



【任务描述】
本任务为一个拓展任务。通过该任务的学习,了解数控车床上对刀仪的使用方法。
【任务目标】
知识目标:知道数控车床上对刀仪的作用和使用原理。
技能目标:学会数控车床上对刀仪的使用方法。
情感目标:锻炼知识迁移运用的能力,拓展知识面。
【相关知识】
在数控车床上应用的对刀仪有插拔式手臂、下拉式手臂和全自动对刀臂式三种。对刀仪可以快速、高效、精确地在±X、±Z及Y五个轴方向上对加工过程中的刀具磨损或破损进行自动监测、报警和补偿;对机床丝杠热变形引起的刀偏值变动量进行补偿。在工件的加工过程中,工件装卸、刀具调整等辅助时间在加工周期中占相当大的比例,其中刀具的调整既费时费力又不易调准确,最后还需要试切。统计资料表明,一个工件的加工纯机动时间大约只占总时间的55%,装夹和对刀等辅助时间占45%。因此,对刀仪便显示出了其极大的优越性。
1.对刀仪的种类
(1)插拔式手臂(High Precision Removable Arm,HPRA) HPRA的特点是对刀臂和基座可分离。如图5-54所示,使用此对刀仪时通过插拔机构把对刀臂安装至对刀仪基座上,同时电气信号亦连通并进入可工作状态。用完后可将对刀臂从基座中拔出,放到合适的地方以保护精密的对刀臂和测头不受灰尘污染和不被碰撞损坏。此对刀仪适合小型数控车床使用。
(2)下拉式手臂(High Precision Pulldown Arm,HPPA) HPPA的特点是对刀臂和基座旋转连接,是一体化的。如图5-55所示,使用时将对刀臂从保护套中摆动拉出,不用时把对刀臂再收回保护套中,不必担心其在加工中受到损坏,也不必频繁地插拔刀臂,避免了频繁插拔引起的磕碰。
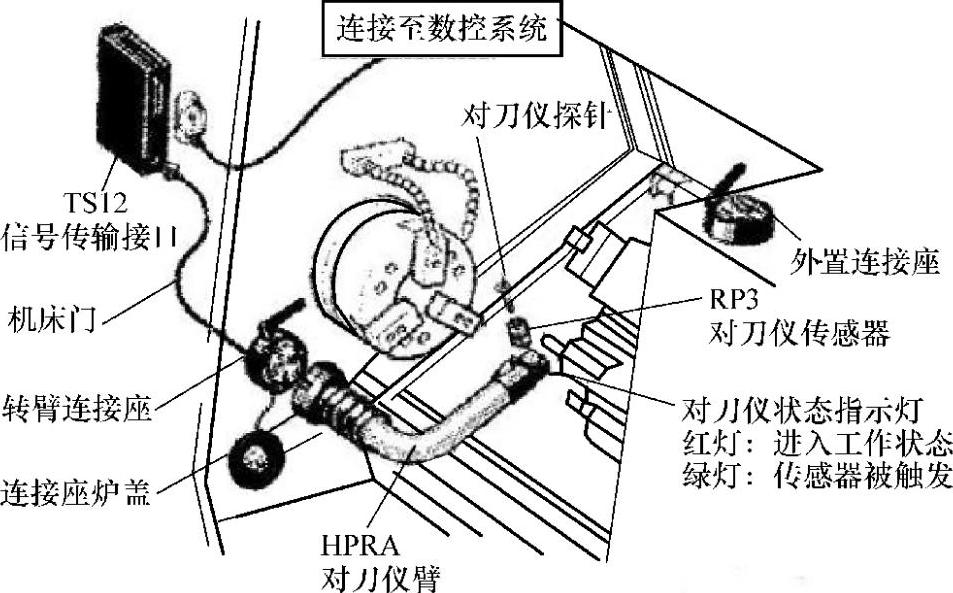
图5-54 插拔式手臂
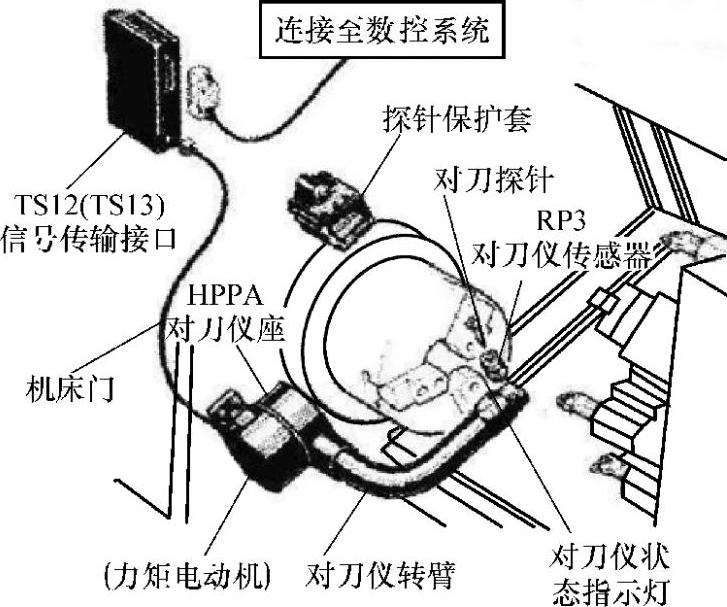
图5-55 下拉式手臂
(3)全自动对刀臂(High Precision Motorised Arm,HPMA) HPMA的特点是对刀臂和基座通过力矩电动机实现刀臂的摆出和摆回,与HPPA的区别是增加了力矩电动机,提高了自动化程度,更重要的是可把刀臂的摆出、摆回通过M代码编到加工程序中。在加工循环过程中,即可方便地实现刀具磨损值的自动测量、补偿和刀具破损的监测,再配合自动上、下料机构,可实现无人化加工。(https://www.xing528.com)
2.对刀仪作用
(1)在±X、±Z及Y轴五个方向上测量和补偿刀偏值 对刀仪在五个方向上进行刀偏值的测量和补偿,可以有效地消除人工对刀产生的误差和效率低的问题。不管是采用何种切削刀具(外圆、端面、螺纹、切槽、锪孔还是车削中心上的铣、钻削动力刀具),进行工件轮廓车削或铣削时,所有参与切削的刀尖点或刀具轴心线都必须通过调整或补偿,使其精确地位于工件坐标系的同一理论点或轴心线上。对动力型回转刀具,除要测量并补偿刀具长度方向上的偏置值外,同时还要测量和补偿刀具直径方向上的偏置值(刀具以轴心线分界的两个半径的偏置值),否则机床无法加工出尺寸正确的工件。在没有安装对刀仪的机床上,每把刀具的偏置值需要对每把刀具进行仔细的试切后,对工件尺寸进行测量、计算、补偿(手工对刀)才可得出,费时费力,稍不小心还会报废工件。当更换刀具后,这项工作还要重新进行。因而,对刀是占用机床辅助时间最长的工作内容之一。
使用了对刀仪的机床,因对刀后能够自动设置好刀具对工件坐标系的偏置值,从而自动建立起了工件坐标系。在这种情况下,加工程序中就无需再用G50指令来建立工件坐标系了。
