



1)对主轴1输入这些参数,如图4-2所示。
接下来将详细讲解这些设置。首先,我们编程使用直径尺寸。勾选“起始毛坯”表示主轴上已经存在有一个毛坯。勾选“预载”意味着机床已经加载毛坯。这样就不需要再执行毛坯加载命令。
毛坯对话框有许多很重要的信息。包括我们定义了主轴1上的毛坯直径为2in以及这个工件长为3.2in。我们还指定了伸出长度为3.5in。这意味着还有0.3in长的棒料伸出了主轴。当我们移动棒料来进行下一个编程时,大约是3.2in,这取决于切断刀的宽度。
虽然上面设置的尺寸会出现毛坯脱离了主轴断面的情况,但我们应该记住,这些值设置的是毛坯的显示大小,不是实际的毛坯尺寸,这些值包括了零件及一些余量。额外的0.3in可以添加到Z值,但在大多数时间是没必要的。
自动余隙和刀具交换位置不是我们首要关注的,我们只关注产品,而不是定义机床参数。用户可以保留其默认值,或输入以下值。
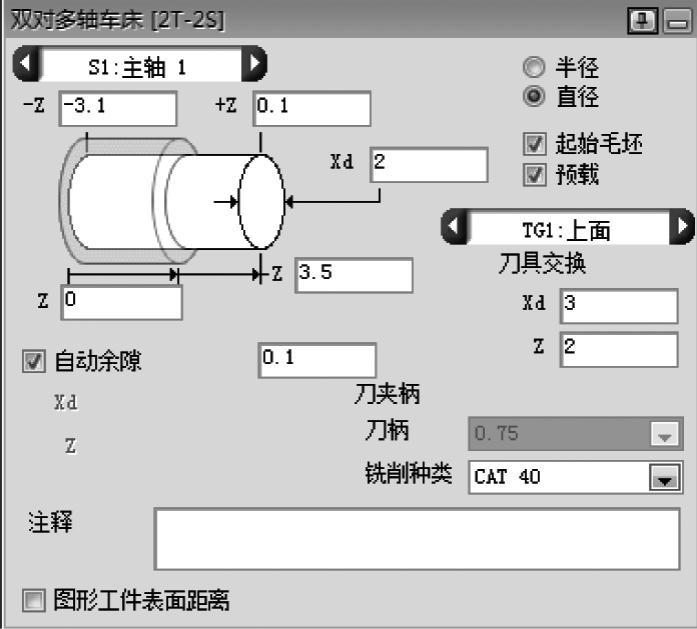
图4-2 主轴1参数设置
2)左键单击主轴选择按钮 来变为主轴2的对话框。
来变为主轴2的对话框。
主轴2的对话框应该显示与主轴1的初始设置一样。如果用户同一时间对不同主轴的多个零件进行切削,这是非常方便的。这将需要改变,以便正确反映零件从主轴1转移后的情况。
