



(1)喷砂 喷砂主要是消除工件表面的氧化膜,并使表面达到表面粗糙度的要求。喷砂后应立即进行预处理的其他工序。
(2)有机溶剂脱脂 油污较多和经抛光的工件(因表面沾有油脂或油膏等污物),在化学脱脂之前,必须用有机溶剂进行粗略脱脂。这样才能保证铝基体在化学脱脂液中均匀地腐蚀。常用的有机溶剂有煤油、汽油和四氯化碳等。
(3)化学脱脂 铝是两性金属,既溶于酸,又溶于碱。它在强碱溶液中会发生剧烈的氧化反应而生成铝酸盐。因此,铝及铝合金与钢铁件不同,它在进行化学脱脂时,不能采用强碱性溶液,否则会使工件遭到破坏,而应采用弱碱性溶液进行脱脂。
为了使经过有机脱脂的铝件或铝合金件不产生过腐蚀,又能尽快地将油污彻底除净,最好对溶液进行搅拌或把工件轻微地移动。
(4)浸蚀 为除去表面污物、氧化皮和可能影响镀层质量的某些合金成分,应进行浸蚀处理。铝及铝合金的浸蚀,可以采用化学或电化学方法。浸蚀溶液可以用碱,也可以用酸。更多的是采用化学方法,在碱液或酸液中进行浸蚀。
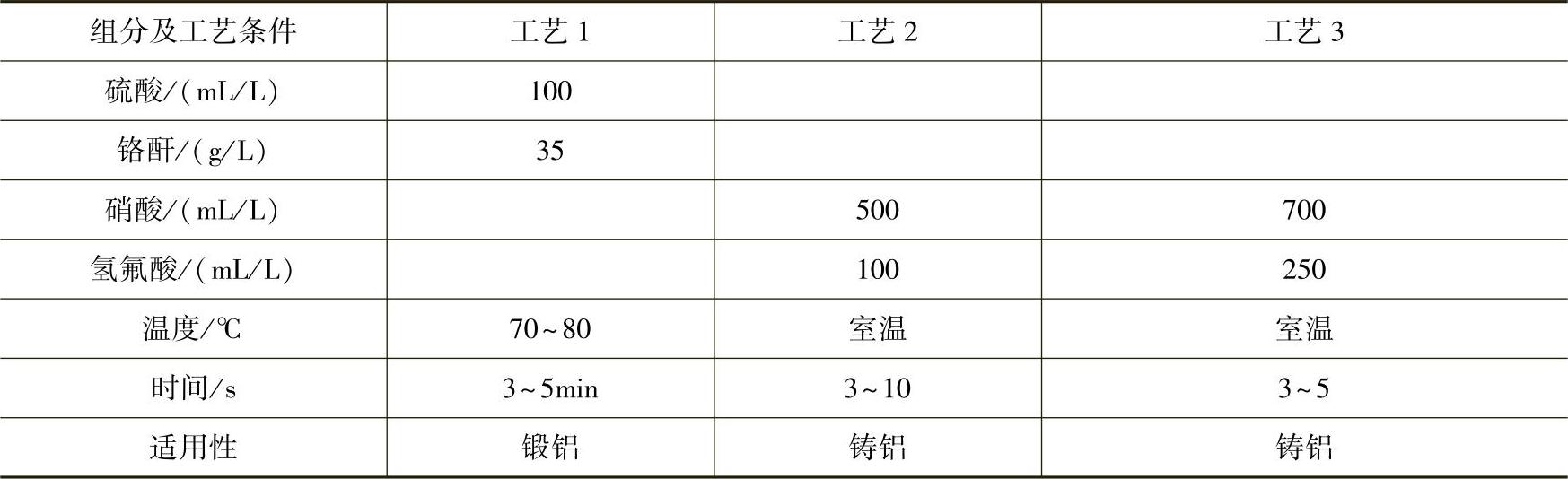
对经热处理后的铝合金,应首先用机械处理或按表9-48的工艺除去表面的氧化皮。
对精度要求不高的工件,也可在碱性浸蚀液中处理。碱浸蚀的目的是除去表面污物与氧化皮。在碱溶液中进行浸蚀的工艺应用比较广泛。当工件表面油污较少时,甚至可以不经过脱脂而直接进行碱浸蚀。当使用氢氧化钠时,其浸蚀的化学反应如下:
表9-48 铝合金表面氧化皮的浸蚀液组分及工艺条件
