



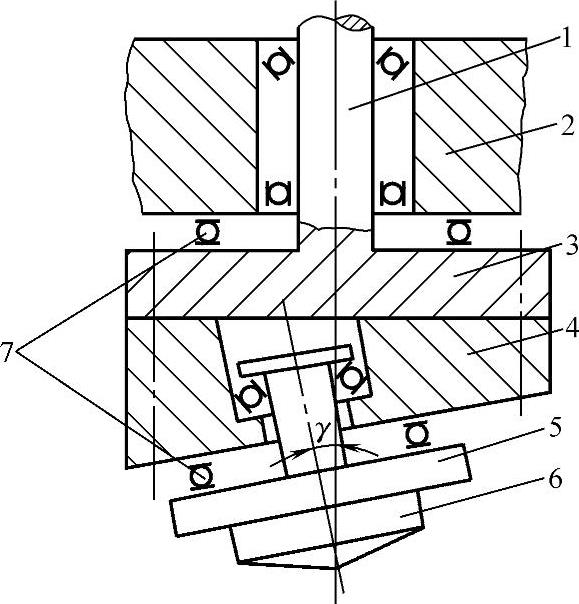
图5-10-2 滚动轴承式摆头结构示意图
1—摆轴 2—上横梁 3—摆轴盘 4—偏心斜盘 5—摆头模座 6—上模 7—推力轴承
摆头是实现摆辗工艺的关键部件,它决定摆辗机的使用性能。
(一)摆头结构
根据摆头上轴承形式不同,分为滚动轴承式、滑动轴承式和静压轴承式摆头三种。
(1)滚动轴承式摆头如图5-10-2所示 它的结构特点是在摆头上安装一个上端为一水平面,而下端与水平面成一γ角的斜盘,以实现摆动运动。当传动部分带动摆轴1旋转时,斜盘4随之旋转,而安装在斜盘偏心孔内的模座5便带动上模6产生摆动运动。该结构优点是结构简单,容易加工制造,维修方便,功率消耗较小。但轴承受偏载力影响易损,需要选择合适的轴承,一般多采用推力调心球面滚子轴承。
(2)滑动轴承式摆头如图5-10-3所示 这种结构特点是在摆头上装有一个或内外两个偏心套和一个滑动球头。偏心套上端与机器主轴相联,内有一偏心孔,其轴线与套的轴线相交γ角,滑动球头的尾柄部分嵌入到偏心孔中,于是滑动球头的轴线与机器主轴线也形成γ角,滑动球头另一端与球面衬套相配合,主轴旋转时,偏心套跟随旋转,于是滑动球头带动上模产生摆动运动。该结构的优点是传递载荷较大,寿命长,结构紧凑。缺点为结构较复杂,球面摩擦副的受力条件差,制造工艺及材料选用均要求较高。
