



人们已经采用常规挤出机成功挤出L-乳酸含量为92%~98%(质量分数)的PLA。PLA薄膜和片材的生产实际上是相同的,二者之间的主要差异是挤出产物厚度不同而造成的硬度和柔软性的不同。一般来说,薄膜厚度≤0.076mm,片材厚度≥0.25mm。挤出流延薄膜时,熔融PLA通过片材机头挤出,在抛光的镀铬辊上淬冷,用循环水冷却辊。PLA的热敏性很高,所以机头上不应该用调幅杆,因为调幅杆后的分解树脂可能会使膜边不稳定。机头间隙一般大于片材厚度的10%或25~50μm。Ljungberg等人用HaakeRheomex254挤出机挤出了纯PLA,挤出机螺杆直径为19.3mm,压缩比为2∶1,长径比为25。在其研究中,加料段、机筒和机头的温度分别设置为160℃、180℃和175℃。片材和薄膜可以在三辊机上成型。PLA的熔体强度低,所以最好选用卧式辊。为了避免乳酸单体在辊上沉积以及膜在辊上滑动,辊温一般要高些(25~50℃)。用排气装置可以防止乳酸单体在机头上沉积。无论如何,辊都应避免过高温度,因为温度太高,片材会黏到辊上,降低其质量。为了减少薄膜与片材的瑕疵及与空气接触的机会,有树脂供应商建议,机头应尽可能靠近辊隙入口,并且要稍高于辊隙,这样辊能够接住熔融PLA片材的下垂部分。Ljung-berg等人制备PLA流延薄膜时采用了200mm宽的鱼尾式机头,机头间隙300~400μm,流延气隙15mm。一般来说,在机头单位长度(m)上能产生140~160MPa压力的液压辊架要防止辊的摇摆,因为辊摇摆会使PLA表面不均匀、膜边不稳定,还会产生缩幅。膜与辊之间接触良好也很重要,因为这样才能使乳酸积垢最少。流延PLA薄膜一般要将膜边定位(静电或低压空气)以避免产生条纹,减少缩幅,提高膜边的稳定性。PLA的裁边和膜处理与PS类似。PLA裁边应用旋转切刀,因为剃须刀式切刀有可能使膜边粗糙、膜破裂。收卷应用好的拉幅控制器,保证厚度一致。
