



带料连续拉深分整带料拉深和有工艺切口拉深两种,其应用见表5-30,带料连续拉深毛坯直径、带料宽度及步距的计算公式见表5-31,带料连续拉深的修边余量见表5-32,带料连续拉深的搭边(切口)和侧搭边见表5-33,带料连续拉深系数K1和K2见表5-34。
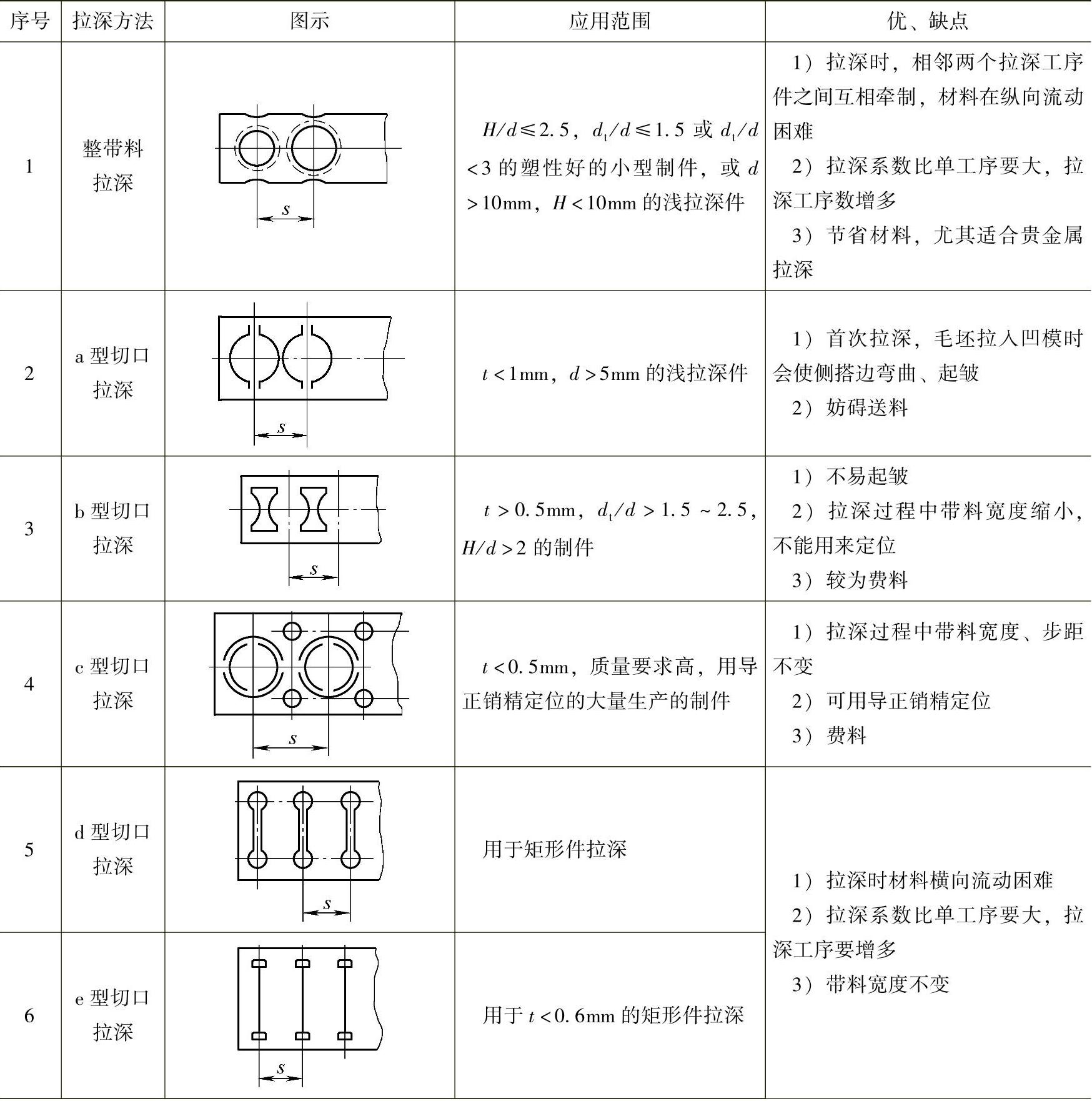
表5-30 带料连续拉深的分类及应用范围
(续)
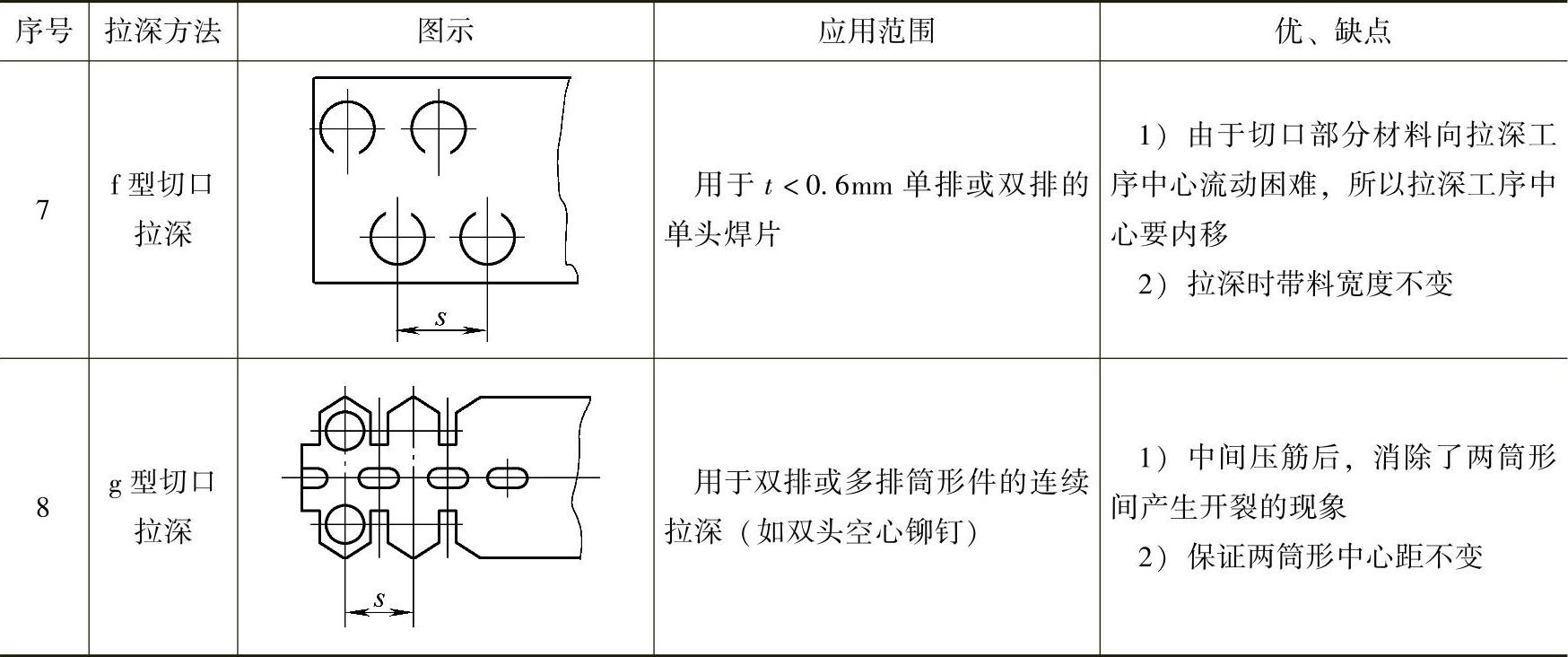
表5-31 带料连续拉深毛坯直径、料宽及步距的计算公式
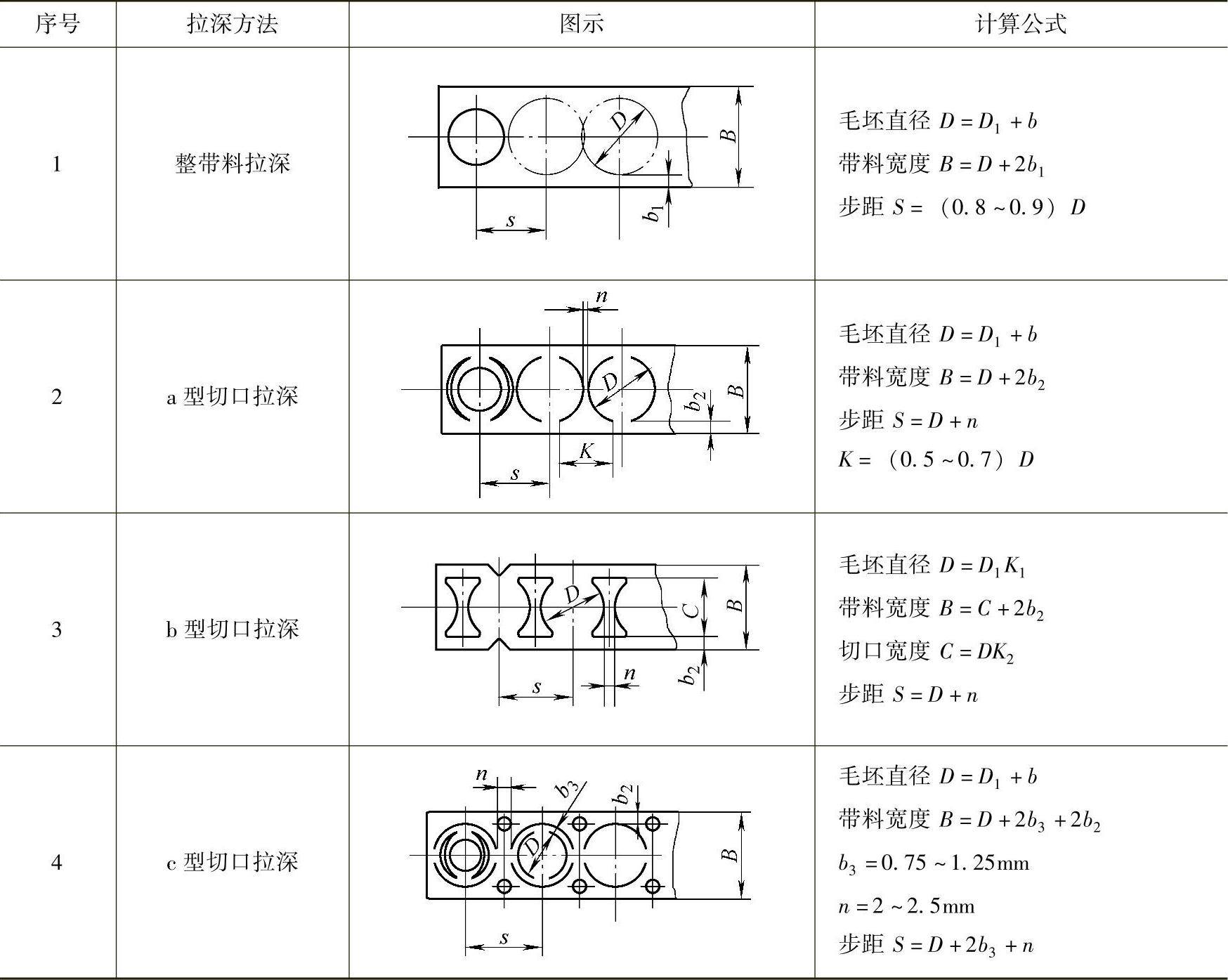
