



壁部呈台阶的阶梯形拉深件,其变形特点与圆筒形件的拉深基本相同。但由于其形状相对复杂和多样,不能用统一的方法来确定工序次数和工艺程序,现介绍几种典型情况。
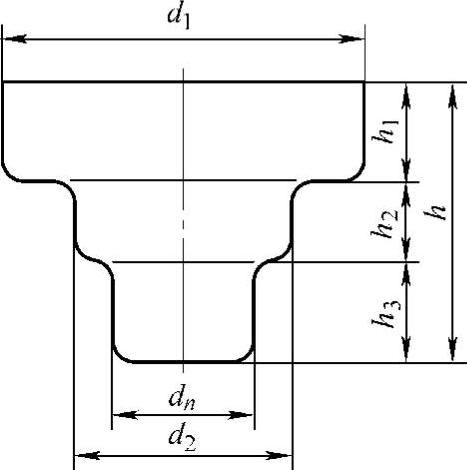
1)对于大、小直径差值小,高度又不大,台阶只有2~3个的工件,一般可以一次拉成;高度较大,阶梯较多,能否一次拉成,可用式(3-72)来校验。

式中 my——阶梯形件的假想拉深系数;
D——毛坯直径(mm);
h——阶梯形件高度(mm)。
其余符号如图3-136所示。
my与圆筒形件的第一次极限拉深系数比较,如果my﹥m1,可以一次拉出;否则,要采用两次或多次拉深。
或者,根据零件的高度与其最小阶梯筒部的直径之比h/dn来近似判断,若h/dn小于相应圆筒形件第一次拉深所允许的相对高度(由表3-44查得),则可以一次拉出;否则,要采用两次或多次拉深。
2)若任意两个相邻阶梯的直径比d2/d1、d3/d2、…、dn/dn-1均大于或等于相应的圆筒形件的极限拉深系数(见表3-37),则先从大的阶梯拉起,每次拉深一个阶梯,逐一拉深到最小的阶梯,如图3-137所示。此时阶梯数也就是拉深次数。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-136 阶梯形拉深件图
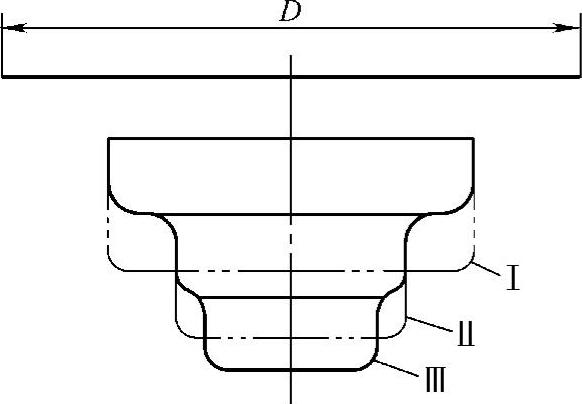
图3-137 由大阶梯到小阶梯(Ⅰ、Ⅱ、Ⅲ为拉深顺序)
3)若某相邻两阶梯直径di/di-1之比小于相应的圆筒形件的极限拉深系数,在这个阶梯成形时应按有凸缘圆筒形件的拉深进行,先拉小直径di,再拉大直径di-1,即由小阶梯拉深到大阶梯,如图3-138所示。图中d2/d1小于相应的圆筒形件的极限拉深系数,故在d2先拉成以后,再用工序V拉出d1。
4)若最小阶梯直径dn过小,即dn/dn-1过小,hn又不大时,最小阶梯可用胀形法得到。
5)若阶梯形件较浅,且每个阶梯的高度又不大,但相邻阶梯直径相差又较大而不能一次拉出时,可先拉成圆形或带有大圆角的筒形,最后通过整形得到所需零件,如图3-139所示。
6)若拉深大、小直径差值大,阶梯部分带锥形的零件时,先拉深出大直径,再在拉深小直径的过程中拉出侧壁锥形。
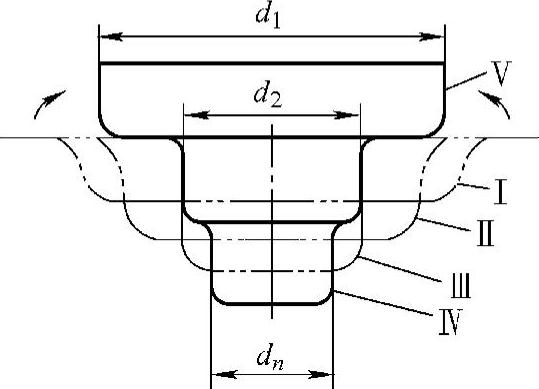
图3-138 由小阶梯到大阶梯(Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ为拉深顺序)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。