Al2O3+2NaOH→2NaAlO2+H2O
2Al+2NaOH+2H2O→2NaAlO2+3H2↑反应中所产生的氢气从工件表面强烈地逸出,促使非溶性污物离开金属表面,从而使金属表面得到净化。为了使金属表面浸蚀过程进行得更为均匀,常常往浸蚀液中加入添加剂。
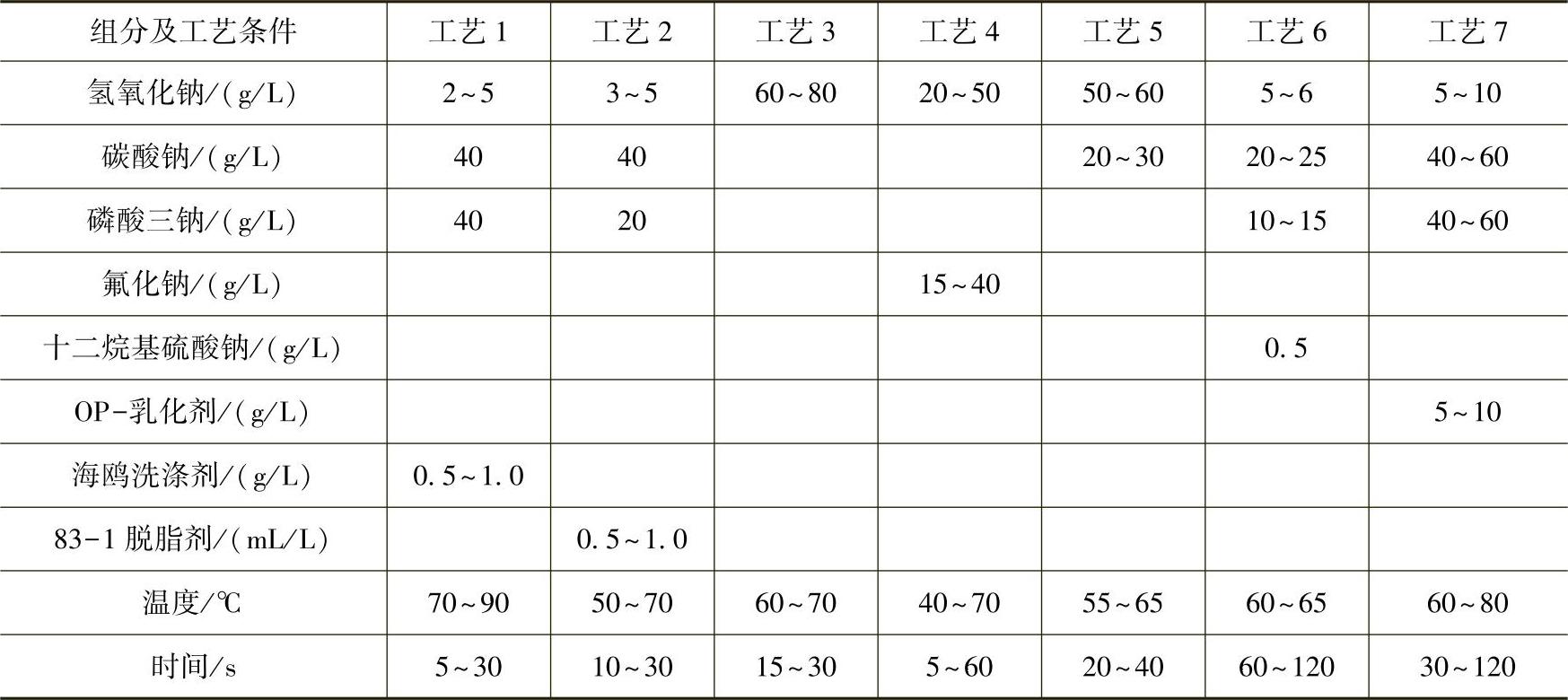
在碱液中添加乳化剂的脱脂、浸蚀“一步法”工艺(即化学脱脂和碱浸蚀两个工序合并为一个工序)已开始在生产上应用。但当油污过多时,仍需要进行粗化、脱脂,然后再用“一步法”工艺,效果才好。碱浸蚀液的组分及工艺条件见表9-49。
表9-49 碱浸蚀液的组分及工艺条件
 (https://www.xing528.com)
(https://www.xing528.com)
工艺1、2适用于铸铝、防锈铝、硬铝等及对光亮度有要求的工件,同时可以省去前面的化学脱脂工序;工艺3适用于各种铝合金工件;工艺4适用于阳极氧化前的各种铝合金工件的浸蚀,但有光亮度要求的工件不宜采用。
碱浸蚀一方面进一步除掉工件表面上的污物,另一方面将工件表面上厚度约为2~100nm的自然氧化膜清除掉而露出基体。与此同时,对工件表面进行轻微的腐蚀,使工件表面形成理想的微观细孔。
为避免工件被碱蚀液强烈腐蚀,必须严格掌握碱浸蚀时间及温度。温度高一些,浸蚀时间就短一些;温度低一些,浸蚀时间就长一些。一般温度不宜太高,浸蚀时间不要太长,严防过腐蚀。过腐蚀后,表面会产生花斑,影响后续镀层的结合力。
