



1.算法的设计
(1)本实例是孔口倒45°角的宏程序应用实例,孔口斜角可以看做无数个半径不同的圆组成的图形集合,因此,孔口倒45°角可以采用圆的参数方程或圆的解析方程建立数学模型,根据数学模型找出刀路轨迹之间的规律,并采用宏程序编制加工的程序代码。
(2)根据孔口X、Z方向的值和孔口倒45°角的半径值,并依据圆方程来建立的数学模型如图7-14所示。
孔口倒45°角的编程思路为:Z轴下降至铣削第1个铣削深度,然后铣削一个整圆,Z轴下降至下一层的铣削深度,再次铣削一个整圆,每一层铣削圆的半径大小都是不相同的,它们根据一定的规律变化。
(3)孔口倒45°角宏程序代码的编制,关键要计算任意高度对应铣削的圆半径,可以通过以下办法来计算任意高度对应的圆半径,以及选用有效的变量:
1)根据图7-14所示建立的数学模型,利用三角函数关系计算出孔口倒斜角的X值与Z向深度的函数关系表达式。
2)设置#100号变量,控制倒角的角度,在本实例中#100=45为恒定的角度值,对于不同角度的倒角,该变量应该赋予不同的值。
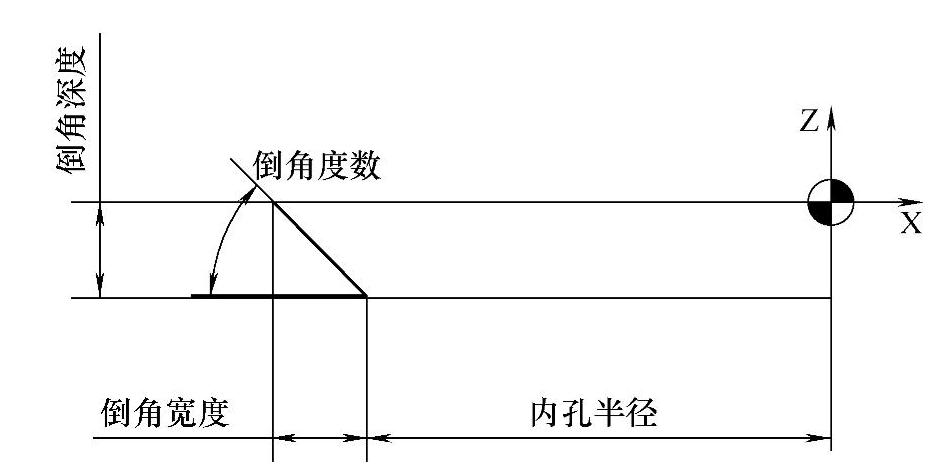
图7-14 孔口倒45°角的数学模型示意图
3)设置#101号变量,控制倒角的深度,并作为自变量和最终结束循环过程的判定条件。
4)设置#102号变量,控制和倒角深度#101变量对应的铣削一层的圆半径大小,#102号变量的值随着#101号变量的值而变化,作为表达式的因变量。
5)设置#103号变量,控制步距变量的大小,步距变化的大小和加工表面的质量和加工效率相关,在实际加工中需要酌情赋值。
