



对于采用G50指令或G54~G59指令设定工件坐标系时,其对刀参数仅适用于一把刀具,一般将这把刀具称之为标准刀或基准刀,而其他刀具,由于刀具安装的随机性,当它们转到工作位置时不可能做到刀位点与基准刀的刀位点重合,这时,就必须利用刀具的几何偏置对其位置进行修正,使其不需修改加工程序即能进行加工。这些基准刀之外的其他刀具称之为非基准刀。
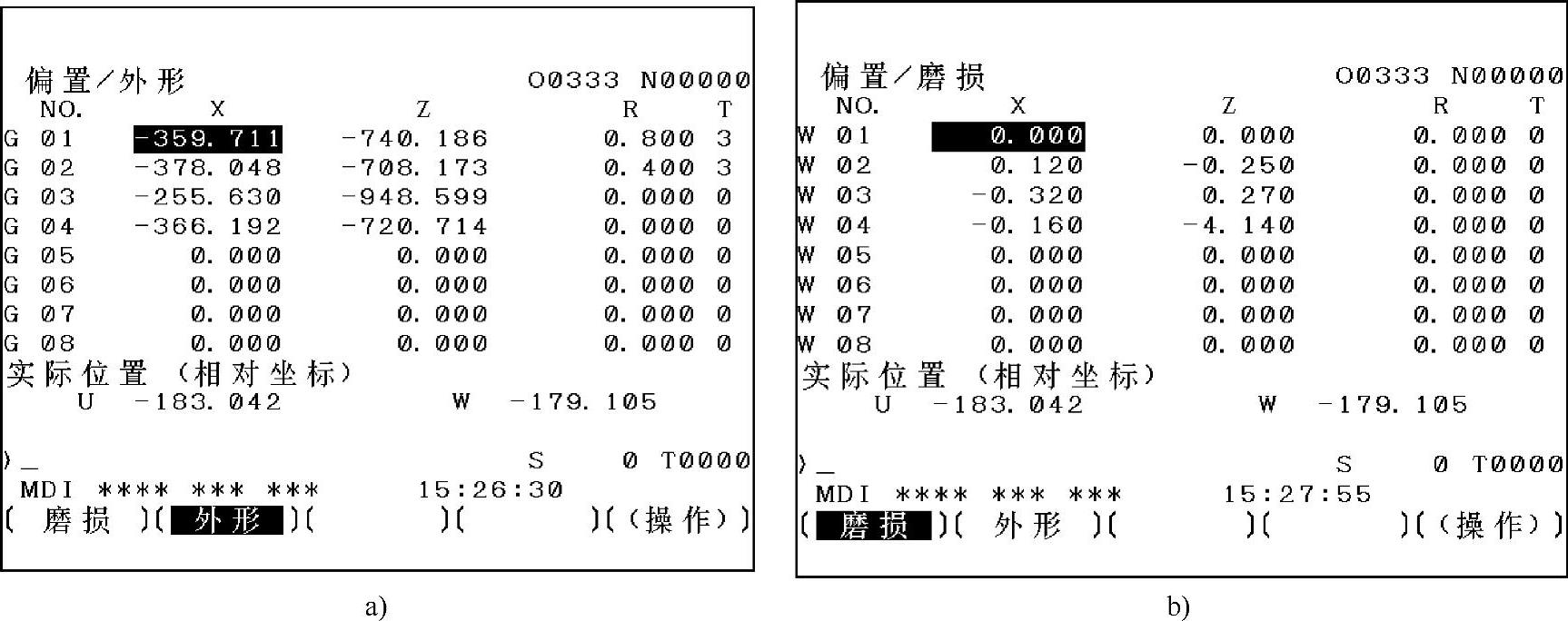
图5-10 偏置对刀偏置值及偏置修调
a)偏置对刀值 b)偏置修调值
非基准刀偏置修正的实质相当于将基准刀对刀的工件坐标系进行了平移操作,使非基准刀在这个平移之后的坐标系中的运动能够加工出合格的零件。具体地说,就是将工作位置的非基准刀刀位点到基准刀刀位点的矢量分量分别存入相应刀补号中外形存储器中,通过非基准刀刀具指令的偏置调用实现非基准刀位置的修正。
从上面的分析可以看出,基准刀并不存在位置误差,因此不存在位置修正的问题,也就是说,基准刀的刀具偏置值必须清零。
下面通过一个零件加工程序,说明基准刀对刀程序的编写方法及刀具对刀设置的分析。
例5-3:图5-11所示零件,要求编写数控车削的加工程序,并分别用G50指令和G54~G59指令设定工件坐标系。