碱浸蚀后还要进行酸浸蚀(出光)。铝及铝合金件中的某些金属或非金属杂质,例如铜、铁、锰、硅等,在脱脂或碱浸蚀中是不溶的,而作为反应产物残存在工件表面。因此,工件经化学脱脂或碱浸蚀后,表面会残留着一层灰黑色的膜(即腐蚀物),必须在酸溶液中浸蚀而除去。如果这种黑色的腐蚀物不清除掉,将严重地影响镀层与基体的结合力,以及镀层对基体的覆盖能力。例如,含硅的铝合金出光时,常用1∶1(体积比)的混酸溶液浸蚀。此时,所发生的化学反应比较复杂,主要有:
Si+4HNO3→SiO2+4NO2↑+2H2O
SiO2+6HF→H2SiF6+2H2O
Me+3HF→H(MeF3)+H2↑上述反应式中,Me代表Ni、Mn两种金属。
铝及铝合金常用的酸浸蚀液的组分及工艺条件见表9-50。
表9-50 酸浸蚀液的组分及工艺条件
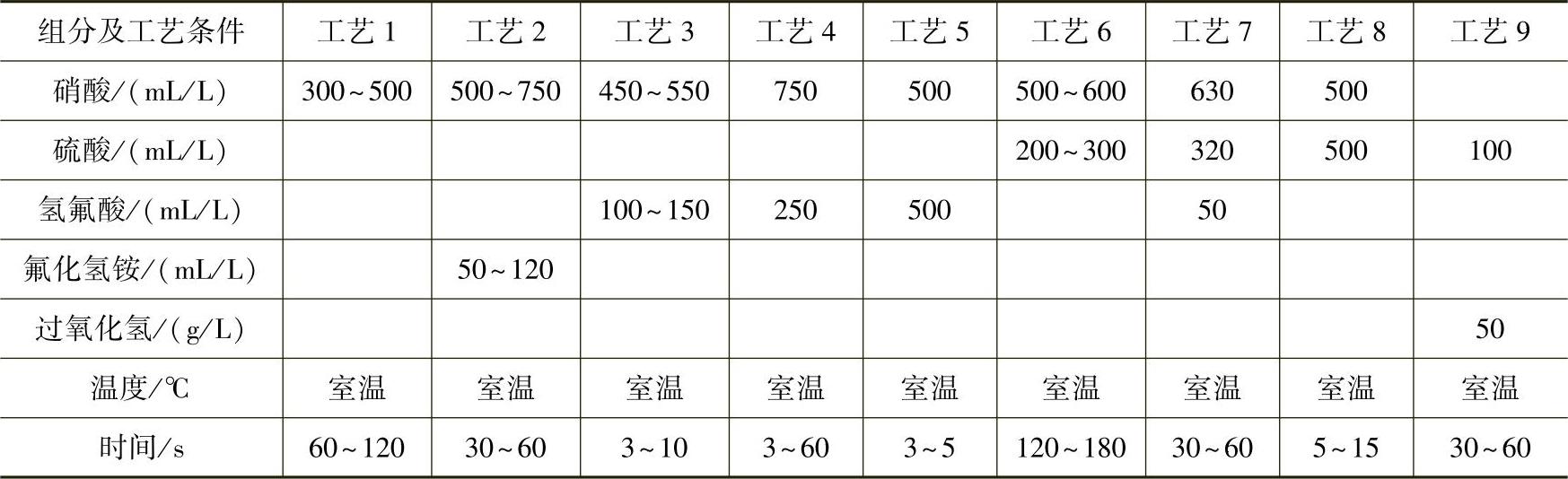
工艺1适用于纯铝;工艺2适用于含硅的铝镁和铝锰合金;工艺3适用于硅铝合金,也适合于铝铜硅铸件、铝镁和铝铜合金;工艺5适用于硅的质量分数大于10%的硅铝合金;工艺6~8适用于含铜的硬铝和防锈铝;工艺9适用于铝锌合金。
浸蚀液中加入氢氟酸或氟化氢铵的主要目的是,把工件表面的硅彻底除干净,以达到除黑膜并出光的作用。
铸铝件进入酸蚀液出光时,尽可能将水分去掉,以免逐渐产生局部腐蚀现象。为此前面工序中,要在流水清洗后加一道烫干工序。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。