



焊接工艺规程是否合理,直接关系到生产组织能否正常运行。制订的工艺规程,既要保证焊接生产质量达到产品图样的各项技术要求,又要有较高的劳动生产率,保证在用户的规定期限内交工,同时还要减少人力、物力等方面的消耗,节约资金。焊接工艺规程编制过程要严谨、细致,其步骤如下:
1.准备工作
1)汇集所需的各种原始资料,做到心中有数。
2)分析研究生产纲领,根据生产类型确定生产工艺的水平。
3)研究产品的特点、技术要求和验收标准。
4)掌握国内外同类产品生产现状及先进的工艺。
2.产品的工艺过程分析
产品的工艺过程分析是指对整个焊接产品的结构、材料、加工方法和技术要求进行研究,提出问题并解决问题的过程。通过对产品结构技术要求的分析,寻求产品从原材料到成品的制造过程中所用的工艺方法,预见可能出现的技术难题并加以研究。
3.拟定工艺路线
拟定工艺路线是把组成产品的零、部件的加工顺序排列出来的过程。它是在工艺分析的基础上完成的,是编制焊接工艺规程的总体构思和布局。拟定工艺路线要完成以下内容:
(1)加工方法的确定 包括备料、成形、装配、焊接、矫正、检验等方法。选择加工方法一定要考虑到企业现有有加工能力和产品生产类型的性质。
(2)加工顺序的确定 合理地安排加工顺序能减少不必要的运输、存储工作,同时能使各个工序衔接紧凑,提高生产效率。这里尤其要注意装配焊接顺序的确定,零、部件的装配焊接和最后的总装顺序不同,结构的残余应力和变形是不一样的,因此对产品的尺寸、加工质量有很大影响。
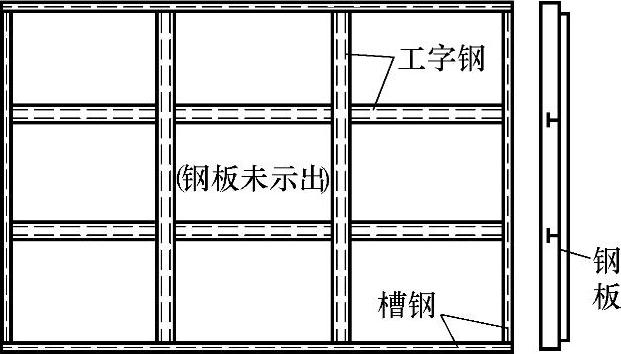
图4-37 框架结构
(3)加工设备和工装的确定 根据加工方法选择合适的加工设备和工装。拟定工艺路线和工艺过程分析的关系十分密切,拟定工艺路线的过程就是产品生产方案论证、确定的过程。产品的工艺路线并不是唯一的,要对不同的工艺路线进行分析,确定最合理的、最经济的工艺路线。在拟定工艺路线时,从粗略到详细,最后经过试验或试生产确定最佳方案。图4-37为某一框架结构,图4-38为其生产工艺流程图。设计人员、生产人员、技术人员要对其进行试生产,找出不妥之处加以改进,确定最后的工艺路线,用来填写工艺文件,指导生产。(https://www.xing528.com)

图4-38 框架结构的生产工艺流程图
最佳的工艺路线如下:
1)在保证产品质量的前提下,工艺路线最短,工序少,采用了较为先进的设备和方法,生产率高。
2)设备的利用率高,消耗的材料少,材料的利用率高。
3)在产品制造过程中,生产路线应符合车间的布置,零、部件无折返现象。
4)生产中要保证安全,工人劳动强度低,劳动条件好。
5)工艺路线应符合工厂的条件,产品能顺利地制造出来巨经济效益可观。
4.填写焊接工艺规程
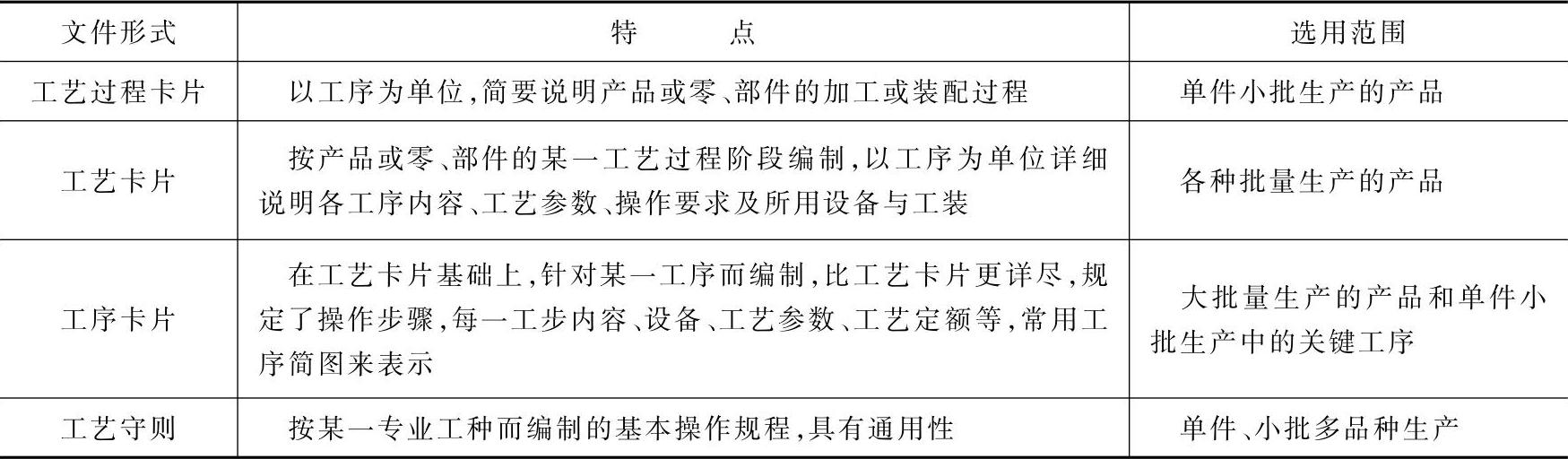
拟定的工艺路线经审查确定后,就要填写工艺文件。工艺文件是生产活动中所遵循的规律和依据,工艺文件有多种形式,如产品零部件明细栏、工艺流程图等。焊接工艺规程是一种重要工艺文件形式,它反映了设计的基本内容。常用的焊接工艺规程有工艺过程卡片、工艺卡片、工序卡片、工艺守则等,见表4-29。
表4-29 工艺规程常用的文件形式
为了标准化,便于企业管理和便于工人使用,文件应用统一的格式,JB/T 9165.2—1998《工艺规程格式》规定了30多种文件的格式,无特殊要求的都应采用。这里只介绍工艺规程表头及表尾(见表4-30)、焊接工艺卡片(见表4-31)、装配工艺过程卡片(见表4-32)、装配工序卡(见表4-33)和工艺守则(见表4-34)等的格式。
有一些行业因产品制造工艺复杂或有特殊要求,统一格式难以表达时,可以在行业范围内或本企业内部建立统一格式,限在本行业或企业范围内使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。