6)在铣削孔口倒45°角加工中,需要采用表达式表示#101号变量和#102号变量之间的关系,由三角正切函数可知:#101/#102=TAN[#100],得出#102=#101/TAN[#100],通过循环语句#101=#101+#103以及条件判断语句IF[#101LE5]GOTOn来实现整个孔口倒45°角的循环加工过程。
2.程序流程框图设计
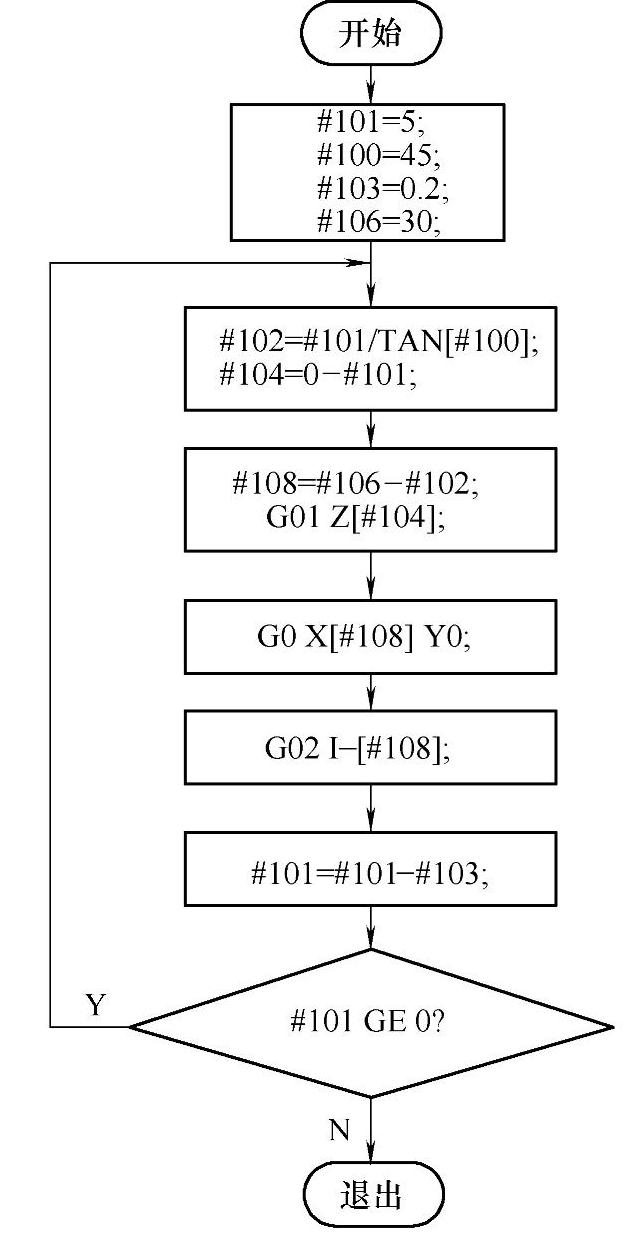
根据以上算法设计和分析,规划孔口倒45°角的刀路轨迹如图7-15所示,采用“自下而上”铣削模式铣削倒45°角的程序设计流程框图如图7-16所示。
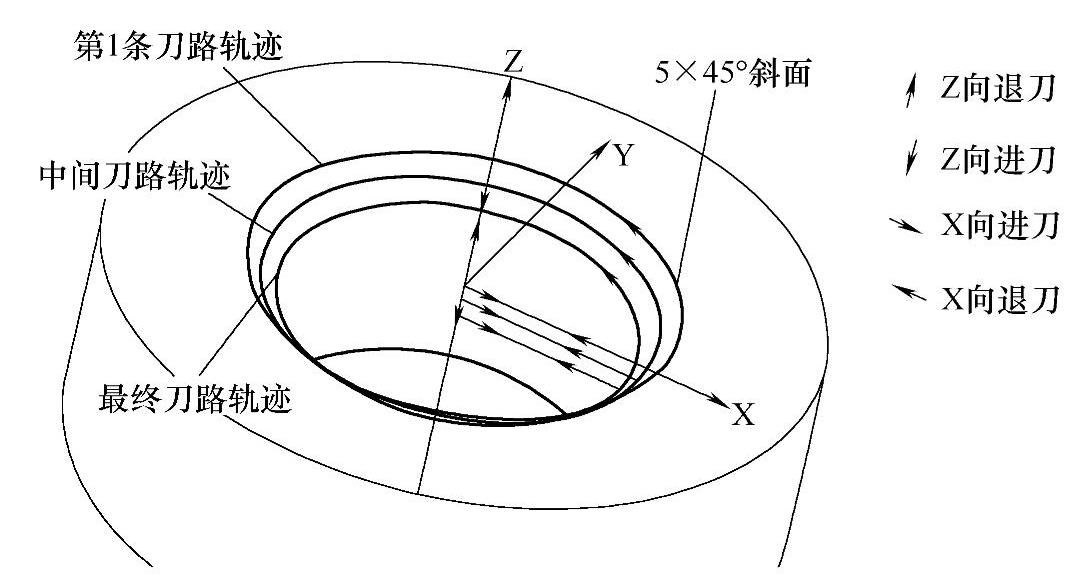
图7-15 孔口倒斜角的刀路轨迹示意图
 (https://www.xing528.com)
(https://www.xing528.com)
