



1.刀具变化规律
采用机械手换刀时,刀库换刀位的刀具将和主轴上的刀具互换,因此,刀库刀套上所安装的刀具号将随着刀具交换的进行而不断改变。例如,当现行主轴上的刀具为T01,刀具T02安装在刀套D02上、刀具T10安装在刀套D10上时,执行如下加工程序时,其换刀动作及刀套上的刀具变化如表6-7所示。
表6-7 第1次执行O0010的动作及刀套上的刀具变化表

以上程序执行完成后,如果再次执行同样的加工程序,其换刀动作及刀套上的刀具变化将成为表6-8所示,如此类推。
表6-8 第2次执行O0010的动作及刀套上的刀具变化表

2.随机刀具表的建立(https://www.xing528.com)
由上可见,在机械手换刀的加工中心上,为了在刀库上找到所需要的刀具,需要建立一个数据表,以表明刀具在刀套上的安装位置,这一数据表称为随机刀具表。这样,换刀时便可通过刀库的旋转实现刀具预选,并保证所换的刀具正确无误。
为了便于数据输入、检查和修改,随机刀具表通常由PMC的数据寄存器D构成。为了便于PMC程序的检查和阅读,随机刀具表的数据寄存器起始值通常应选择D000。以16把刀的刀库为例,随机刀具表的典型格式如表6-9所示,为了便于PMC程序编制,随机刀具表中的数据存储格式一般应选择二进制。
表6-9 16把刀加工中心的随机刀具表
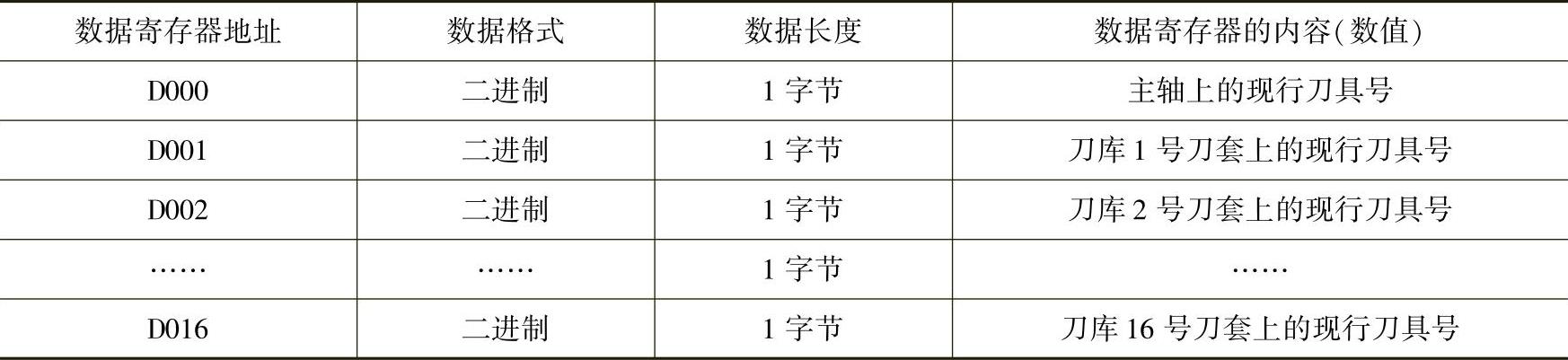
表中的数据寄存器D000代表主轴;D001~D016与刀套号一一对应,数据寄存器所存储的数值,就是安装在对应刀套上的刀具号。因此,执行换刀指令时,只需要通过PMC的二进制数据检索指令DSCHB(SUB34),将数据表中存储有T代码指定刀具号的数据存储器序号,输出到指令DSCHB(SUB34)指定的结果存储器中,这一结果存储器中的数值(数据存储器序号)实际上就是安装有该刀具的刀套号。这样,在进行刀库回转选刀控制时,只需要将该刀套回转到刀库的换刀位上,便可以完成刀具预选动作。
需要注意的是,加工程序中的T代码实际上用来指定加工所需要的刀具号,但自动换刀PMC程序所能够控制的只是刀库上用来安装刀具的刀座(刀套)位置,两者实际上是不同的概念。但是,在数控车床、无机械手直接换刀的加工中心等机床上,为了便于编程和控制,通常将加工程序中T代码和刀架、刀座号定义为相同,这样,加工程序中的刀具号(T代码)也就是刀架或刀座号,故在PMC程序中需要进行T代码的范围判别。然而,在机械手换刀的加工中心上,T代码指定的刀具可安装在刀库的任何一个刀套上,因此,加工程序中的T代码(刀具号)和刀库刀套号是不同的数值,T代码的编程范围也将不受刀库实际刀套数量的限制。
随机刀具表的数据长度决定于加工程序中的T代码编程范围。在使用2位T代码(十进制)编程的机床上,其刀号范围为T1~T99,故数据长度只需要定义为1字节;在复杂机床或柔性生产线上,由于刀具众多,其数据长度也可根据实际需要定义为2字节或4字节,这时,加工程序可使用4位或8位十进制T代码进行编程,其加工程序中的刀号范围可扩大至T1~T9999或T1~T99999999。
机床首次安装刀具或进行刀具重新安装时,需要进行随机刀具表的输入与编辑。随机刀具表的输入与编辑可直接通过CNC的MDI/LCD面板,在PMC的参数设定【PMC PRM】页面进行。建立数据表时首先需要设定PMC的数据表控制参数【G.CONT】,进行数据组的数据格式、长度、数量的定义;在此基础上,再利用数据存储器输入页面【G.DATA】,输入各数据存储器的内容。
有关PMC数据存储器设定的更多内容,可参见本书作者编写的《FANUC-0iD编程与操作》(机械工业出版社,2013年5月)一书。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。