(2)加工过程中刀具磨损或破损的自动监测、报警和补偿 在没有安装对刀仪的机床上完成磨损值的补偿是很麻烦的,需要多次停下机床对工件的尺寸进行手工测量,还要将得到的磨损值手动修改成刀补参数。安装对刀仪后,这个问题就简单多了,特别是安装HPPA型或HPMA型对刀仪后更为方便。前者只要根据刀具的磨损规律,干完一定数量的工件后停下机床,用对刀仪再进行一遍对刀的过程即可;后者只要在程序中设定完成多少个加工循环后执行一次自动对刀,即可完成刀补工作。
对于刀具破损报警或刀具磨损到一定程度后的更换,是根据刀具允许的磨损量,设定一个“门槛值”,一旦对刀仪监测到的误差超过门槛值,即认为刀具已破损或超过了允许的磨损值,则机床自动报警停机,然后强制进行刀具的更换。
(3)机床热变形引起的刀偏值变动量的补偿 在机床的工作循环过程中,产生的各种热量导致机床的变形特别是丝杠的热伸长,使刀尖位置发生变化,其结果是加工工件的尺寸精度会受到影响。在机床上安装对刀仪后,上述问题可迎刃而解。无非是把这种由热变形产生的刀尖位置变化视为刀具的磨损值,通过对刀仪来测量这种刀具偏置值,即可解决。
3.对刀仪的工作原理
对刀仪的核心部件由一个高精度的开关(测头),一个高硬度、高耐磨性的硬质合金四面体(对刀探针)和一个信号传输接口器组成(其他件略)。四面体探针用于与刀具进行接触,并通过安装在其下的挠性支撑杆把力传至高精度开关;开关所发出的通、断信号通过信号传输接口传输到数控系统中进行刀具方向的识别、运算、补偿和存取等。
数控机床的工作原理决定了当机床返回各自运动轴的机械参考点后,建立起来的是机床坐标系。该参考点一旦建立,相对机床零点而言,在机床坐标系各轴上的各个运动方向就有了数值上的实际意义。
对于安装了对刀仪的机床,对刀仪传感器距机床坐标系零点的各方向实际坐标值是一个固定值,需要通过参数设定的方法来精确确定,才能满足使用要求,否则数控系统将无法在机床坐标系和对刀仪固定坐标之间进行相互位置的数据换算。当机床建立了机床坐标系和对刀仪固定坐标后(不同规格的对刀仪应设置不同的固定坐标值),对刀仪的工作原理如下:
1)机床各直线运动轴返回各自的机械参考点之后,机床坐标系和对刀仪固定坐标之间的相对位置关系就建立起了具体的数值。
2)不论是使用自动编程控制还是手动控制方式操作对刀仪,当移动刀具沿所选定的某个轴,使刀尖(或动力回转刀具的外径)靠向且触动对刀仪上四面探针的对应平面,并通过挠性支撑杆摆动触发了高精度开关传感器后,开关会立即通知系统锁定该进给轴的运动。因为数控系统是把这一信号作为高级信号来处理的,所以动作的控制会极为迅速、准确。
3)由于数控机床的直线进给轴上均装有进行位置环反馈的脉冲编码器,数控系统中也有记忆该进给轴实际位置的计数器。此时,系统只要读出该轴停止的准确位置,通过机床和对刀仪两者之间相对关系的自动换算,即可确定该轴刀具的刀尖(或直径)的初始刀具偏置值了。换一个角度说,如把计数器放到机床坐标系中来衡量,即相当于确定了机床参考点距机床坐标系零点的距离与该刀具测量点距机床坐标系零点的距离及两者之间的实际偏差值。
4)不论是工件切削后产生的刀具磨损,还是丝杠热伸长后出现的刀尖变动量,只要再进行一次对刀操作,数控系统就会自动把测得的新的刀具偏置值与其初始刀具偏置值进行比较计算,并将需要进行补偿的误差值自动补入刀补存储区中。当然,如果换了新的刀具,再对其重新进行对刀,所获得的偏置值就应该是该刀具新的初始刀具偏置值了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。