



千分尺是一种精密量具,它的测量精度比游标卡尺高,对于加工尺寸精度要求较高的工件,常采用千分尺进行测量,而且千分尺使用方便,调整简单。千分尺的种类较多,按其用途不同可分为外径千分尺(见图3-34)、内径千分尺、深度千分尺和杠杆千分尺等。
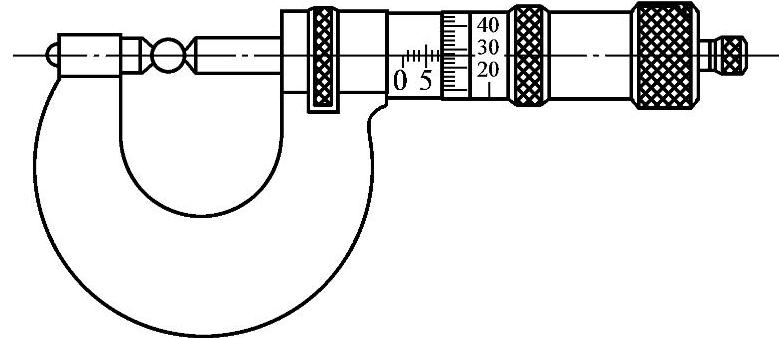
图3-34 外径千分尺外形
1.千分尺的结构
图3-35所示为千分尺的结构,它由尺架1、固定测砧2、测微螺杆3、螺纹轴套4、固定套筒5、微分筒6、测力装置7和锁紧装置8等组成。
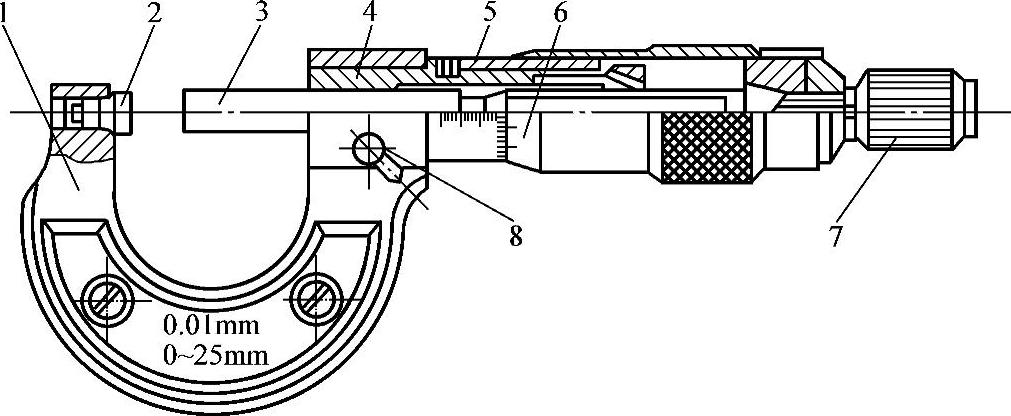
图3-35 千分尺的结构
1—尺架 2—固定测砧 3—测微螺杆 4—螺纹轴套 5—固定套筒 6—微分筒 7—测力装置 8—锁紧装置
2.千分尺的刻线原理与读数方法
(1)刻线原理 微分筒的外圆锥面上刻有50格,测微螺杆的螺距为0.5mm。微分筒每转动一圈,测微螺杆就轴向移动0.5mm,当微分筒每转动一格时,测微螺杆就移动0.5÷50mm=0.01mm,所以千分尺的测量精度为0.01mm,如图3-35所示
(2)千分尺的读数方法
1)在固定套管上读出与微分筒相邻近的刻度线毫米和半毫米数值。
2)用微分筒上与固定套管的基准线对齐的刻线格数,乘以千分尺的测量精度(0.01mm),读出不足0.5mm的数。
3)将前两项读数相加,即为被测尺寸。
3.千分尺的测量范围和精度
千分尺的测量范围在500mm以内时,每25为一档,如0~25mm、25~50mm等;测量范围在500~1000mm时,每100mm为一档,如500~600mm、600~700mm等。
外径千分尺按制造精度可分为0级和1级两种,0级最高。
4.其他千分尺
(1)内径千分尺 图3-36a所示为内径千分尺的结构。内径千分尺可以用来测量50mm以上的实体内部尺寸,其读数范围为50~63mm;也可用来测量槽宽和两个内端面之间,内径千分尺附有成套接长杆,如图3-36b所示,必要时可以通过连接接长杆,扩大其量程。连接时去掉保护螺母,把接长杆右端与内径千分尺左端旋合,可以通过连接多个接长杆,直到满足需要。