注:D1——未考虑修边余量的毛坯直径(mm); b1、b2——侧搭边(mm),查表5-33; n——搭边(切口)宽度(mm),查表5-33; b——修边余量(mm),查表5-32; K1、K2——系数,查表5-34。
表5 - 32 带料连续拉深的修边余量b (单位:mm)

表5-33 带料连续拉深的搭边(切口)和侧搭边 (单位:mm)
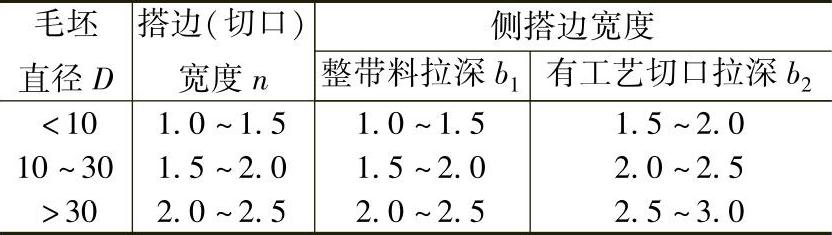
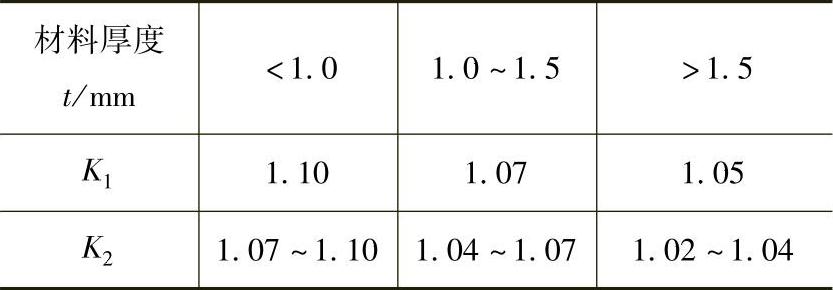
表5 - 34 带料连续拉深的系数K1和K2
1.整带料连续拉深