图7-16 采用“自下而上”铣削模式铣削倒45°角程序设计流程框图
3.根据算法以及流程框图编写加工的宏程序代码
程序1:采用“自下而上”铣削模式和绝对值方式编程加工孔口倒45°角的宏程序代码
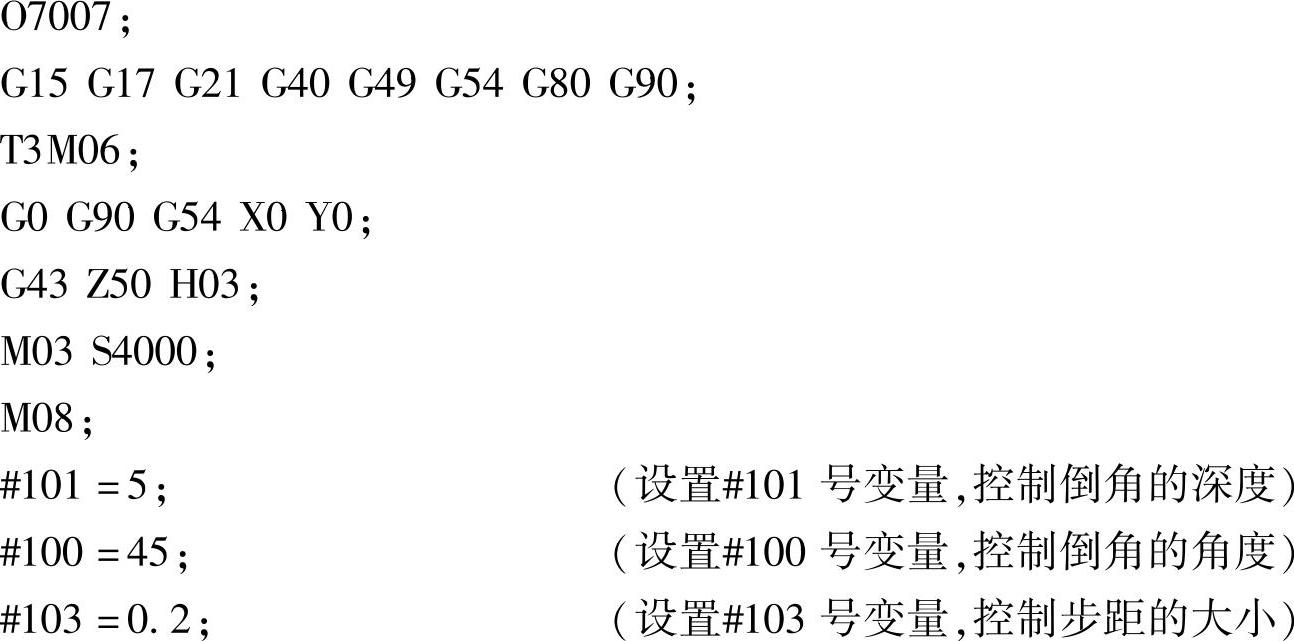
实例7-3 程序1编程要点提示:
(1)程序O7007是孔口倒45°角的宏程序,孔口倒斜角是孔加工零件最为常见的加工型面,在实际加工中一般选择45°倒角刀结合钻孔循环指令进行加工,45°倒角刀属于常规刀具,采用45°倒角刀进行孔口加工,有利于提高加工的效率。
在实际加工中,如果孔口倒角的度数不是45°倒角,倒角宽度和深度不对称时,就需要重新定制成形刀具,因此本实例的编程思路和算法,在实际加工中具有参考价值。