与PP、PET和PS薄膜一样,PLA薄膜的物理性能可以通过拉伸来提高。用常规纵向拉伸辊就能实现PLA的单向拉伸。PLA在拉伸过程中容易缩幅,因此要用夹辊。纵向拉伸有可能提高PLA薄膜、片材的耐热性和冲击性能,达到单向拉伸PS、单向拉伸聚丙烯(OPP)或PET的水平。在60~80℃时可以将PLA薄膜拉伸到其初始长度的2倍或10倍,但拉伸温度比OPP和PET要低得多。PLA薄膜纵向和横向拉伸的典型温度见表2-11。一般来说,对于98%(质量分数)L-乳酸的PLA,纵向拉伸比为2~3,横向拉伸比为2~4。对于D-乳酸含量较高的PLA,纵、横向拉伸比都可能提高。
表2-11 PLA薄膜/片材纵横向拉伸时温度设置
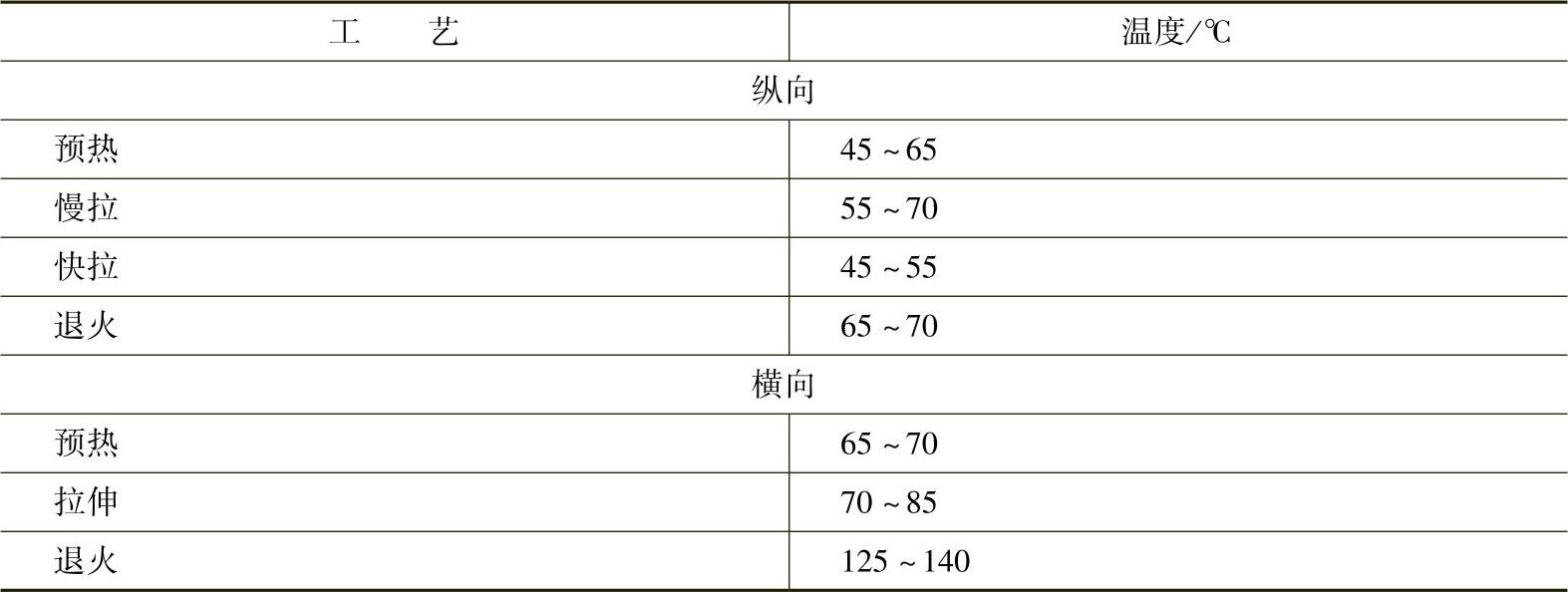
PLA薄膜的拉伸取决于拉伸速率、温度和拉伸比。高应变速率、低温和高拉伸比有助于拉伸过程中应变诱导结晶。Lee等人考虑了结晶和松弛效应,总结出要得到拉伸程度高的PLLA(Mw为190000g/mol)薄膜,最佳拉伸温度约为80℃。相反,对于内消旋含量为10%~20%(质量分数)、Mn为100000~150000g/mol的PLA而言,Gruber等人采用的温度低一些(对预热辊和冷却辊而言,纵向拉伸温度分别为65~72℃和20℃;横向拉伸温度分别为63~70℃及循环空气冷却)。Ou与Cakmak等人将流延PLA以不同的拉伸比进行双向拉伸,制备出双向拉伸PLA薄膜,然后室温退火,诱导结晶,提高薄膜尺寸稳定性。薄膜的广角X射线散射表明,结晶次序和拉伸取决于拉伸形式。他们发现PLA薄膜的同步双向拉伸产生结晶次序较差,而顺序拉伸产生的结晶次序较好。因此,PLA薄膜的性能应该是随着拉伸过程中采用的拉伸顺序而变化的。