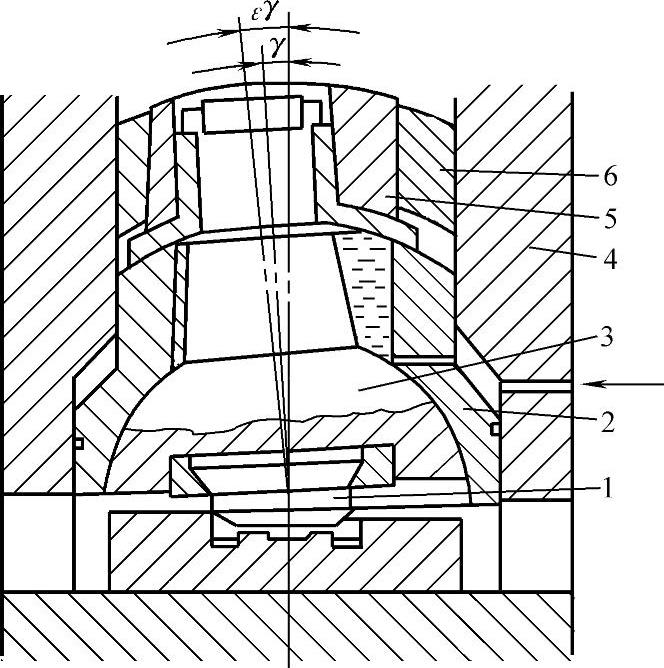
图5-10-3 滑动轴承式摆头结构示意图
1—上模 2—球面衬套 3—滑动球头 4—机架 5—内偏心套 6—外偏心套
(3)静压轴承式摆头如图5-10-4所示 该结构特点是在滑动球头和球面衬套之间建立一层静压油膜,用以承受全部摆辗力,以保证球面摩擦副之间在相对运动时处于完全液体摩擦的润滑状态。
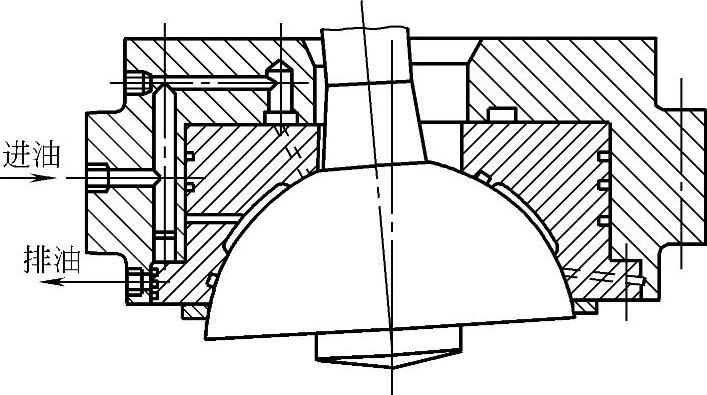
图5-10-4 静压轴承式摆头结构示意图
静压系统工作原理如图5-10-5所示。由高压油泵输出的高压油从回路中的A处分两路分别输往主液压缸(经过调速阀1F和单向阀2F)和静压系统(经顺序阀3F),油液经线隙式滤油器(1U~4U)和纸质滤油器5U过滤后,通过6个并联的毛细管节流器(1J~6J)进入开设在球座7上的6个均匀分布的油腔8,再通过油腔四周的封油面和回油槽9流回油箱。该结构的优点是球面摩擦副间几乎无任何机械磨损,因而寿命大大提高。但静压油膜的建立很不稳定,受热影响后即会破坏油膜刚度造成球面摩擦副研死。