(2)程序O7007是采用“自下而上”铣削模式铣削孔口倒45°角的宏程序,其编程关键在于需要计算每层铣削深度对应的圆半径值,因此,根据图7-14所示建立的数学模型,利用三角函数关系找出铣削深度Z和铣削圆半径之间的关系表达式,然后分层铣削不同深度、不同半径的圆,这些不同深度对应不同半径大小的圆集合就组成了孔口斜角型面。
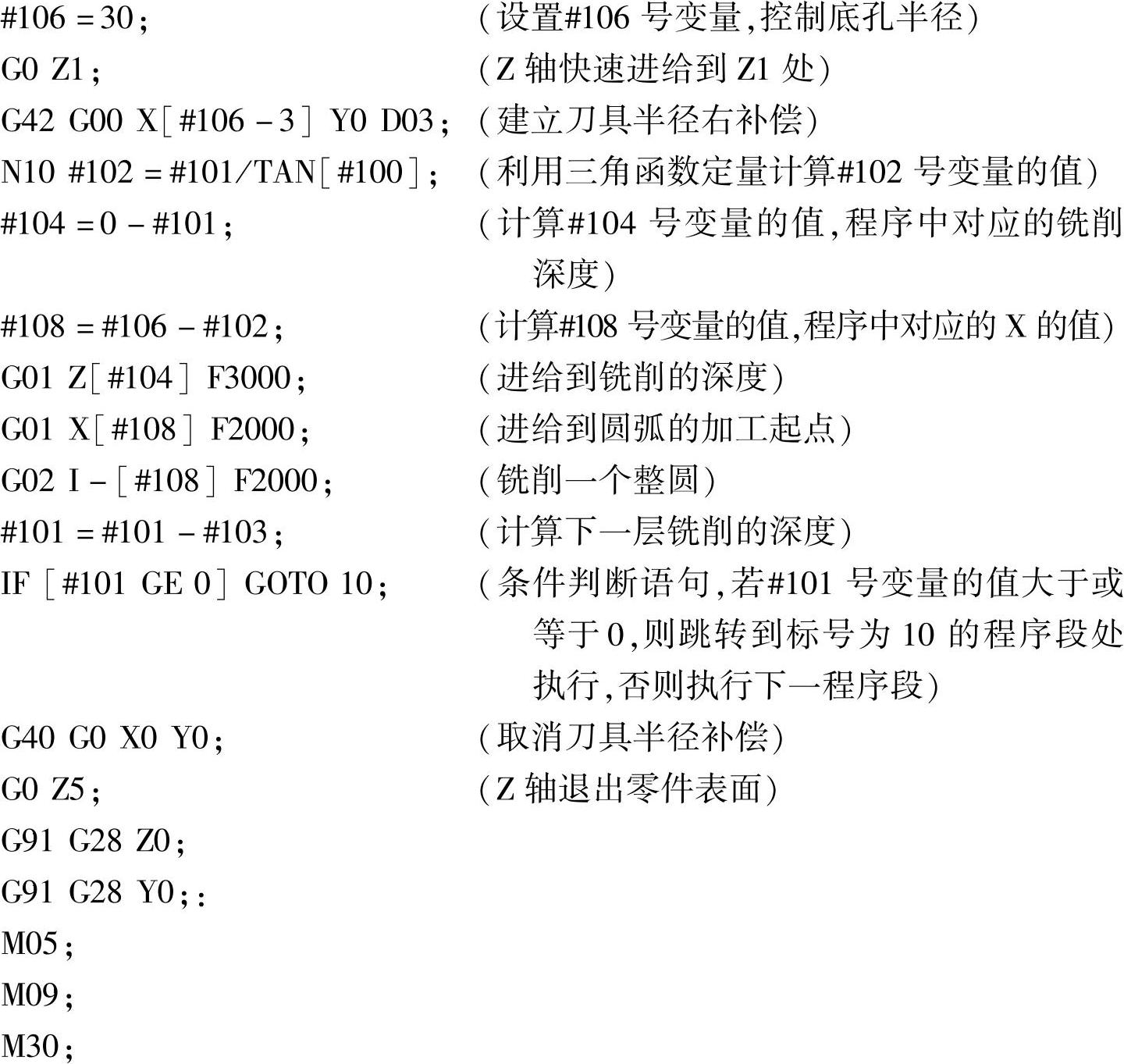
(3)采用“自下而上”铣削模式进行孔口斜角的铣削加工时需要注意Z向的表达式,参见程序巾的语句#104=0-#101、G01 Z[#104]F300。
(4)由于孑L口倒450角和孔口倒圆角在宏程序代码的编程思路和算法具有较大的相同之处,可以参考实例7-2编程要点提示部分。
程序2:采用“自下而上”铣削模式和增量方式编程加工孔口倒45°角的宏程序代码
