



用平板毛坯和拉深半成品坯件进行拉深获取拉深成品零件,有多种不同的拉深工艺方法。
1.按拉深前后料厚变化分类
(1)不变薄拉深 拉深用毛坯料厚与拉深所获零件厚度相等,或局部有较小的波动,但平均料厚基本不变,称之为不变薄拉深。因为这种拉深工艺应用极广,故通常所说的拉深,就指的不变薄拉深。
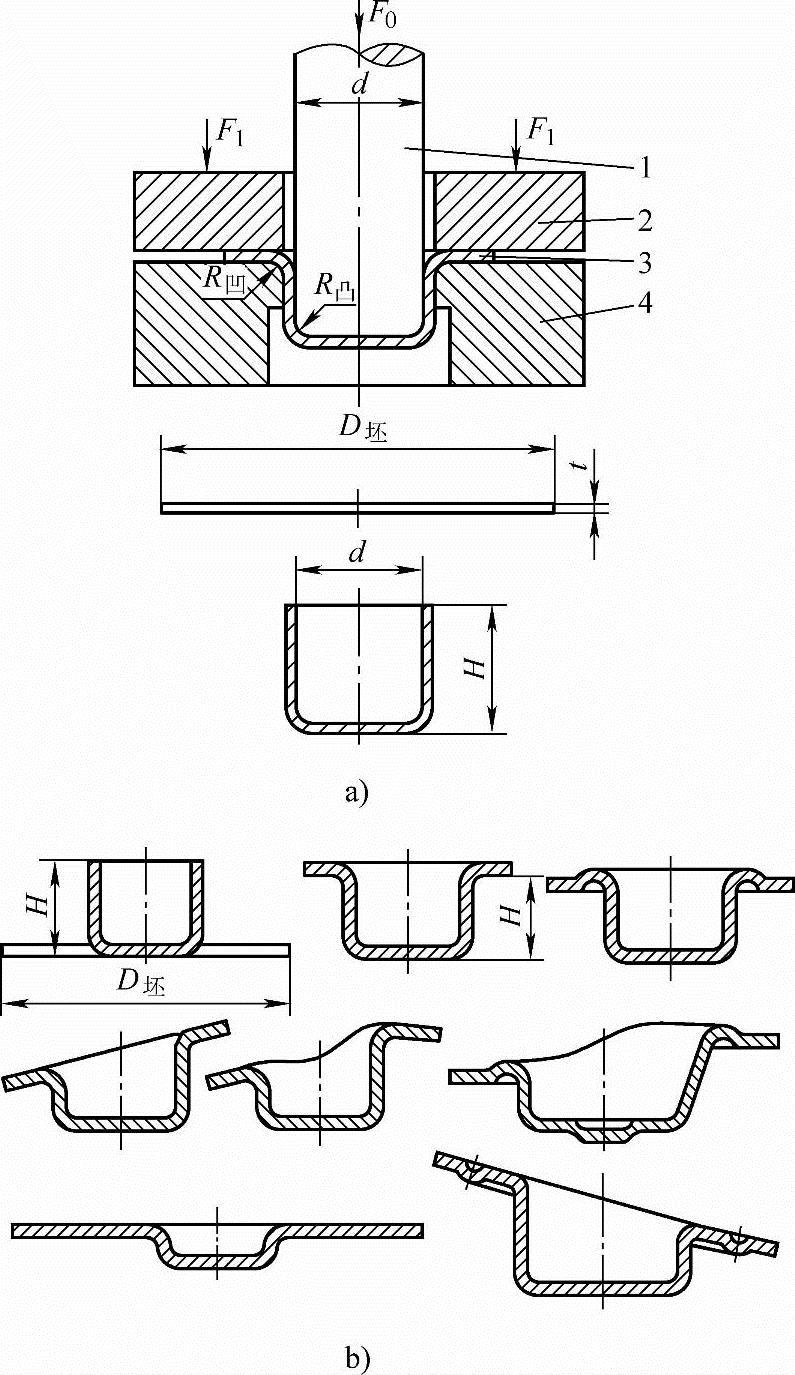
图6-1 拉深过程及圆筒拉深件
a)拉深过程 b)各种形状的圆筒拉深件 1—凸模 2—压边圈 3—毛坯 4—凹模
(2)变薄拉深 毛坯料厚经拉深后按设定值变薄。用小于拉深毛坯壁厚的拉深间隙,对毛坯施以强大压力,强力拉深,使其壁厚减薄,见图6-2a。这种拉深工艺类型虽然在实际生产中,没有不变薄拉深应用广泛,而且绝大多数仅用于直壁圆筒形零件生产。但其使用的变薄拉深方法较多,除用普通钢模在普通压力机进行拉深外,还可用如图6-2d、e所示不同结构的模具,在钻床上进行旋转变薄拉深,见图6-2d;也可在普通车床上进行旋压变薄拉深,通称“赶形”,见图6-2e。
