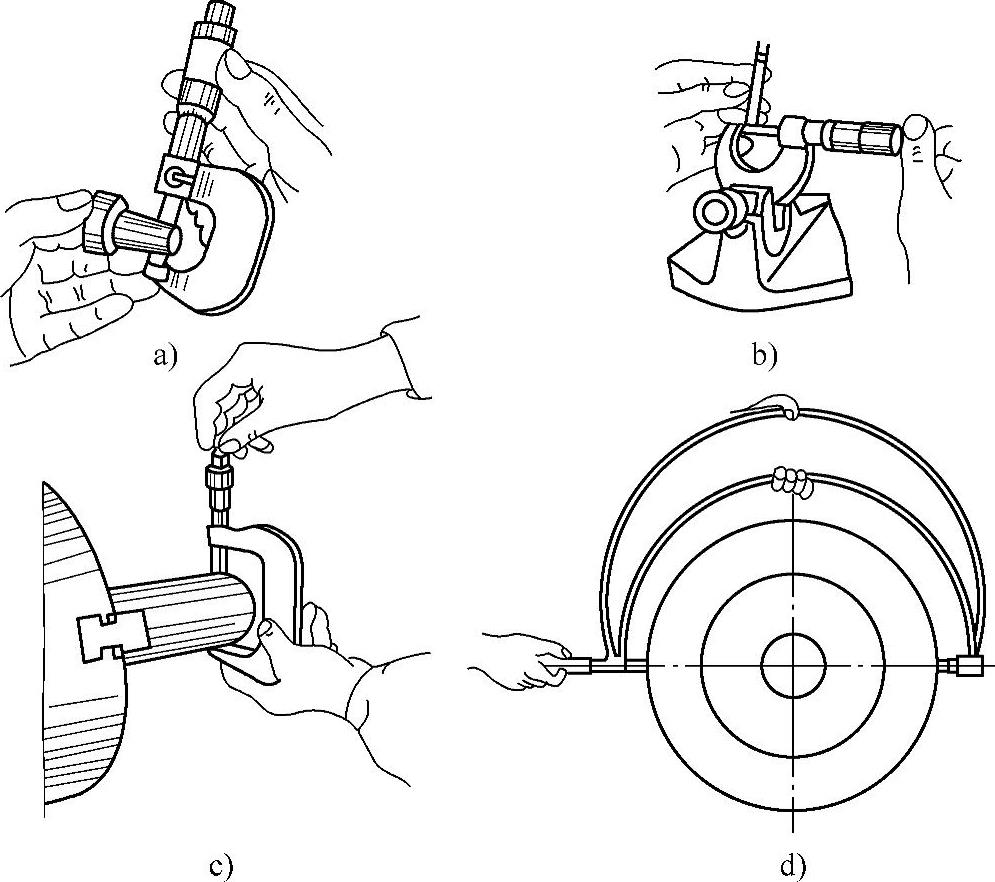
图1-52 外径千分尺的使用
a)单手握尺测量 b)放在尺架上测量 c)、d)双手握尺测量
用外径千分尺测量外径尺寸时,要靠测量人员的手感来确定准确的接触位置。测量时,将外径千分尺的砧座与测微螺杆两侧面送入到要测量的位置,转动微分筒,使两测量面将要接触被测量点后,开始一边旋动棘轮(测力装置),一边轻微地左右、前后晃动尺架进行调整,找出外圆的直径位置,如图1-53所示。当棘轮发出“咔、咔”声响时应停止转动,进行读数,或锁上锁紧装置,取下外径千分尺再读数。
(3)使用后保养
1)外径千分尺使用完毕,应小心轻放,不能磕碰。
2)不允许用砂纸和金刚砂擦磨测量杆上的污锈。
3)要时刻保持外径千分尺的清洁,不可将其放在脏处或随意装在口袋里。
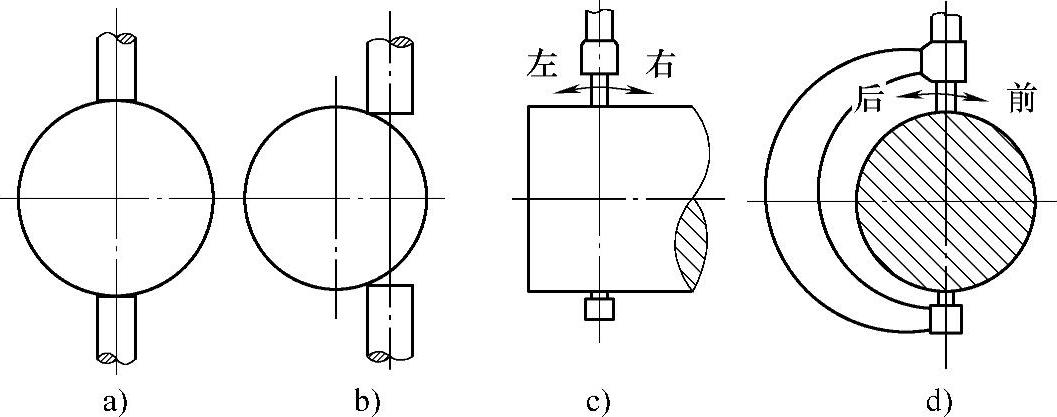
图1-53 测量外径正确选择接触面位置
a)正确 b)错误 c)左右调整 d)前后调整
4)不使用时,应用清洁的软布或棉纱等擦干净外径千分尺,再将其放回到包装盒中。较长时间不用时,应先用航空汽油将外径千分尺洗净并擦干,然后涂上专用的防锈油。应注意不要使两个测量面贴合在一起,要稍微分开,以避免锈蚀。
操作提示:
1)测量时,先转动微分筒,当测微螺杆快要接触工件时,必须使用端部棘轮,严禁再拧微分筒,当棘轮发出咔、咔声时,应停止转动。
2)测量前应擦净工件测量表面,以免影响测量精度。
3)注意不能测量运动着的和温度高的工件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。