PLA具有优异的光学性能和很高的模量,但其断裂伸长率、撕裂强度和断裂强度都较低。为了克服这些缺点,常常将PLA与其他聚合物共挤,形成多层结构,提高其性能。例如,为了减少静电的产生,Rosenbaum等人发明了双向拉伸的多层薄膜成型工艺,其中一层为PLA,另外两层为含有PLA和甘油脂肪酸酯的内外层,所制得的薄膜表面抗静电。挤出机温度为170~200℃,牵引辊温度设为60℃。双向拉伸顺序发生,先是纵向拉伸,温度68℃,辊以不同速度转动。之后用扩幅架进行横向拉伸,温度88℃,纵、横向的拉伸比分别为2.0和5.5。为了使薄膜尺寸稳定,热定型温度设为75℃。Noda等人发明了一种共挤多层复合薄膜工艺,薄膜的构成为聚羟基烷酸酯(PHA)共聚物(3-羟基丁酸酯与3-羟基己酸的共聚物)和PLA,目的是提高PLA的柔软度,同时降低其黏性。通过防止薄膜自身或与设备间的黏结,提高了生产速度和产品质量。(https://www.xing528.com)
PLA薄膜的表面能一般比未处理的聚烯烃薄膜高。Gruber等人的研究表明,纯PLA薄膜的表面能为44dyn/cm。98%(质量分数)乳酸PLA和94%(质量分数)乳酸PLA薄膜的表面能分别为42dyn/cm和34~38dyn/cm。表面能高,不用进行表面处理就具有令人满意的印刷效果。如果后续工艺需要较高的表面能,就要用电晕放电技术对薄膜表面进行处理。
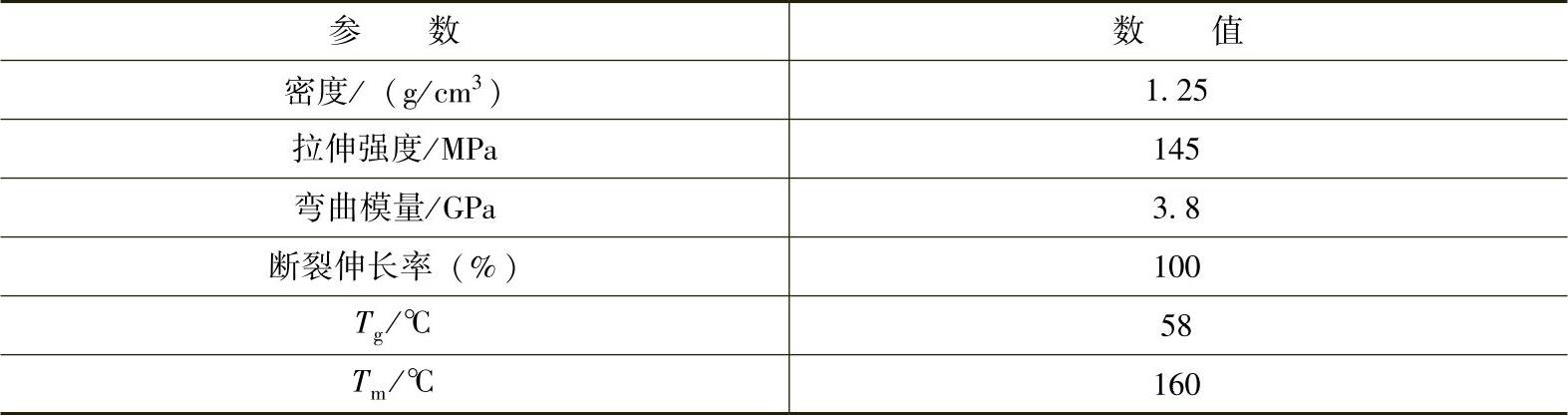
PLA薄膜的透光性和光泽性可以与芳香族聚酯PET相比拟,优于PE;其硬度高,拉伸强度和模量也都很高,与PET相当;耐弯曲,气体阻隔性高,抗脂肪溶解和耐油性好;PLA亲水性强,与PE相比,其具有非常好的印刷性,可广泛用作工业上和农业上各种产品的包装材料和包装袋。双向拉伸PLA薄膜的物理与力学性能见表2-12。
表2-12双向拉伸PLA薄膜的物理与力学性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。