1.加工零件及加工要求
零件的技术要求如图5-11所示,加工要求如下:
1)分析零件结构工艺性,制定加工工艺。
2)要求手工编程,不得采用复合固定循环指令。
2.零件结构及工艺性分析
该零件若用普通车床加工,则由于球头的特殊形状而显得加工困难。但对数控加工而言,该零件外形轮廓并不复杂,加工精度要求不是很高,仅球头颈部ϕ22-0.020mm公差要求较高,但仍然可用数控车削加工完成。表面粗糙度最高为Ra1.6μm,其余为Ra3.2μm。零件几何特征主要是圆柱、圆球、螺纹和倒角等。工件材料为45钢,加工性能较好。因此,数控车床可以完成全部工作。
该零件最大轮廓为ϕ48mm×92mm,考虑到棒料的供应状态及加工余量,选择ϕ52mm的棒料,下料尺寸为ϕ52mm×95mm。
由于该零件中间尺寸大于两端尺寸,因此,拟采用两次装夹完成。第一次加工零件右端的球头部分,然后调头加工左半边的螺纹部分。
3.装夹方案
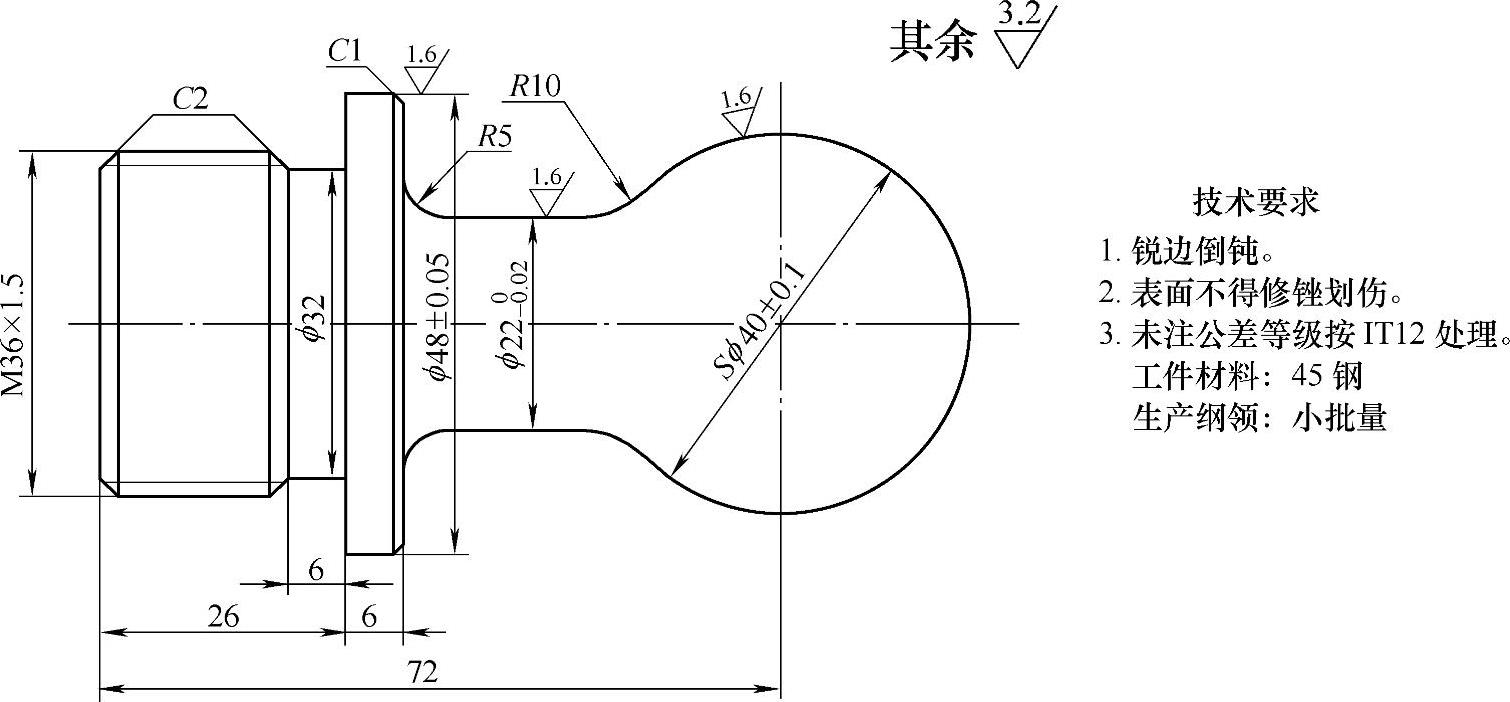
图5-11 标准刀对刀加工示例图
该零件直径不大,毛坯为圆棒料,第一次加工右半部分时采取通用的自定心卡盘装夹,加工球头、颈部和ϕ48mm的圆柱。但掉头后由于ϕ48mm圆柱面较短,装夹不可靠,因此采用球头颈部装夹,制作一个剖分式的夹紧套进行装夹,见图5-12和图5-13。