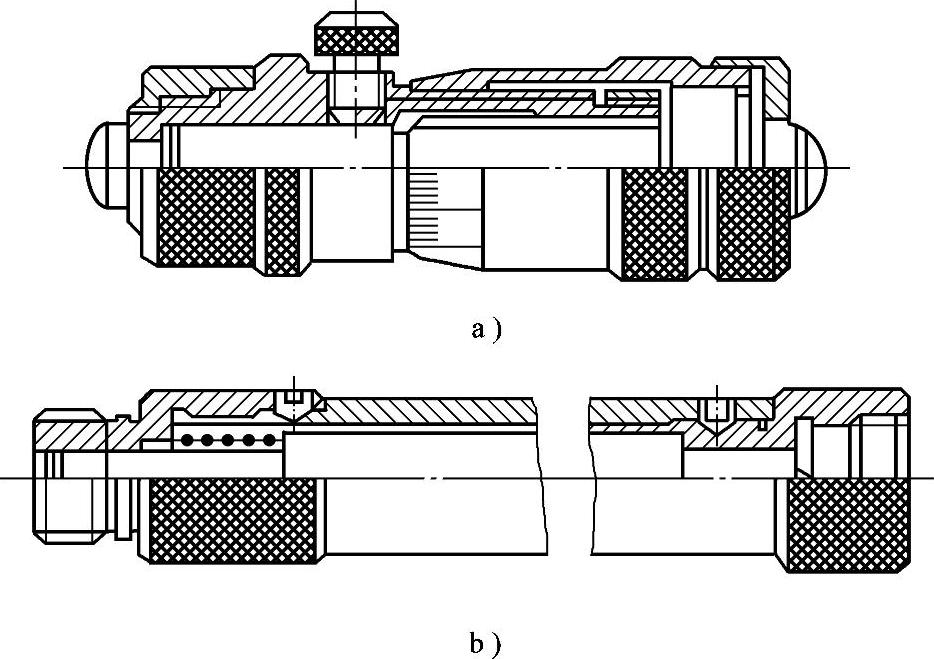
图3-36 内径千分尺的结构
内径千分尺使用时的注意事项:
1)使用前,应用调整量具(校对卡规)校对微分头零位,若不正确,则应进行调整。
2)选取接长杆时,应尽可能选取数量最少的接长杆来组成所需的尺寸,以减少累积误差。
3)连接接长杆时,应按尺寸大小排列。尺寸最大的接长杆应与微分头连接,依次减小,这样可以减少弯曲,减少测量误差。
4)接长后的大尺寸内径千分尺,测量时应支撑在距两端距离为全长的0.211处,使其变形量为最小。
5)当使用测量下限为75(或150)mm的内径千分尺时,被测量面的曲率半径不得小于25(或60)mm,否则可能产生内径千分尺的测头球面边缘接触被测件,造成测量误差。
(2)深度千分尺 深度千分尺的结构如图3-37所示,其主要结构与外径千分尺相比较,多一个基座而没有尺架。深度千分尺主要用来测量孔和沟槽的深度及两平面间的距离。
在测微螺杆的下面连接着可换测量杆,以增加量程。测量杆有4种尺寸规格,加测量杆后的测量范围分别为0~25mm、25~50mm、50~75mm和75~100mm。深度千分尺测量工件的最高公差等级为IT10。
深度千分尺使用时的注意事项:
1)测量前,应将底板的测量面和工件被测面擦干净,并去除毛刺,被测表面应具有较小的表面粗糙度。
2)应经常校对零位是否正确,零位的校对可采用两块尺寸相同的量块组合体进行。
3)在每次更换测杆后,必须用调整量具校正其示值,如无调整量具,可用量块校正。
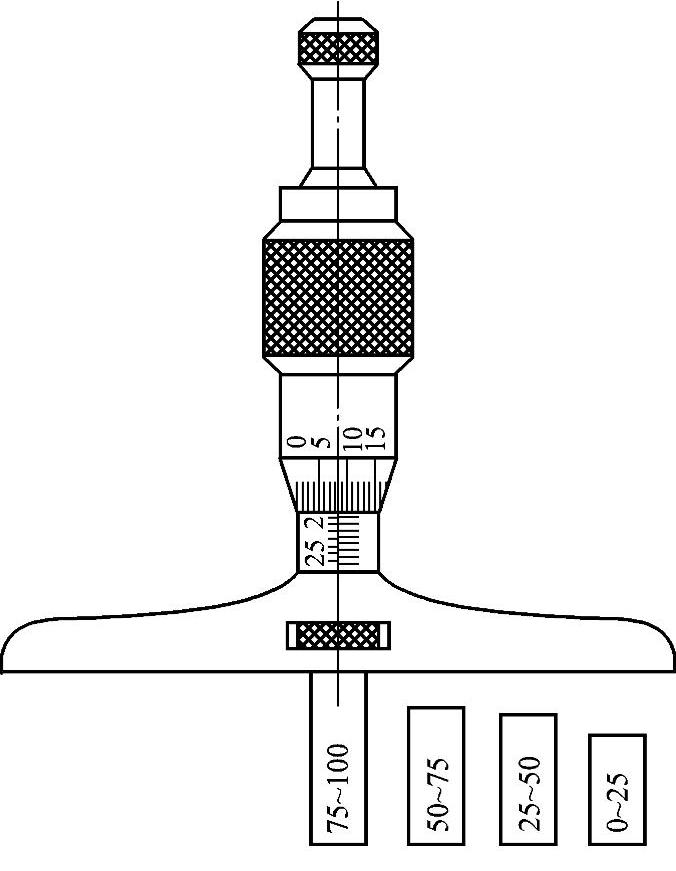
图3-37 深度千分尺的结构(https://www.xing528.com)
4)测量时,应使测量底板与被测工件表面保持紧密接触。测量杆中心轴线与被测工件的测量面保持垂直。
5)用完之后,擦拭干净,并涂油放在专用盒内保存。
(3)杠杆千分尺
1)杠杆千分尺的结构。杠杆千分尺是一种带有精密杠杆齿轮传动机构的指示式测微量具(见图3-38),它的用途与外径千分尺相同,但因其能进行相对测量,故测量效率较高,适用于较大批量、精度较高的中、小零件测量。