3)对主轴2输入以下参数,如图4-3所示。
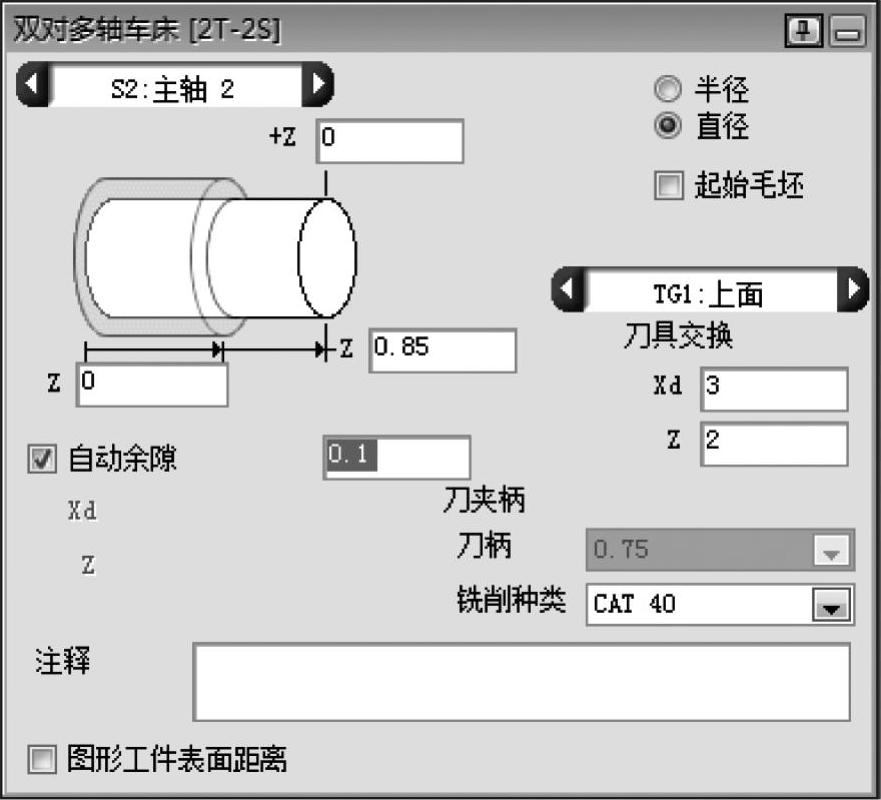
图4-3 主轴2参数设置
我们再次来详细讲解这些设置。半径和直径单选按钮仍然可用。用户可以改变这个设置,但是得注意,所有的主轴将使用相同的测量系统来编程。
主轴2上面的初始毛坯未勾选。这表示当前主轴上没有毛坯,并在某个时候从主轴1转移过来。因为没有初始毛坯,预载框是没必要的。
当初始毛坯未勾选时,毛坯对话框会发生大的变化。+Z和-Z的文本框由于不再需要将被删除。剩下的值定义毛坯从主轴上伸出多少,这部分设置需要加以考虑。
当前情况下,我们指定零件从主轴2伸出0.85in,零件总长度应该是3.0in。假如在主轴1预留了0.1来切断,这表示主轴2夹持的位置为-2.15in,这个信息对于零件转移是非常重要的。
有时候我们会在加工后再来修正这些设置。
在剩下的数据中,刀具交换及自动余隙暂时跳过。至于“图形工件表面距离”,我们下一步再进行设置。(https://www.xing528.com)
4)关闭文件对话框,用户可以在工作区看到所有主轴。
可以看到两个主轴,主轴之间的距离由MDD指定。这个距离可以使用“图形工件表面距离”来进行修改,如图4-4所示。