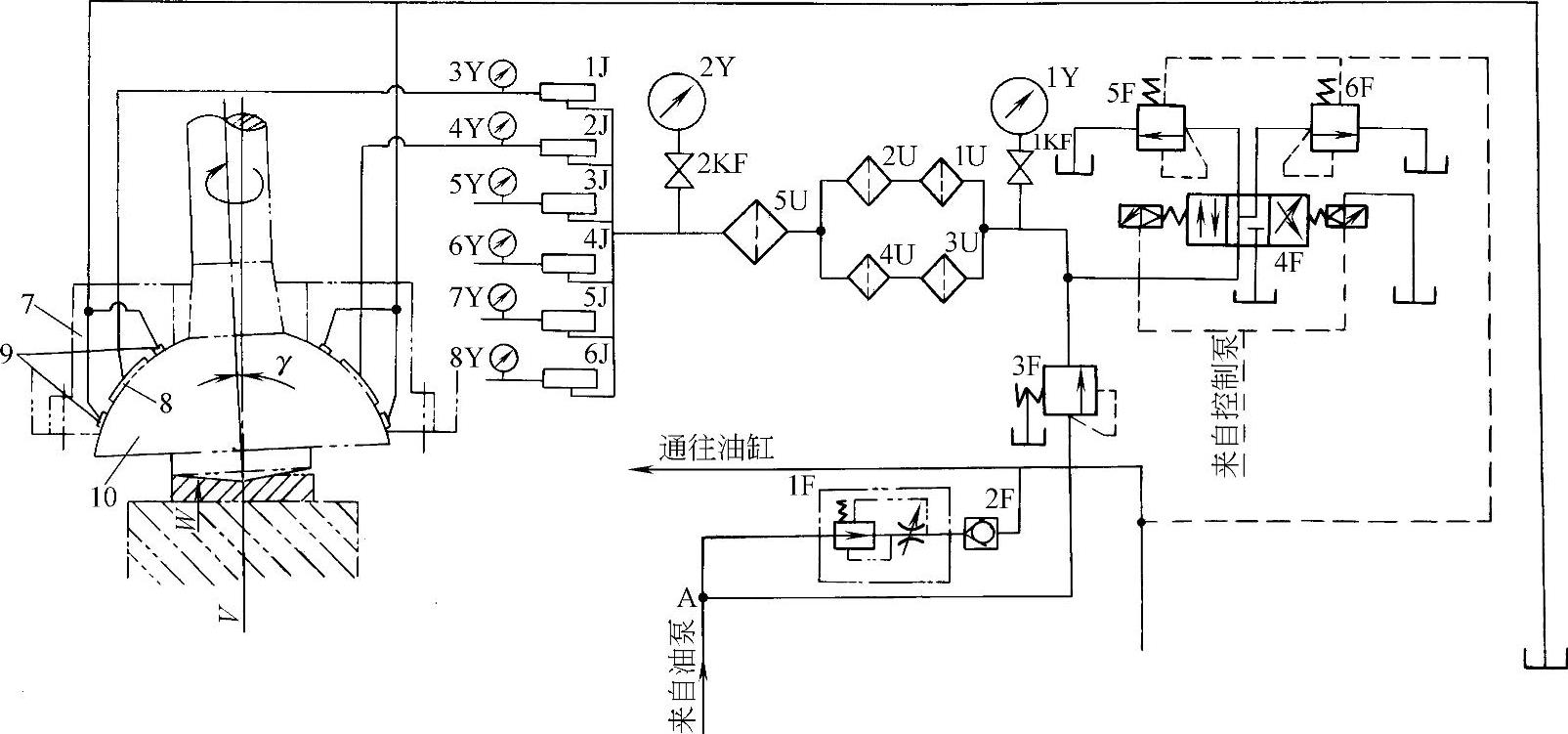
图5-10-5 静压原理图
(二)摆头的运动轨迹
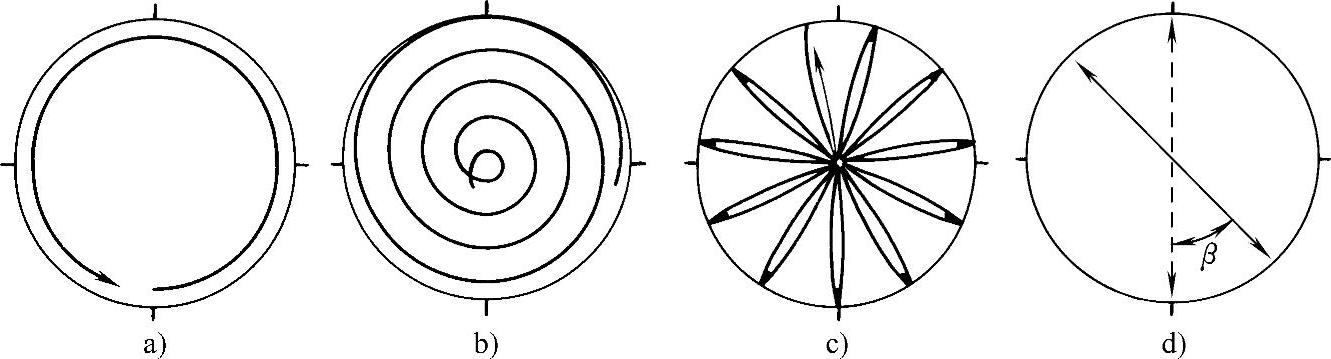
摆头运动轨迹有四种:圆轨迹、玫瑰线轨迹、螺旋线轨迹和直线往复运动轨迹,如图5-10-6所示。摆头的运动轨迹不仅对金属流动和填充影响很大,而且对电动机功率及设备刚度等均有影响,特别是对于形状不同的锻件的成形影响更大,如连杆等长轴类工件用圆轨迹就不如采用直线轨迹容易充满成形。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-10-6 摆头四种运动轨迹
a)圆轨迹 b)螺旋线轨迹 c)玫瑰线轨迹 d)直线轨迹
摆辗机可以只有一种运动轨迹,也可同时具有几种轨迹。单一轨迹的机器结构简单,维修制造方便。供大批量生产用的摆辗机多采用单一轨迹。我国制造的摆辗机大部分是单一轨迹的,而且多是圆轨迹,只有摆辗铆接机才采用玫瑰线运动轨迹。波兰PXW—100型摆辗机可在一机上实现四种运动轨迹,工作原理如图5-10-7所示。球头尾柄装在内偏心套的偏心孔内,靠内外偏心套同向或反向,同速或不同速的相对转动而产生四种不同轨迹。