实例7-3 程序2编程要点提示:
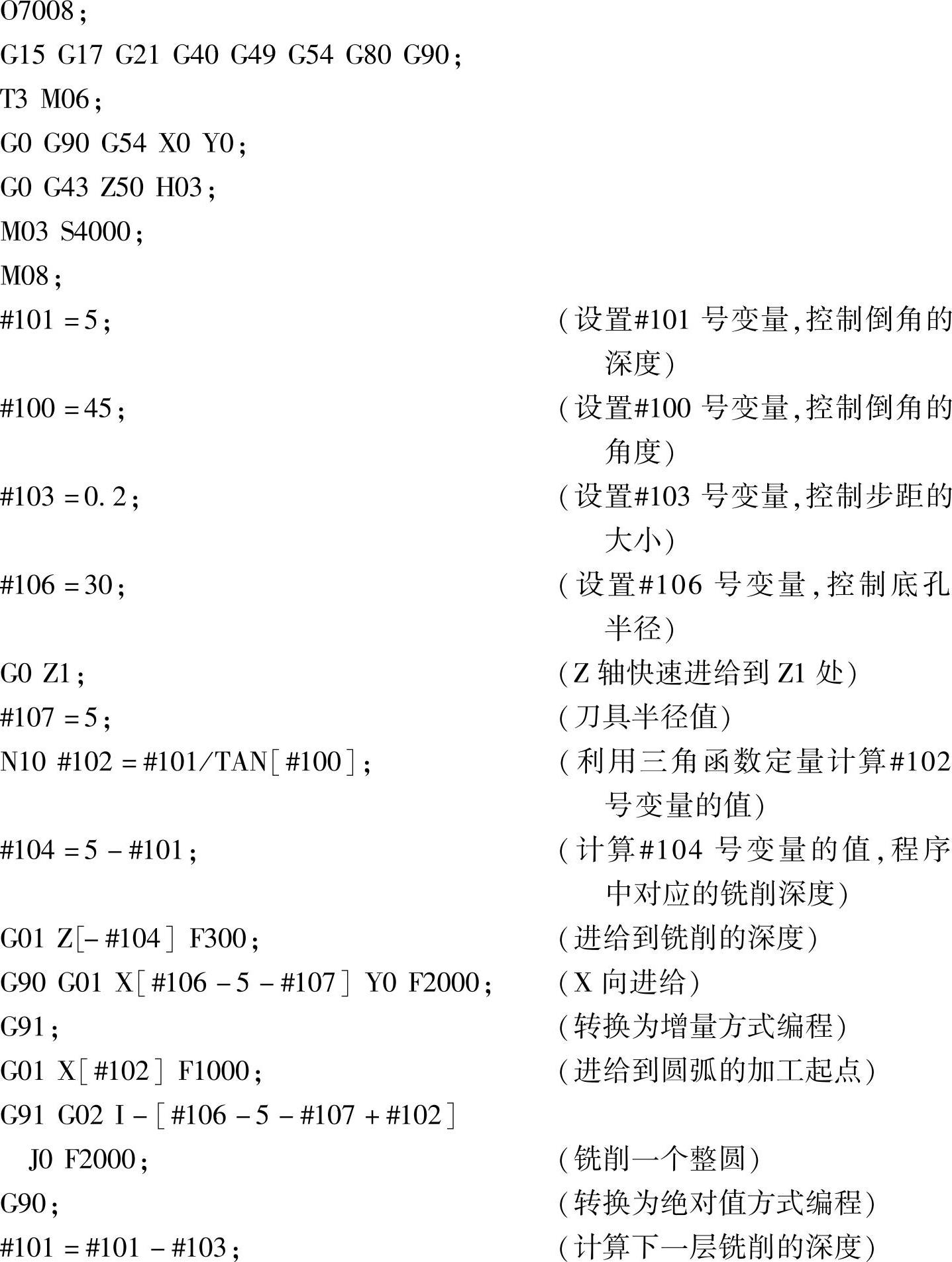
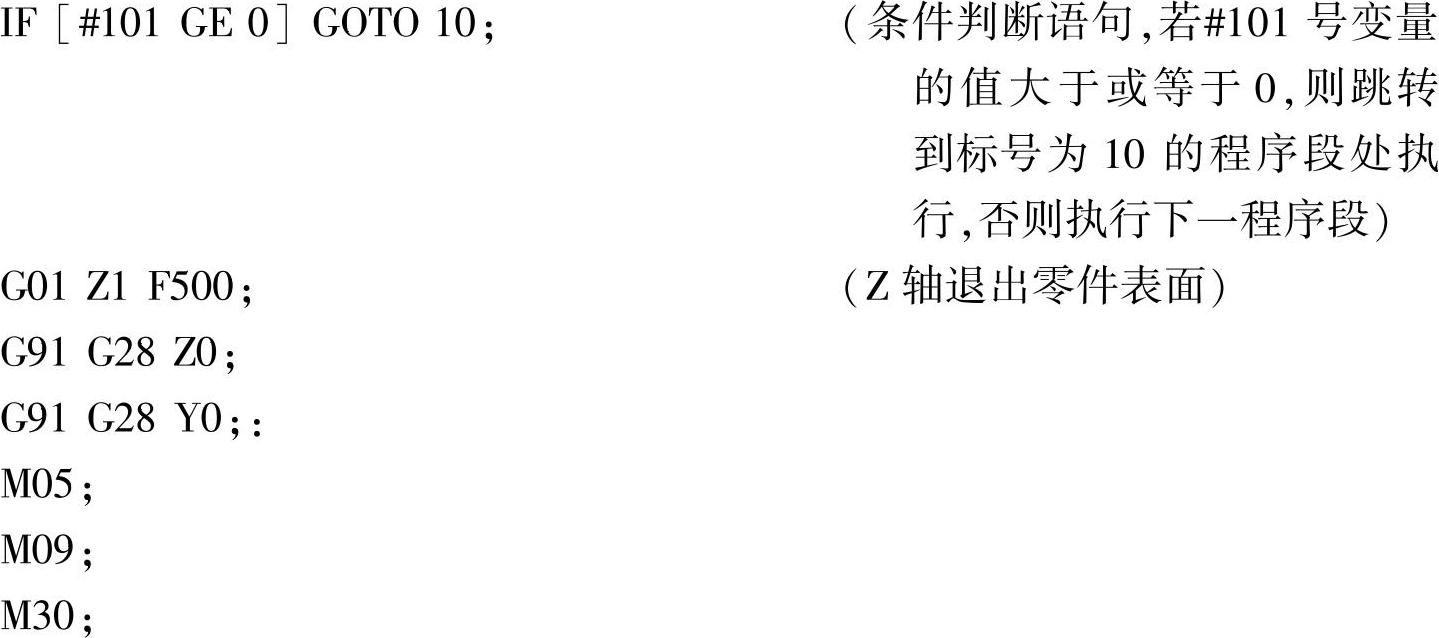
(1)程序O7008是采用“自下而上”铣削模式铣削孔口倒45°角的宏程序代码,和程序O7007区别在于:程序O7007是采用刀具半径补偿和绝对值方式编写的宏程序代码,而程序O7008是采用刀心编程和增量方式编写的宏程序代码。
(2)程序O7008中的语句:G90 G01 X[#106-5-#107]Y0 F2000、G91G02I-[#106-5-#107+#102]J0 F2000,前面已作叙述,在此不再赘述。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。