4.加工刀具的选择
考虑到零件的结构特点及加工要求,选取机夹可转位车刀,粗车与精车分别用刀,具体刀具如下:
外圆粗车刀:T0101,刀尖半径R0.8mm(并用于车端面)。
外圆精车刀:T0202,刀尖半径R0.4mm(还用于球头颈部凹槽的粗加工)。
切槽刀: T0303,刀宽B=4mm(也可用于切断)。
螺纹车刀:T0404,60°螺纹车刀。
5.切削用量的选择
粗车外圆:ap=1.5~2mm,f=0.2~0.3mm/r,n=400r/min。
精车外圆:ap=0.3~0.5mm,f=0.1mm/r,n=800r/min。
切槽: f=0.1mm/r,n=500r/min,刀宽B=4mm。
车螺纹: n=300r/min。
6.螺纹切削参数的确定
查表1-5可知,螺距为1.5mm的螺纹一般车4刀,每次进刀径向尺寸如表5-2所示。切入和切出距离分别为3mm和2mm。螺纹大径取ϕ35.8mm。
表5-2 每次进刀径向尺寸 (单位:mm)

7.工件坐标系及相关位置点的选择
零件右半部分的加工采用工件端面中心作为工件坐标系,端面留1mm的加工余量,设置一个换刀点A(160,200),如图5-12中的起(退)刀点S(E),下同。零件左端加工时为保证轴向尺寸,虽然其仍采用工件外端面中心为工件坐标系原点,但该点对刀时必须保证螺纹端面至ϕ48mm圆柱面靠球头顶部的端面尺寸,其端面的加工余量与毛坯长度有关,误差较大,因此可以手工粗车端面,并用这个切削动作对刀,确定工件坐标系Z轴位置。同样其也设置一个换刀点A(160,200)。
8.加工工艺路线
右端的加工工艺路线为:粗车端面→粗车外轮廓→精车外轮廓。
掉头手工车端面,保证工件长度,找正装夹,手动钻中心孔,上尾顶尖,开始加工。
左端的加工工艺路线为:粗车外圆和端面→精车外圆和端面→车槽(含倒角)→车螺纹。
9.走刀路径的确定
右端球头及颈部的加工采用了单一循环指令G90车圆柱和G90变参数R车锥面逼近圆弧的方法粗车,颈部凹槽部分采用基本指令G01/G02/G03粗车。精车轮廓时球头部分采用R5mm圆弧切入。其刀具路径及几何参数如图5-12所示。
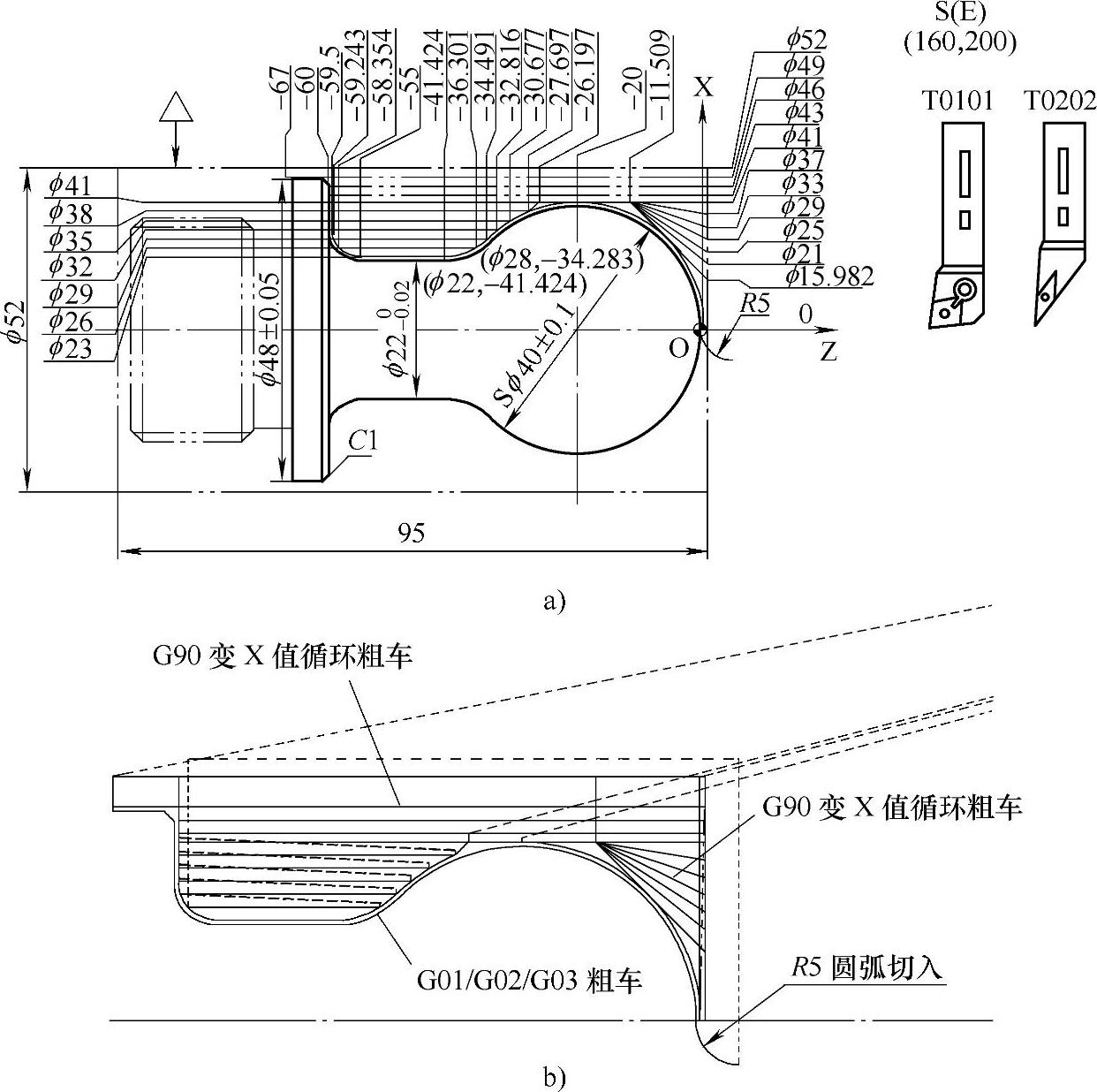
图5-12 右半部分的刀具路径及几何参数(https://www.xing528.com)
a)刀具路径规划与几何参数 b)刀具路径
左端采用单一循环指令G90车圆柱,切断刀车槽,分两刀车,其中第二刀按45°下刀车槽完成螺纹尾部的倒角。车螺纹采用螺纹切削循环指令G92车削加工。其刀具路径及几何参数如图5-13所示。