当内偏心套与外偏心套同向同速旋转时,摆头运动轨迹为圆轨迹。它适合辗压各种圆形工件。
当内、外偏心套反向旋转,且内偏心套角速度等于两倍外偏心套角速度时,则摆头运动轨迹为直线轨迹。它适合于加工椭圆或长轴类工件。
当内、外偏心套反向旋转,而内偏心套角速度比外偏心套大n倍时(1.2倍例外),摆头运动轨迹为玫瑰线轨迹。它适合加工带齿形的齿轮等。
当内、外偏心套同向转动,且外偏心套转速大于内偏心套时,摆头运动轨迹为螺旋线轨迹。它适合加工具有不同直径台阶的工件。
(三)防止摆头自转装置(简称防转装置)
摆辗时,为了得到高质量的锻件和使上模具有良好的冷却和润滑,要求上模只做线滚动,而不允许有自转。但是,由于受轴承摩擦力的作用,在空转时,上模往往要随摆轴一起转动,这种自转,在辗压开始时,工件常被甩离原来的中心位置,使工件形状得不到保证,使水冷却模具也很难实现。同时由于锥形上模接触工件后相对工件而产生一滞后角,即摆动一周后不能回到原始位置。
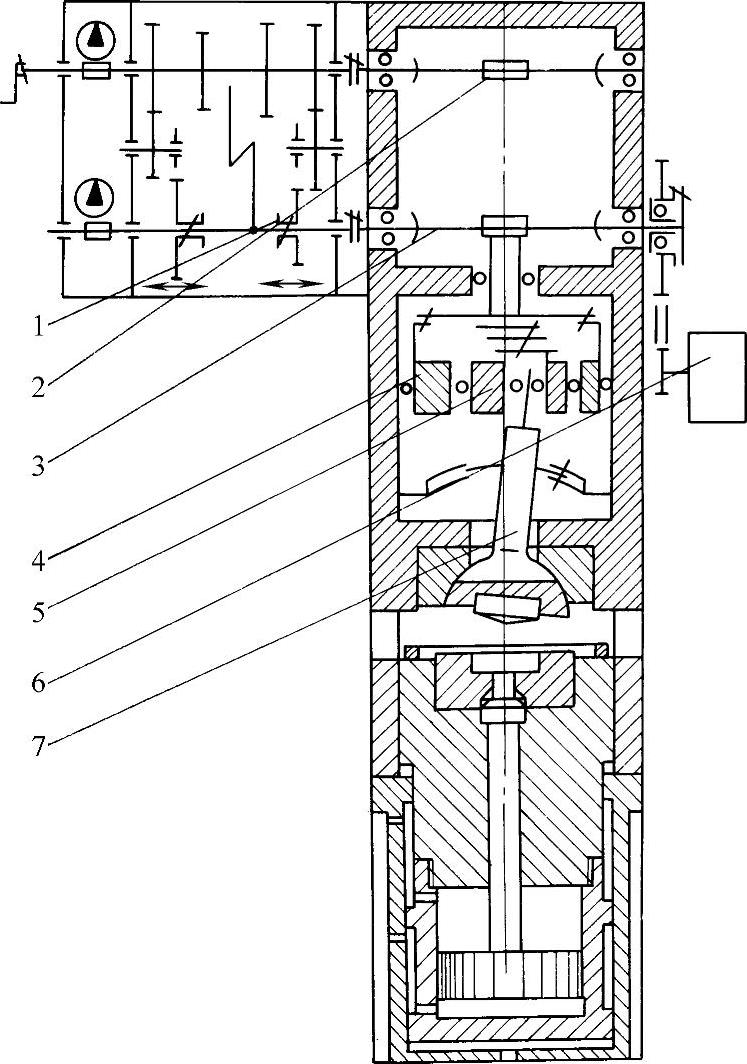
图5-10-7 PXW—100型摆辗机工作原理图
1—变速器 2—第二级蜗轮 3—第一级蜗轮 4—外偏心套 5—内偏心套 6—电动机 7—摆头