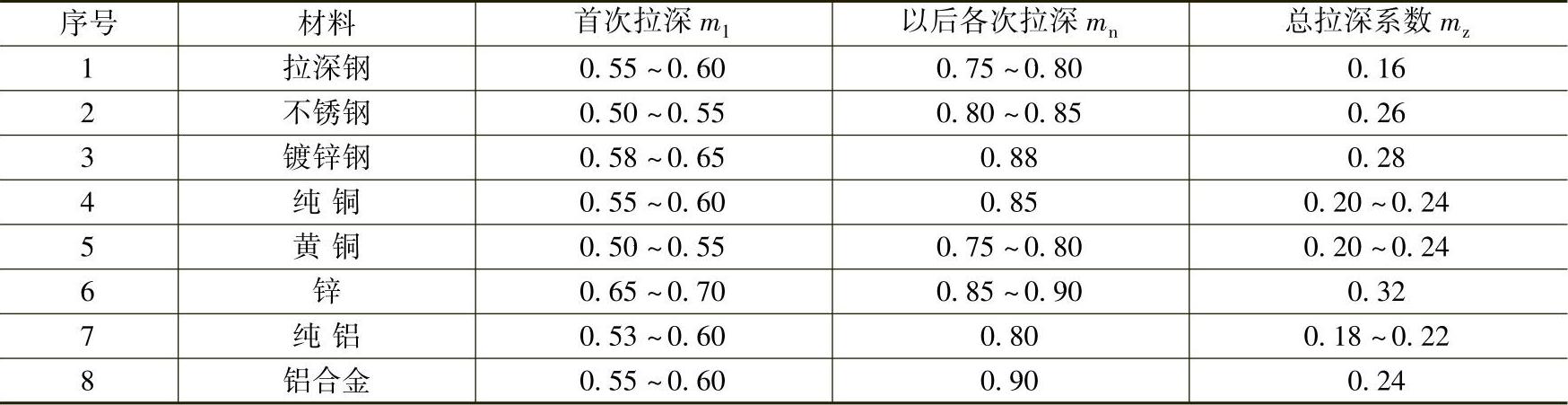
整带料连续拉深可以看成是宽凸缘件的拉深,但由于相邻两个工序件之间变形时的互相牵制,材料在纵向流动较困难,因此拉深系数要取大些。带料连续拉深总拉深系数见表5-35,整带料拉深系数见表5-36,整带料首次拉深相对高度见表5-37。
表5 - 35 带料连续拉深总拉深系数mz
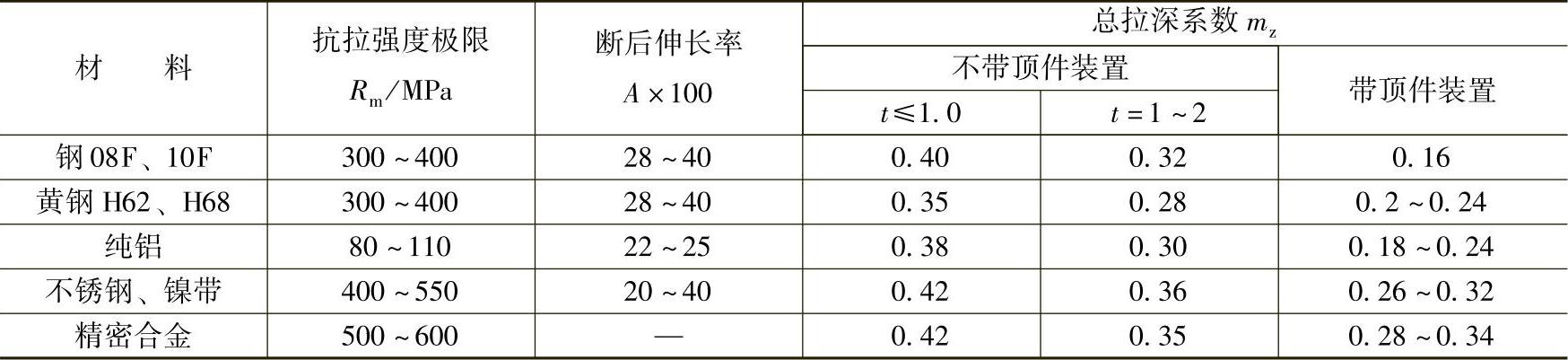
表5 - 36 整带料拉深系数m

2.有工艺切口的连续拉深
有工艺切口的连续拉深是在两拉深工序件相邻处切口,但两侧仍有搭边连接,所以变形较单个工序件拉深要困难些,但比整带料拉深要好些。