10.数值计算
在图5-12和图5-13中,相关节点的坐标均是借助于AutoCAD作图获得,其尺寸值均已标出。
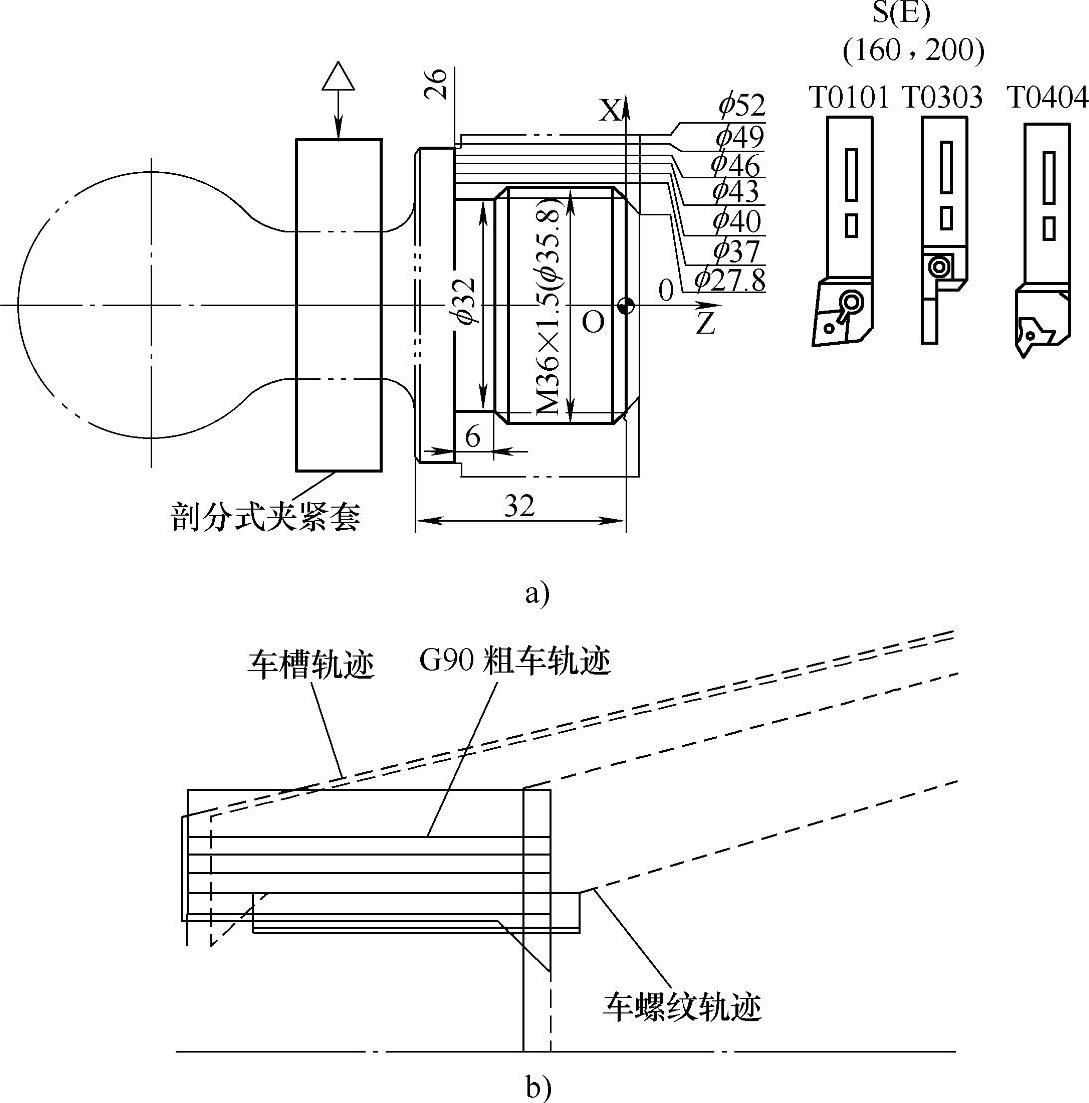
图5-13 左半部分的刀具路径及几何参数
a)刀具路径规划与几何参数 b)刀具路径
11.参考程序
(1)右半部分(球头等部分)的参考程序。
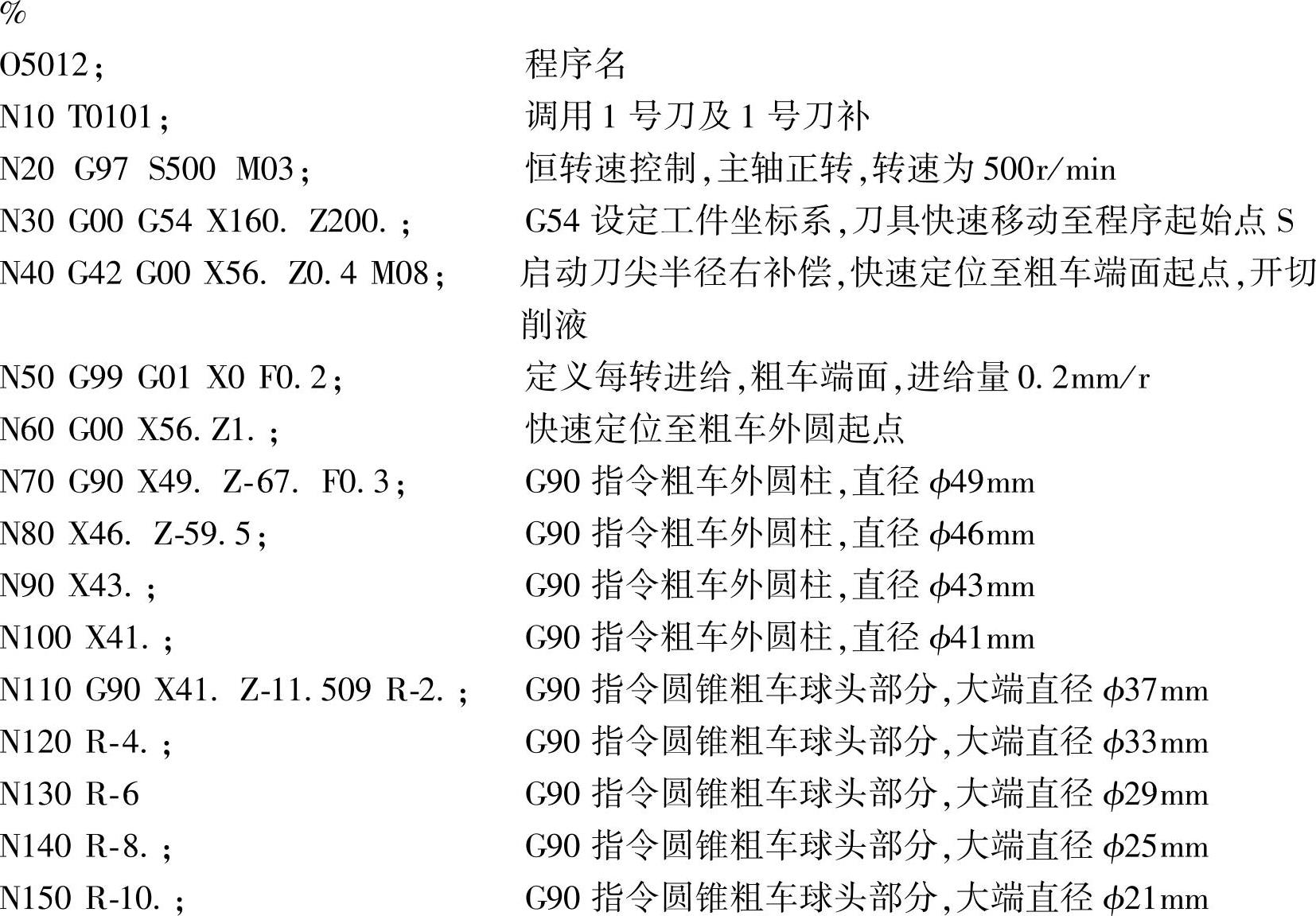
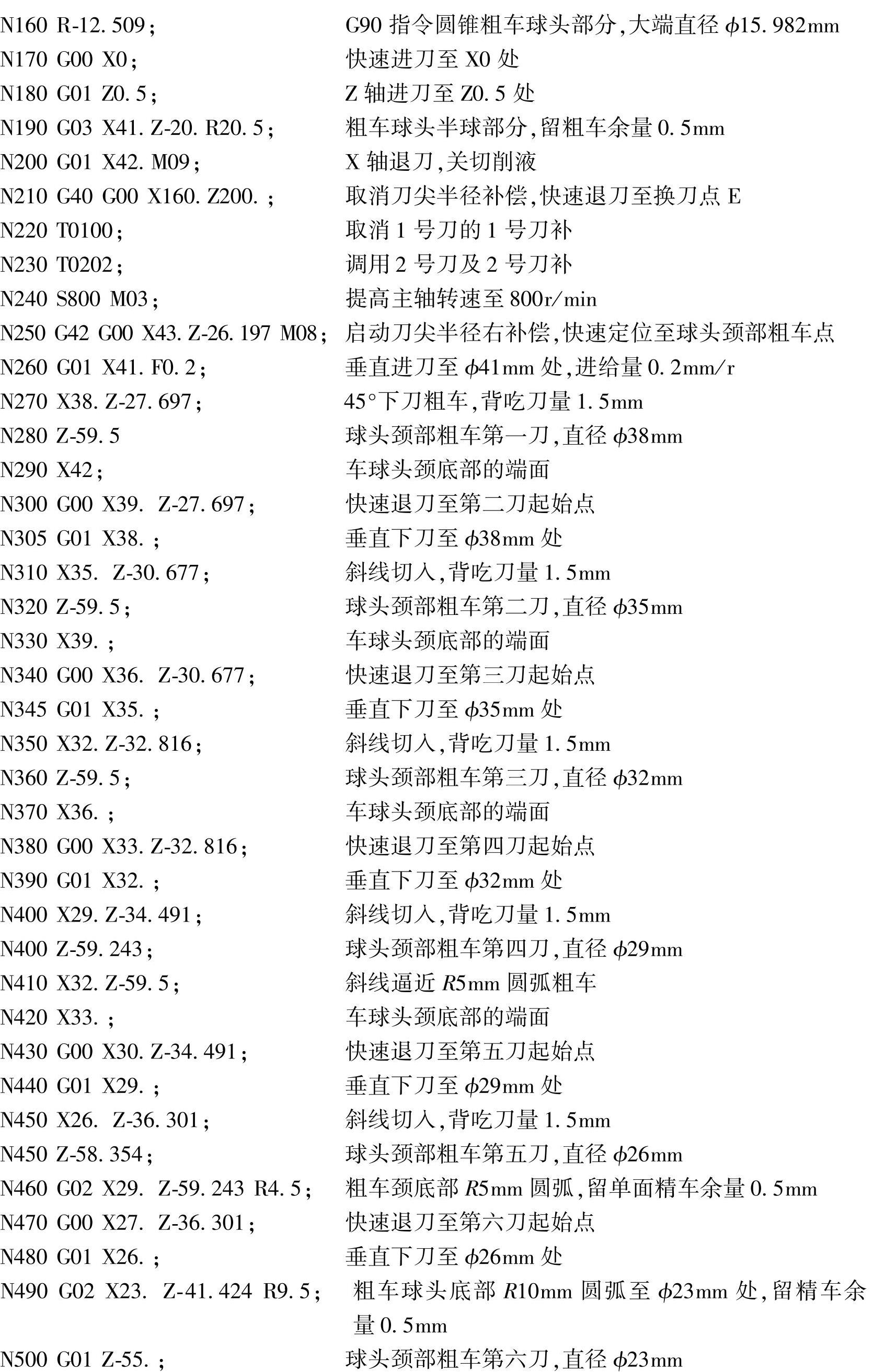
程序说明:
1)程序采用了G54指令建立工件坐标系(根据使用者的需要还可用G54~G59指令中的任意一个)。程序执行之前确定一把基准刀,如T01号刀。其他刀具则为非基准刀,如本例的T02号刀具。
2)基准刀对刀时要注意必须将相应补偿存储器中的几何偏置值清零。非基准刀补偿存储器中输入的是非基准刀相对于基准刀矢量的相应分量。
3)程序中采用了刀尖圆弧半径补偿,可有效地保证球头部分的加工精度。当然别忘了输入刀尖圆弧半径R和刀尖方向号T。