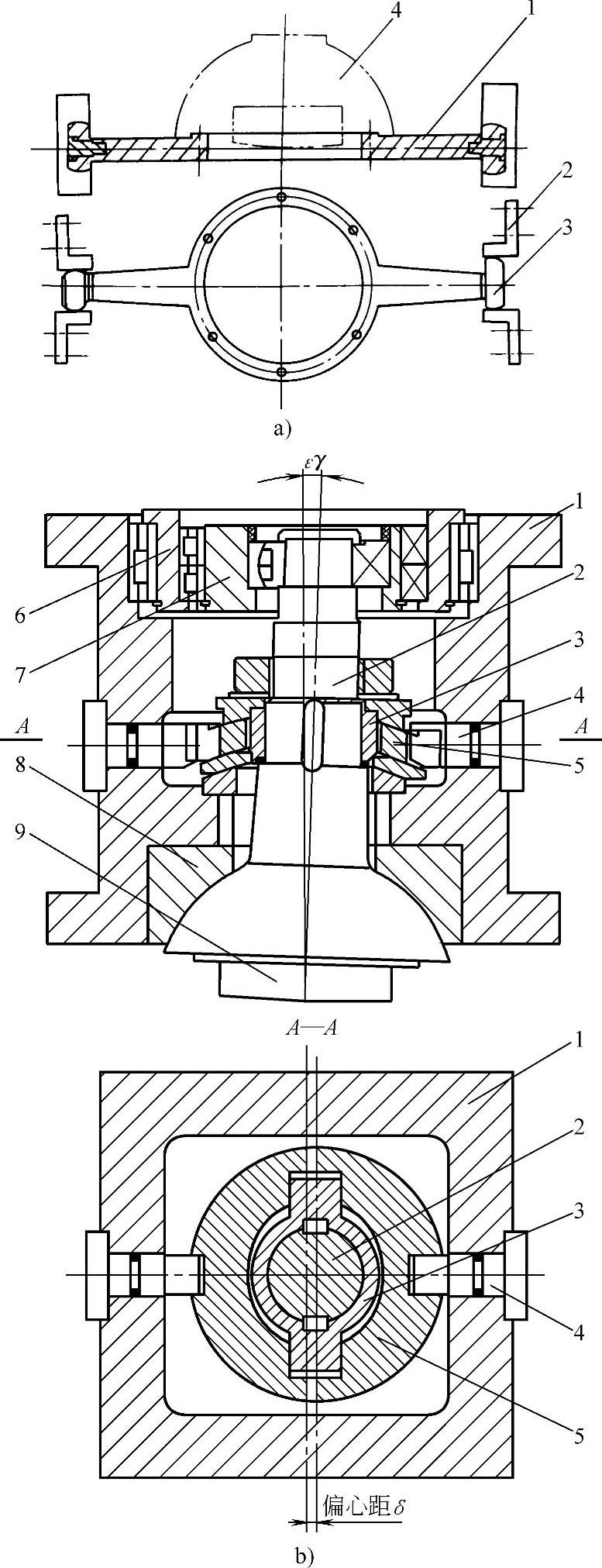
图 5-10-8
a)拨杆防转装置 1—防转杆 2—挡板 3—滚轮 4—球头 b)十字滑键防转装置 1—机架 2—滑动球头 3—内滑键块 4—定位键 5—防转盘 6—外偏心套 7—内偏心套 8—球面衬套 9—上模
防转装置有多种形式。一种是大齿圈防转装置,筒形的上齿圈固定在斜盘上,下齿圈固定在立柱上。下齿圈设计成横断面为齿条形的平面伞齿,而上齿圈下端为一伞齿轮,其分度圆锥角的余角等于摆角,其节锥线应与锥形上模的母线在同一平面内。
另一种防转装置是拨杆机构,见图5-10-8a。这种结构的防转杆安装在球头或摆头模座上,挡板固定在机架上,防转滚轮在挡板之间滚动。该结构和大齿圈相同,它既可在空转时防止摆头自转,也可在辗压时防止上模滞后,以保证上下模在任何时候均不产生相对错动。
还有一种是采用球面十字滑键形式的防转装置,见图5-10-8b。滑动球头2与内滑键块3固定联接,它通过带十字内、外滑动键槽的防转盘5与固定在机架1上的定位键4的键联接使滑动球头防转。波兰的PXW—100型摆辗机即采用这种防转方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。