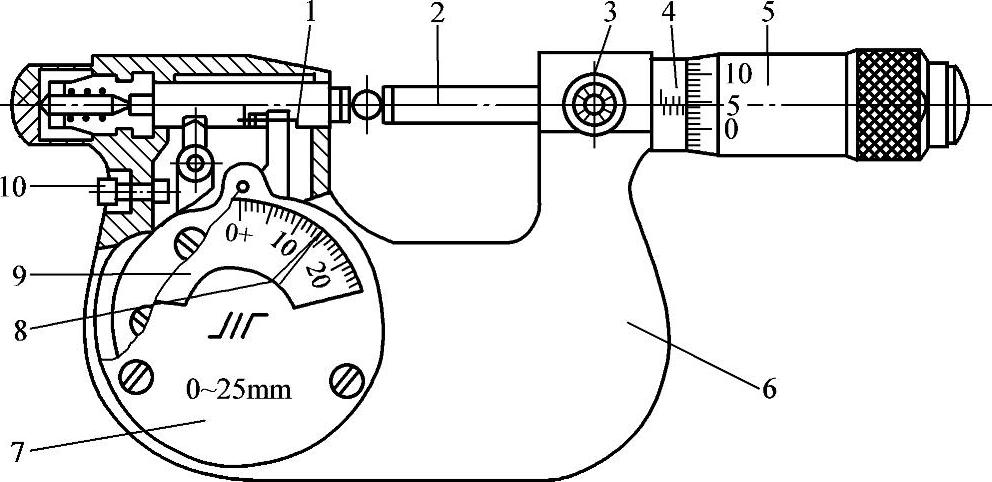
图3-38 杠杆千分尺的结构
1—测砧 2—测微螺杆 3—锁紧装置 4—固定轴套 5—微分筒 6—尺架 7—盖板 8—指针 9—刻度盘 10—按钮
杠杆千分尺与外径千分尺相似,只是尺架的刚性比外径千分尺好,可以较好地保证测量精度和测量的稳定性。其测砧可以微动调节,并当杠杆测微机构相连。被测尺寸的微小变化,可引起测砧的微小位移,此微小位移带动与之相连的杠杆偏转,从而在刻度盘中将微小位移显示出来。
2)杠杆千分尺的特点。杠杆千分尺的量程有0~25mm、25~50mm、50~75mm和75~100mm4种。其螺旋读数装置的分度值是0.01mm,而杠杆齿轮机构的表盘分度值有0.001mm和0.002mm两种,指示表的标尺范围为±0.02mm,其测量精度比外径千分尺高。若使用标准量块辅助作相对测量,还可进一步提高其测量的精度。分度值为0.001mm的杠杆千分尺,可测量的公差等级为6级;分度值为0.002mm的杠杆千分尺可测量的公差等级为7级。
3)杠杆千分尺使用时的注意事项:
①使用前应校对杠杆千分尺的零位。首先校对微分筒零位和杠杆指示表零位。0~25mm杠杆千分尺可使两测量面接触,直接进行校对;25mm以上的杠杆千分尺用0级量棒或用1级量块来校对零位。
刻度盘可调整式杠杆千分尺零位的调整,先使微分筒对准零位,针对准零刻度线即可。
刻度盘固定式杠杆千分尺零位的调整,须先调整指示表指针零位,此时若微分筒上零位不准,应按通常千分尺调整零位的方法进行调整。即将微分筒后盖打开,紧固止动器,松开微分筒后,将微分筒对准零刻线,再紧固后盖,直至零位稳定。
在上述零位调整时,均应多次拨动拨叉,示值必须稳定。
②直接测量时将工件正确置于两测量面之间,调节微分筒使指针有适当示值,并应拨动拨叉几次,示值必须稳定。此时,微分筒的读数加上表盘上的读数,即为工件的实测尺寸。
③相对测量时可用量块作标准,调整杠杆千分尺,使指针位于零位,然后紧固微分筒,在指示表上读数,比较测量可提高测量精度。