4)粗车Sϕ40mm球面时采用了圆锥面粗车圆弧逼近,并用了一次沿轮廓粗车,尽可能保证精车加工余量的均匀性。球头颈部的粗车也是尽可能使精车加工余量均匀。精车余量的均匀性有利于提高精车加工精度。
5)程序中设置了一个换刀点,其也是程序的起点S和结束点E。
6)精车轮廓的切入采用了圆弧切线切入方式,使切入点尽可能光顺。切出点将ϕ48mm圆柱的端面延长了1mm。
7)该程序的刀具路径可参见图5-12b。
8)对刀时注意端面留1mm左右的加工余量,即工件坐标系定在毛坯端面内部1mm处。
9)球头部分的尺寸主要控制ϕ22-0.020mm尺寸,其公差要求最严,若控制了该尺寸,则其他尺寸自然保证。具体可通过控制精车刀具T0202的2号补偿存储器中的磨损值来保证。
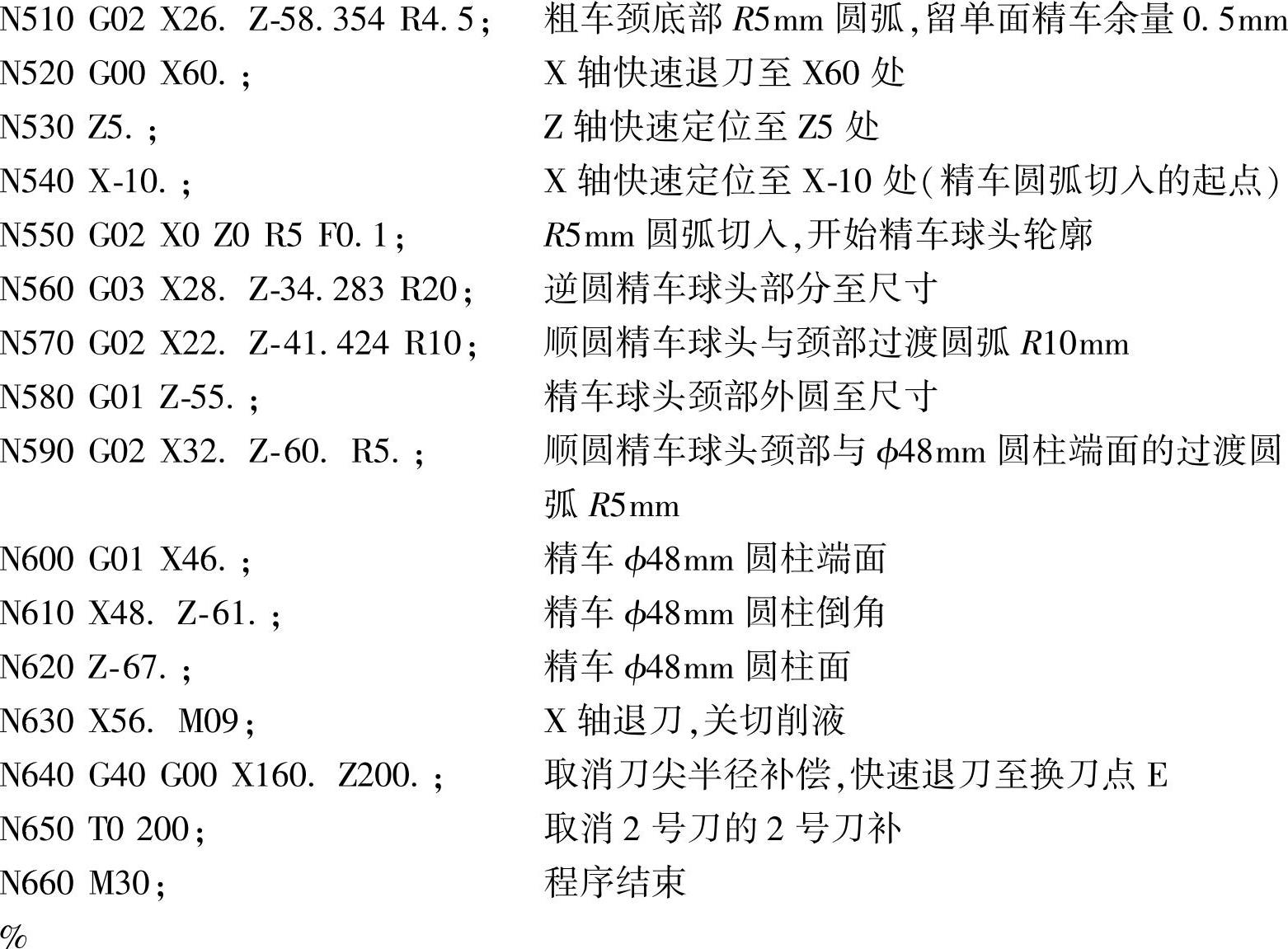
(2)左半部分(螺纹部分)的参考程序。

程序说明:
1)程序采用了G50指令建立工件坐标系,这主要是为了讲解G50指令的需要,具体应用时可根据需要修改,如当前使用较多的是G54~G59指令。同样,多刀车削加工时,在程序执行之前也必须确定一把基准刀,如T01号刀,则其他刀具为非基准刀,如本例的T03和T04号刀具。
2)基准刀与非基准刀的刀具补偿存储器的设置同G54~G59指令建立工件坐标系。