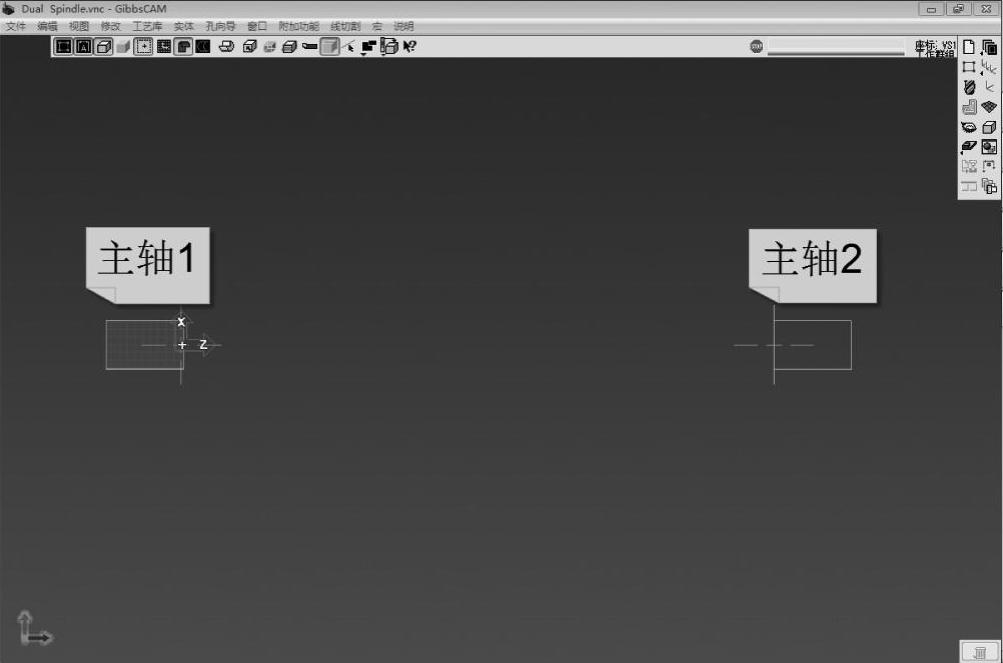
图4-4 两主轴间距离
5)在文件对话框,勾选“图形工件表面距离”,输入图4-5所示数值。

图4-5 工件表面距离
现在,主轴在屏幕上显示的距离比较小,更方便我们工作。这个功能仅仅只对显示有效。主轴之间的实际距离是一个固定值,由用户的机床来决定,由MDD来控制,如图4-6所示。
当零件被创建后,系统自动对每个主轴生成四个坐标系统。如果用户有车床和多任务加工机床,系统将对每一个主轴创建一个ZX坐标系统。注意:ZX平面的负方向总是靠近主轴端面,如图4-7所示。
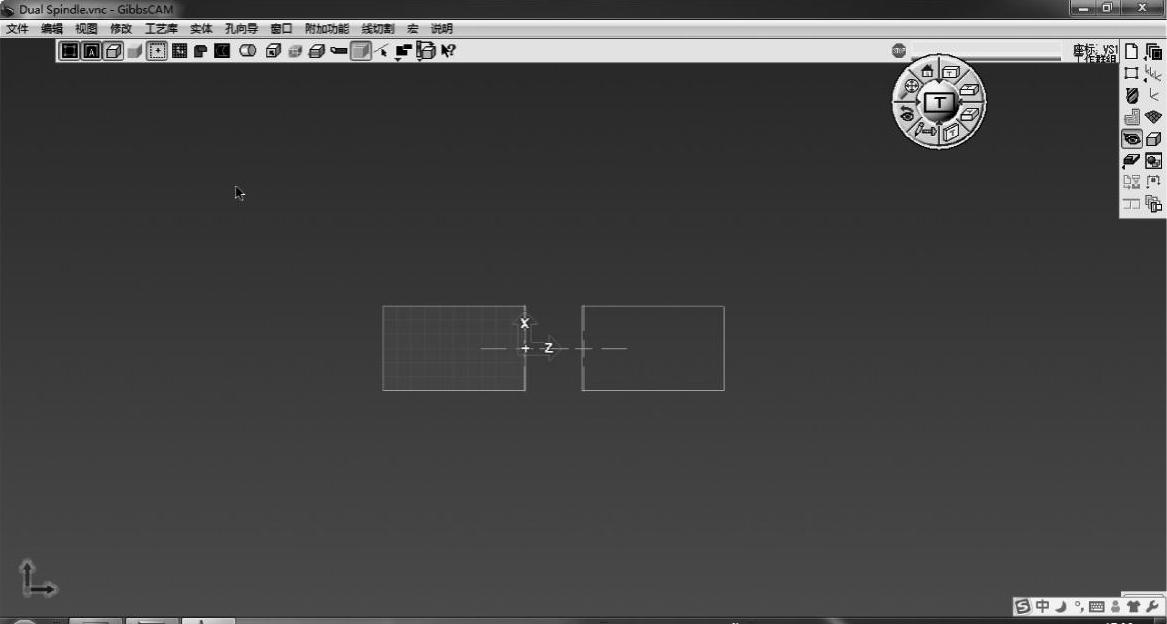
图4-6 更改距离后界面显示
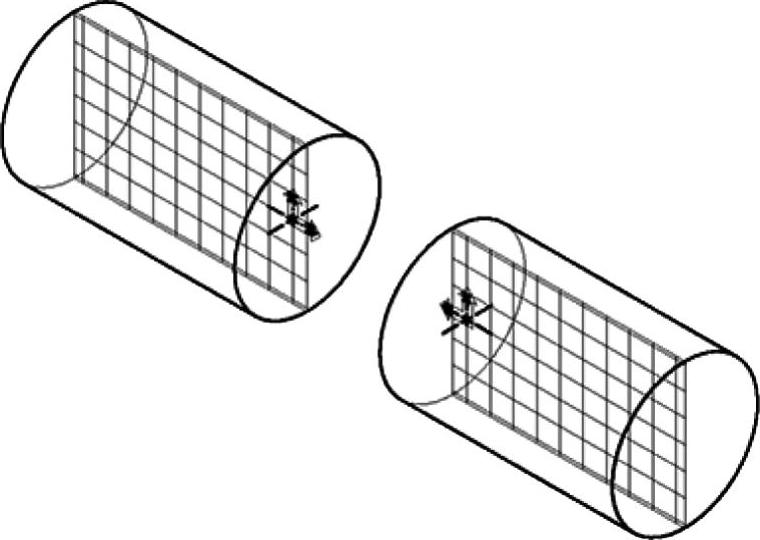
图4-7 负方向为靠近主轴端面
如果用户有车铣复合和多任务加工机床,系统会产生四个坐标系统——ZX、XY、HY(与XY的Z值反向的坐标)及YZ。XY、HY和YZ坐标如图4-8所示。
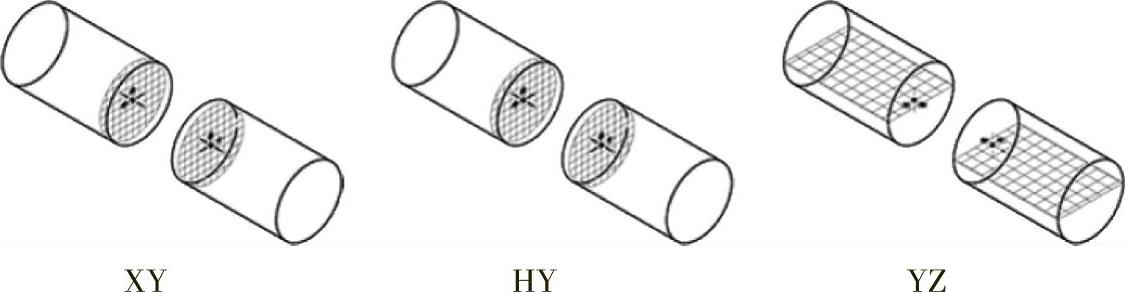
图4-8 系统自动产生的坐标系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。