④成批测量时应按工件被测尺寸,用量块组调整杠杆千分尺示值,然后根据工件公差,转动公差带指标调节螺钉,调节公差带。
测量时只需观察指针是否在公差带范围内,即可确定工件是否合格,这种测量方法精度高并且检验效率也高。
⑤使用后,放在专用盒内保存。
4)外径千分尺使用时的注意事项:
①使用前,应将外径千分尺的工作面和工件的被测表面擦干净,不允许有任何污物,然后检查其各活动部分是否灵活可靠。在全行程内活动套管的转动要灵活,轴杆的移动要平稳,锁紧装置作用要可靠。
②使用外径千分尺时,要注意校对零位。对0~25mm的外径千分尺检查零位时,应使两测量面轻轻接触,并无露出间隙,这时微分筒上的零线应对准固定套筒上纵刻线,微分筒锥面的端面应与固定套筒零刻线相对(见图3-39)。对25mm以上的外径千分尺要用标准量棒放在测砧和测微螺杆的测量面间检查零位。如果零位不准,应及时送计量部门去校正。
③测量时,如图3-40所示,要使测微螺杆轴线与工件的被测尺寸方向一致,不要倾斜。转动微分筒,当测量面将与工件表面接触时,轻轻旋转测力装置,直到听到“咔咔”的响声后,方能进行读数,这时最好在被测件上直接读数。如果必须取下外径千分尺读数时,应用锁紧装置把测微螺杆锁住后再轻轻滑出外径千分尺。

图3-39 外径千分尺校对零位
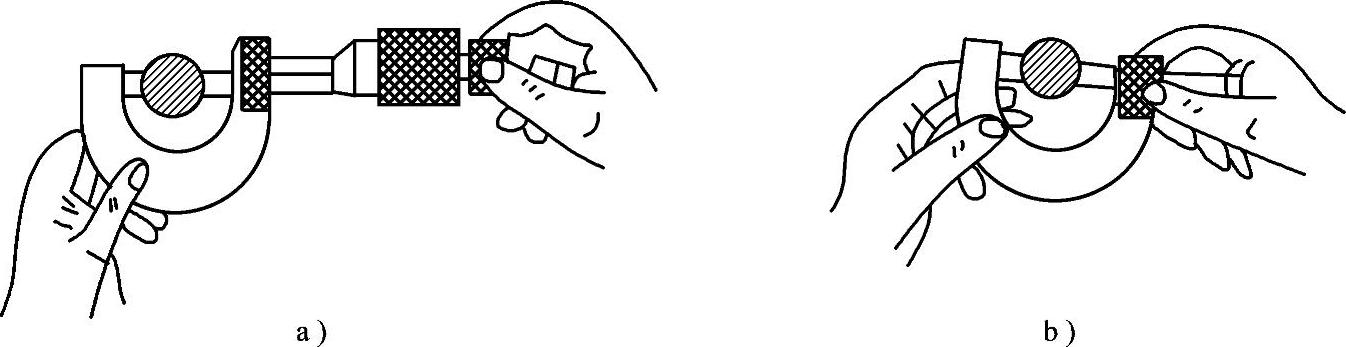
图3-40 外径千分尺使用方法
a)正确 b)错误
④严禁在毛坯工件上和正在运动着的工件上或过热的工件上进行测量,以免损坏外径千分尺的精度或影响测得的尺寸精度。
⑤在使用外径千分尺时,应用手握住隔热装置,不要直接握住尺架,以防外径千分尺与被测工件温度不一致而增大测量误差。
⑥测量时,不能使劲拧外径千分尺的微分筒。不允许手握外径千分尺的微分筒旋转晃动,以防止测微螺杆磨损或测量面互相撞击。
⑦不允许测量带有研磨剂的表面和粗糙表面。
⑧要保持外径千分尺的清洁,使用完毕后擦干净,同时还要在两测量面上涂一层防锈油并让两测量面互相离开一些,然后放在专用盒内,并保存在干燥的地方。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。