3)程序加工部分由于没有锥面和圆弧,因此未考虑刀尖圆弧半径补偿。
4)G90指令粗车圆柱较基本指令编程车削可简化编程。
5)程序中同样必须设置一个换刀点,其也是程序的起点S和结束点E。
6)精车轮廓的切入采用了倒角延长线切线切入方式,使倒角面不留刀路轨迹转换痕迹。
7)该程序的刀具路径可参见图5-13b。
8)由于毛坯长度的误差一般较大,对刀时可以先手工粗车一刀端面,留下适当的端面加工余量(约1~2mm),对刀时注意保证工件坐标系原点至ϕ48mm圆柱球头侧端面的距离。
9)M36螺纹的大径尺寸及螺纹径向尺寸的控制可以利用相应刀补存储器中的磨损补偿量进行修调控制。
12.标准刀对刀程序的对刀说明及操作分析
标准刀对刀程序中必须确定一把基准刀,这把刀是设定工件坐标系时对刀用到的刀,其对刀原理参见图5-4和图5-5。
非基准刀对刀就是要将处于工作位置的非基准刀到基准刀具的偏置矢量分量输入相应的刀具偏置存储器中。假设本例中的4把车刀处于工作位置时的位置关系如图5-14所示。图中假设T0101为基准刀,其用于设置工件坐标系,则01号偏置存储器中的几何偏置必须清零。当T0202号刀转到工作位置时,其相对于基准刀的偏置矢量为G2,其矢量分量分别有G2x和G2z,只要将这两个矢量值输入02号偏置存储器中即可,当程序运行时调用2号刀具补偿时,即可修正T0202号刀具的安装误差,其结果相当于刀位点在基准刀刀位点时的加工结果。