2.按拉深方向分类
在平毛坯首次拉深之后的各次拉深中,可能出现以下三种情况:
1)按首次拉深方向,即拉深凸模由坯件上部向下,顺着上一次拉深凸模对坯件的拉深方向继续拉深,称为正拉深。
2)与上一次拉深凸模的拉深方向相反,由坯件底部外表从下向上反向拉深,称为反拉深。反拉深将坯件外表面内翻,原有外表的擦伤、划痕都翻为内面,不影响外观。由于反拉深坯料与凹模接触面比正拉深大,材料流动阻力大,比正拉深相同工件的拉深力大20%左右。有些形状特殊的拉深件,如具有双重侧壁、底部凹入的以及口部有双层凸缘的拉深件等,用正拉深难度大,见图6-3c,用反拉深则十分方便。
3)同一拉深零件的同一工位上,在同一行程中实施正、反拉深。
3.按拉深工艺方法分类
迄今已知的板料拉深工艺中,除用于成批与大量生产的常规拉深工艺外,还有一些适用于单件小批生产的拉深工艺以及一些新的拉深工艺技术,尽管多数还未进入推广应用阶段,但已显示出巨大的优越性和推广应用的广阔前景。(https://www.xing528.com)
(1)传统的常规拉深工艺 对成批与大量生产的中小型拉深件,使用普通全钢拉深模、普通压力机与双动拉深压力机进行分序多模拉深。
(2)带料的连续拉深工艺 对于小型拉深件,采用多工位连续复合模连续拉深一模成形。通常采用带料或卷料进行连续生产。该工艺也属于常规拉深工艺的一种,有整带料连续拉深和用工艺切口连续拉深两种方法。
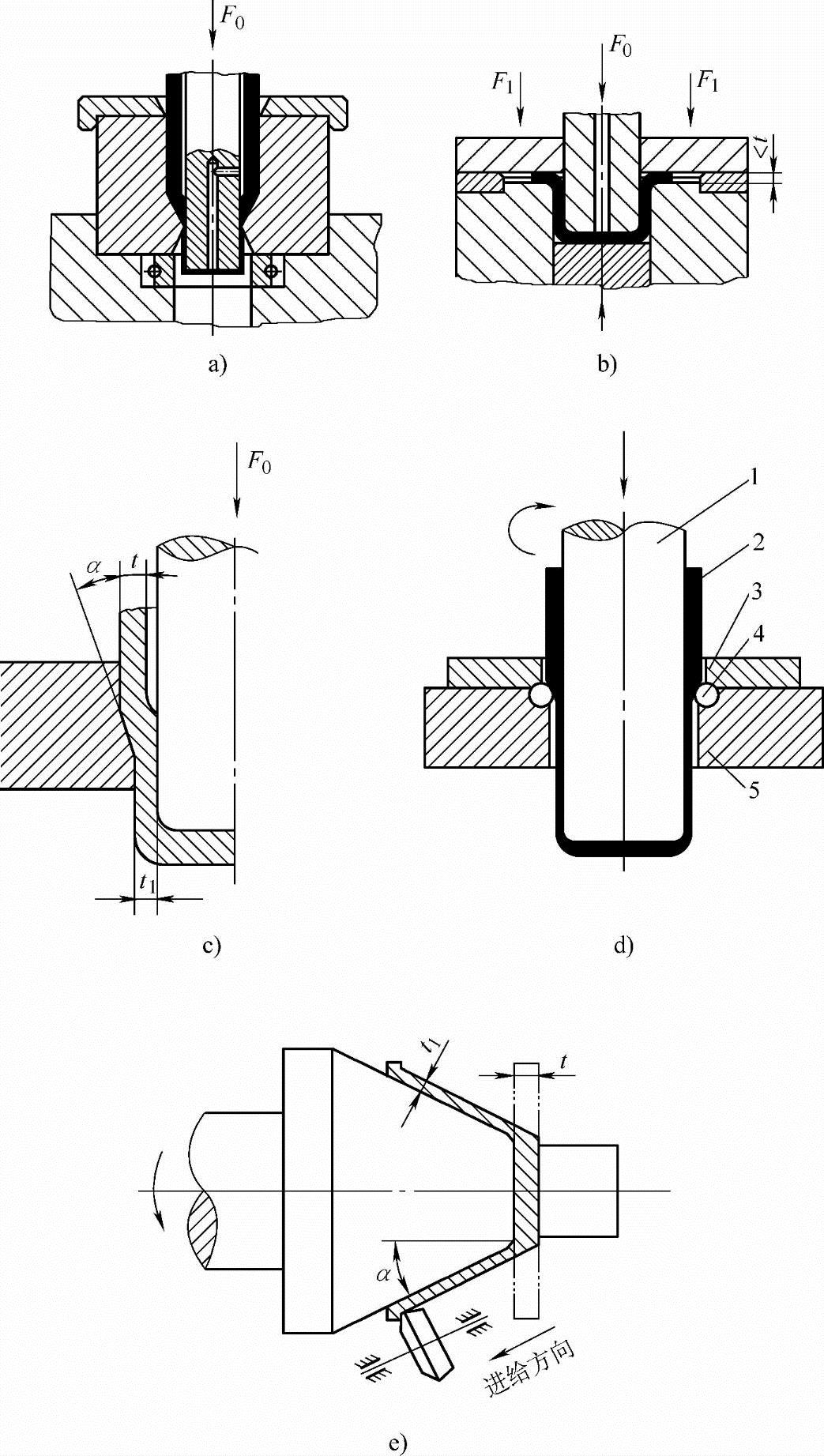
图6-2 变薄与不变薄拉深
a)变薄拉深 b)不变薄拉深 c)变薄拉深过程 d)旋转变薄拉深 e)旋压变薄拉深 1—凸模 2—毛坯 3—压盖 4—滚珠 5—转盘
(3)软模拉深工艺 拉深模的凸模或凹模两者其一是用液体、橡胶代之,并与钢质凸模或凹模配合进行板料拉深。
(4)差温拉深工艺 用一套特殊的专用设备,对拉深过程中的毛坯按拉深变形对其强度的不同要求,随时进行局部加热和局部冷却,以使在拉深模的不同部位的毛坯能适应变形的需要而具有不同的强度,从而提高其许用变形程度,减少拉深次数。