



1.熔接痕的形成
熔接痕(也称熔合纹)是指注射成型制品上经常出现的一种线状痕迹,是注射成型过程中两股料流的汇集处。当制品成型时采用多浇口或有孔、嵌件及制品厚度不均匀时,容易形成熔接痕。熔接痕的存在使制品的力学性能变差,对制品冲击强度的影响最为明显。
2.熔接痕的种类
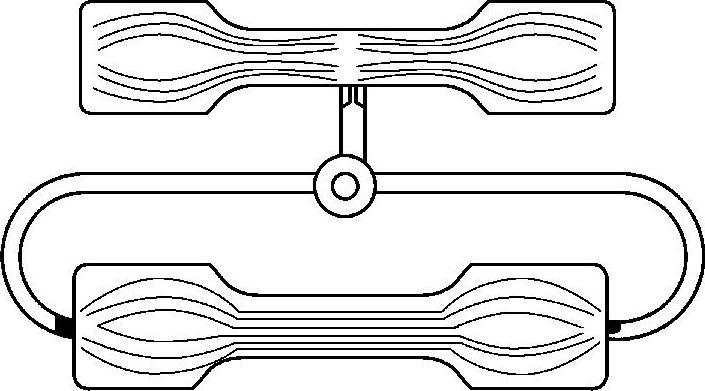
图7-2 测定熔接痕强度用的哑铃形试样的浇口位置
上—早期熔接痕浇口位置 下—晚期熔接痕浇口位置
最常见的熔接痕有两种:一种是在充模开始时形成的,称为早期熔接痕;另一种是在充模终止时形成的,称为晚期熔接痕。如图7-2所示为产生两种熔接痕浇口的位置。当两个浇口沿轴向配置在哑铃形试样两端时,形成的熔接痕为晚期熔接痕。当两个浇口沿垂直于哑铃轴线的方向并排配置时,导致的熔接痕为早期熔接痕。晚期熔接痕的接缝强度随注射温度的提高而急剧增大,早期熔接痕强度只能决定于熔接痕的存在情况和取向程度,很难用改进工艺条件的方法得以提高。
3.熔接强度
注射成型制品在受到外力作用时,常在熔接痕处发生破坏,这是由于料流熔接处的力学强度低于其他部位的缘故。力学强度降低的原因是料流在经过一段流程后,其温度有所降低,当两股料流汇合时,相互熔合性变差了;结晶型塑料在熔接处不能形成完全结晶;在两股料流间夹杂了气体或杂质,使接触面积减小,导致熔接强度下降。(https://www.xing528.com)
4.控制熔接强度的措施
对于可能产生熔接痕的制品来说,提高熔接强度的措施如下:
(1)提高熔体温度和模具温度 由于低温熔体的料流汇合性能较差,易形成熔接痕。因此适当提高机筒温度、喷嘴温度及模具温度,有利于提高熔接强度。
(2)提高注射压力 有利于熔体克服流道阻力,并使熔体在高压下熔合,增加了熔接处的密度,使熔接强度提高。
(3)提高注射速率 注射速率的提高,将减少熔体汇合前的流动时间,热耗减少,并加强了剪切生热,使熔体温度回升,从而提高了熔接强度。尤其是对剪切敏感的塑料材料,提高注射速率更有利于提高熔接强度。
(4)进行热处理 注射成型制品经热处理后,有利于释放成型过程中在料流熔接处形成的内应力,使熔接强度提高。
(5)其他方面 除成型工艺参数外,制品厚度的增加、脱模剂的正确使用、模具的排气良好、原料的充分干燥以及金属嵌件的预热等,都有利于提高熔接强度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。