同理,将T0303号刀的偏置矢量分量G3x和G3z及T0404号刀的偏置矢量分量G4x和G4z输入03号和04号刀具偏置存储器中即完成了非基准刀T0303和T0404号刀的对刀过程。
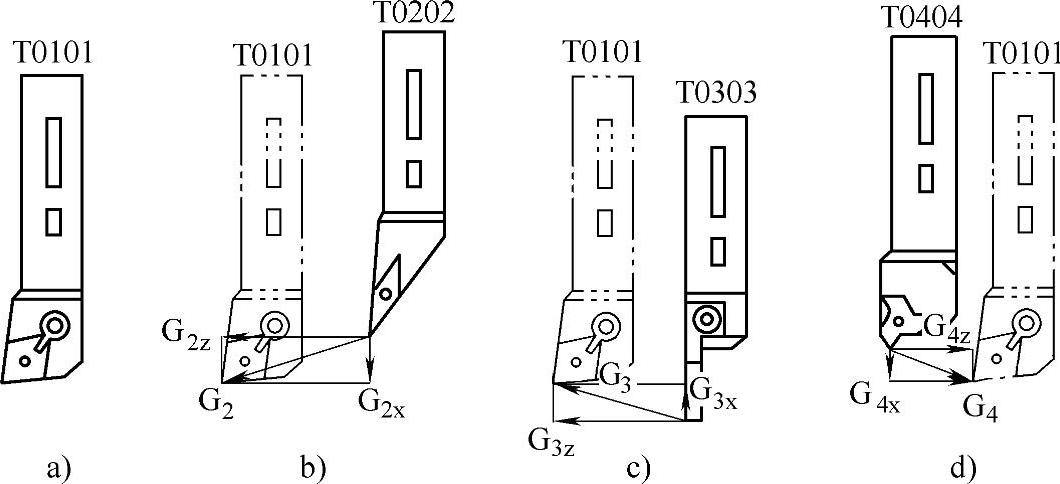
图5-14 基准刀具与非基准刀具位置关系
a)基准刀 b)T0202号刀 c)T0303号刀 d)T0404号刀
图5-15所示为刀具偏置存储器几何偏置部分的操作画面,若01号存储器为基准刀用的,则其几何偏置量必须清零。同时,其他刀具偏置存储器即可认为是非基准刀的存储器,分别用于存放非基准刀的偏置矢量分量,如图5-15中存放T0202号刀的02号存储器中存放位置。注意,所谓矢量即是包含正/负号的。关于这些偏置矢量输入的操作过程,可参阅3.10.1节中有关画面下部[INP.C.]软键的应用示例。
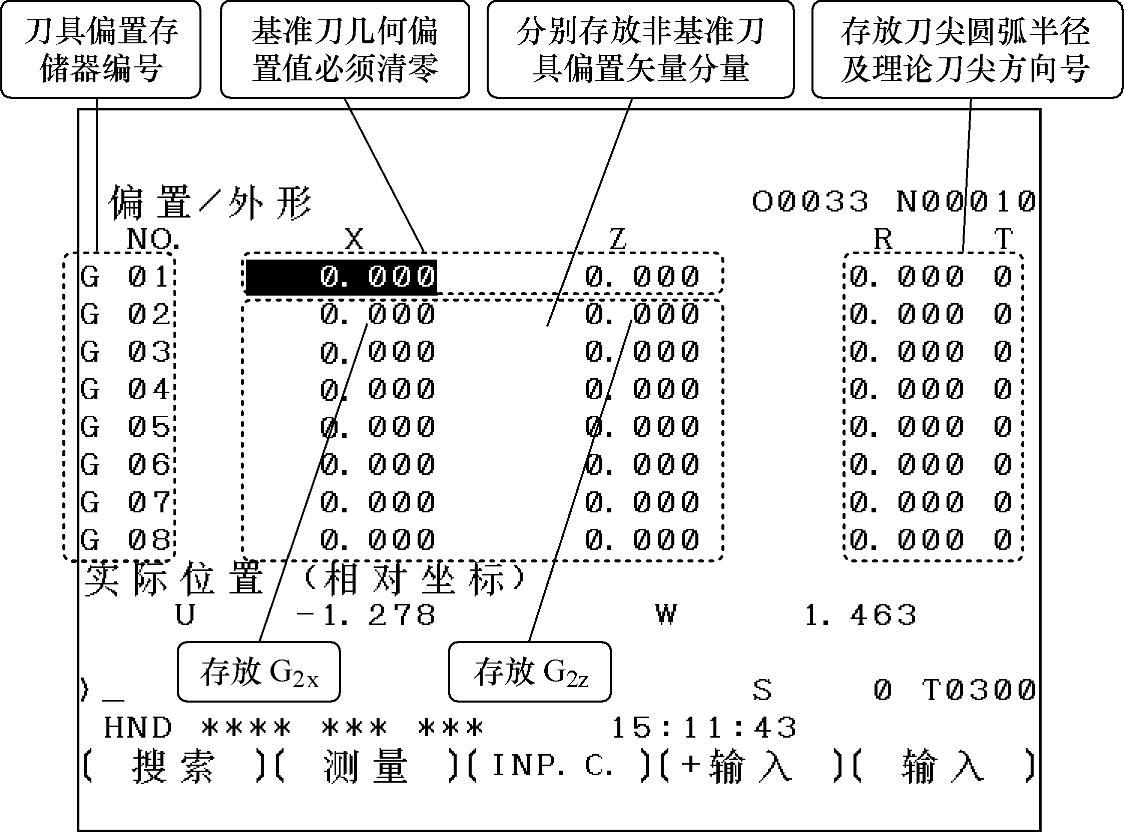
图5-15 刀具偏置存储器操作画面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。