这就是差温拉深工艺。具体做法是,在拉深过程中,将压边圈和凹模之间的毛坯变形区加热到设定温度,降低其变形抗力;同时,对拉深凹模圆角部分和拉深凸模内进行通水冷却,使拉深毛坯移动的传力区强度不降低,从而降低其极限拉深系数,减少拉深次数。
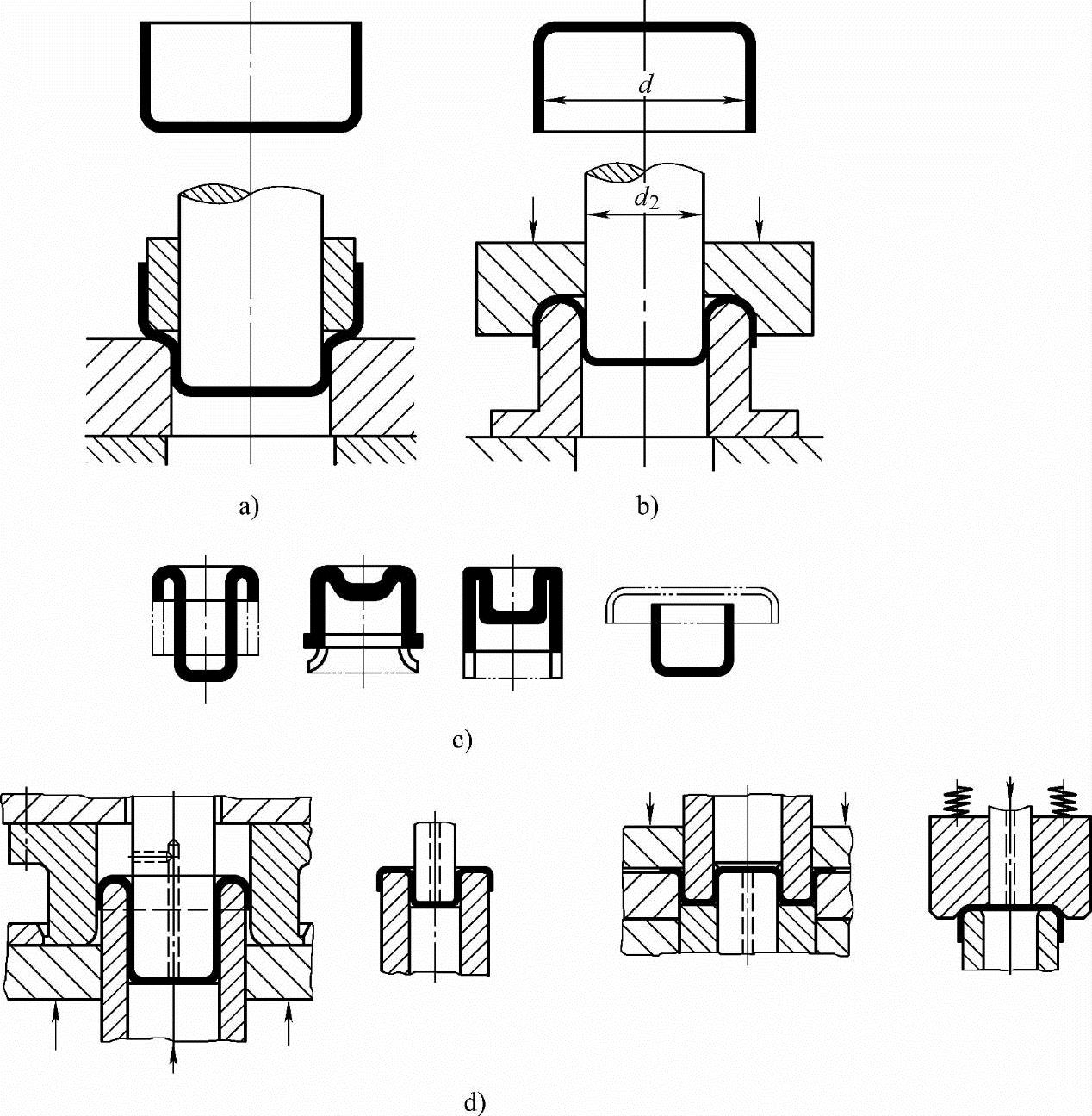
图6-3 正拉深与反拉深比较
a)正拉深过程及模具结构 b)反拉深过程及模具结构 c)用反拉深完成的零件形状 d)反拉深及正反拉深过程及模具结构
(5)其他拉深工艺 除上述拉深工艺之外,还有诸如旋转变薄拉深、旋压变薄拉深、加径向压力的拉深等。
4.按拉深模结构分类
拉深工艺按拉深模结构分为:不用压边圈的拉深工艺、用压边圈的拉深工艺、用锥面的和带筋的及特殊压边圈的拉深工艺等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。