带料切口首次拉深系数见表5-38,带料切口首次拉深相对高度见表5-39,带料切口以后各次拉深系数见表5-40,带料切口拉深系数也可从表5-41中选用。
表5 - 37 整带料首次拉深相对高度h1/d1

表5 - 38 带料切口首次拉深系数m1(https://www.xing528.com)
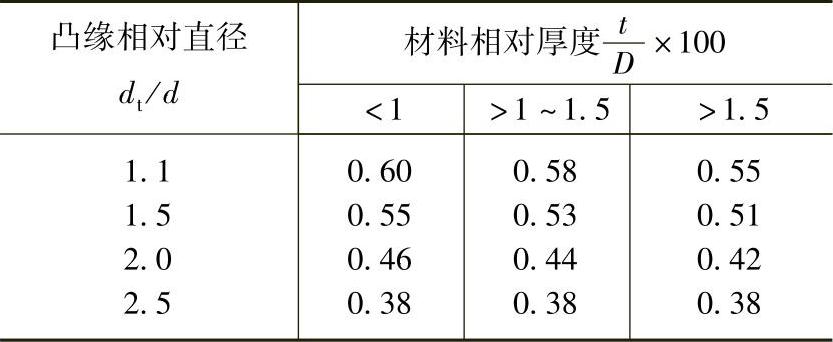
表5 - 39 带料切口首次拉深相对高度h1/d1
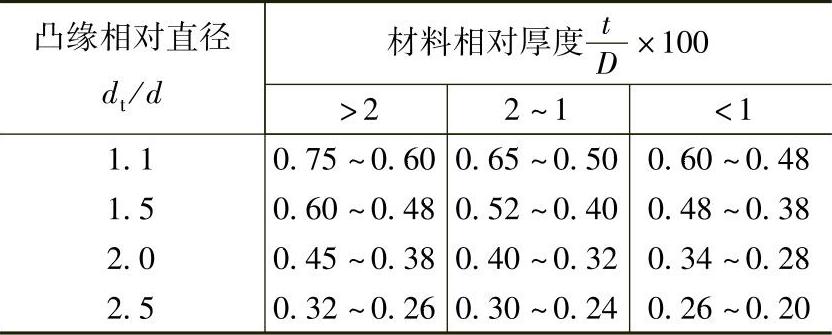
表5 - 40 带料切口以后各次拉深系数mn
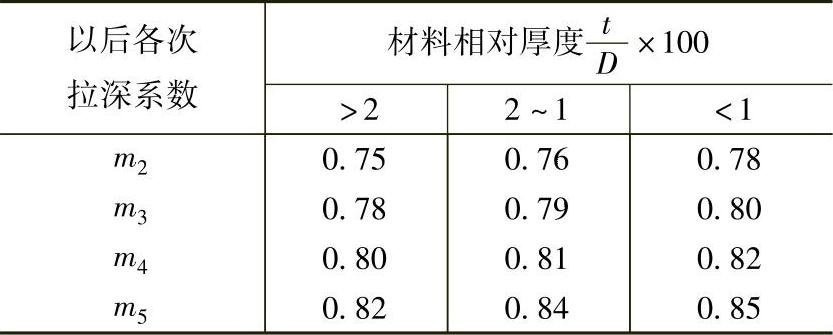
表5-41 带料切口拉深系数
3.带料连续拉深凸、凹模圆角半径
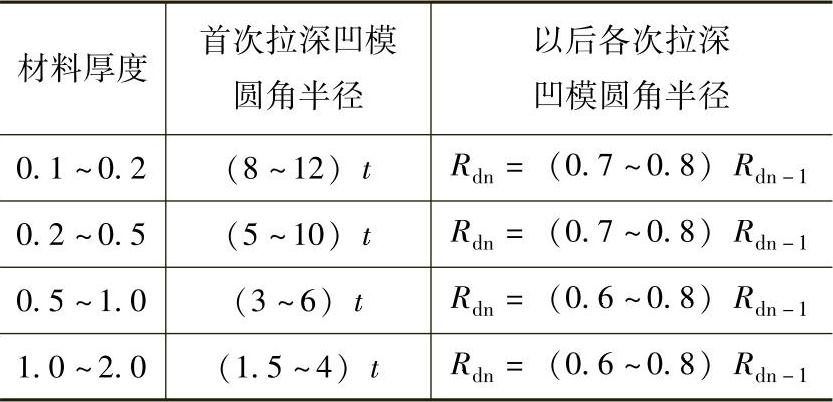
带料连续拉深凹模圆角半径比普通拉深模小,凸、凹模圆角半径随着工序的增加而逐渐减小,原则上最后一道拉深凸、凹模的圆角半径应取等于制件的圆角半径R。当制件的圆角半径太小时,可增加一道整形工序。凹模圆角半径采用简易计算法时见表5-42,否则采用表5-43中的计算公式。凸模圆角半径可采用稍大于或等于凹模圆角半径。
表5-42 凹模圆角半径Rd
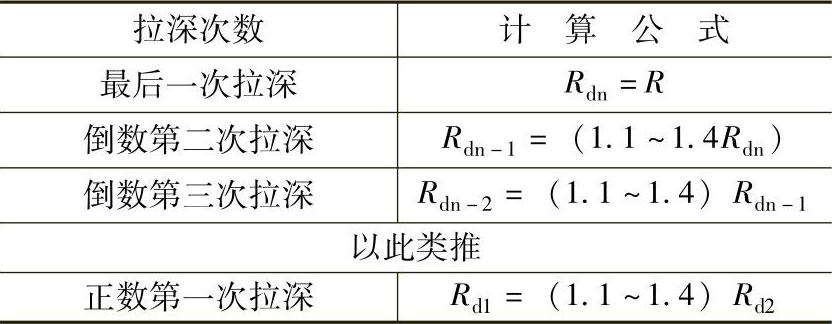
注:R——制件圆角半径。 Rdn——正数第n次拉深。
表5 - 43 凹模圆角半径Rd
4.整带料拉深简易计算法
对于塑性好的d<6mm,H/d≤2.5的有色金属制件,或d<2mm的拉深钢带常采用整带料拉深简易计算法进行工艺计算,其计算方法见表5-44。
表5-44 整带料拉深简易计算法

注:d0——制件内径(mm);
d1——首次拉深外径(mm);
H0——制件高度(mm);
b1——侧搭边(mm),查表5-33;
a——系数,n次拉深时a=0,n-1次拉深时,a=1,n-2次拉深时,a=2,以此类推,计算到h/d≤0.5为止。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。