



从流延薄膜挤出机生产线设备布置(见图7-2)中可知,流延薄膜挤出成型用设备主要有单螺杆挤出机、成型模具、喷气(气刀)装置、冷却定形辊筒、牵引装置、切边装置和其他辅助装置等。
(1)挤出机 采用通用型单螺杆挤出机,螺杆结构是按挤塑材料的不同而变化:当挤塑聚丙烯时,取长径比(25~33)∶1,压缩比为4∶1,结构形式为带混炼头的计量型螺杆;挤塑材料是聚乙烯时,取长径比(25~30)∶1,压缩比为3∶1,结构形式为计量型突变螺杆;挤塑材料是聚酰胺时,取长径比为(28~35)∶1,压缩比为(3.5~4)∶1,结构形式为带混炼头的突变型螺杆。
(2)成型模具 常用的流延薄膜挤出成型用模具结构形式有歧管型(T形)、螺杆分配型、衣架型和鱼尾型,其中应用较多的成型模具是歧管型和衣架型结构(见第7章中7.2.1节内容)。
(3)喷气(气刀)装置 喷气装置中的主要零件是气刀,安装在流延膜与冷却辊筒接触的部位(见图7-45)。气刀体是一个筒形、一侧开有窄缝,能吹出压缩空气的喷嘴,喷嘴的长度与模具上的模唇长度相同,喷嘴缝隙宽在0.4~2mm范围内;工作时从喷嘴喷出气压稳定、气流速度均衡的压缩空气,垂直吹向冷却辊筒上的薄膜。气刀的作用是能把从模唇口流延出的薄膜紧贴在冷却辊筒面上,使薄膜快速降温,减少膜面幅宽的收缩,使流延薄膜的宽度和厚度尺寸稳定。气刀与冷却辊筒的距离可在3~40mm范围内视膜的成型状况调整。
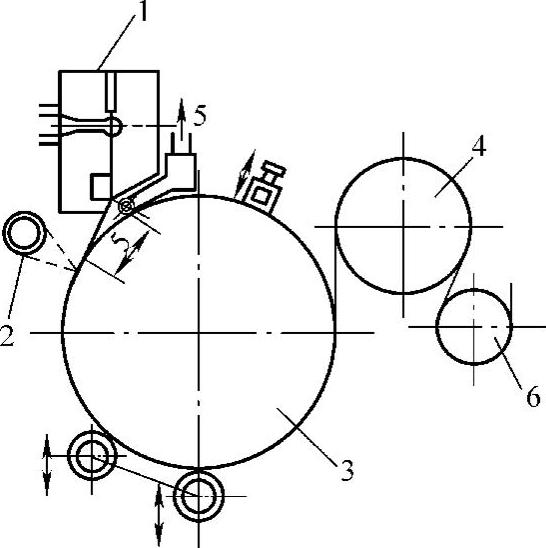
图7-45 流延薄膜用冷却辊筒工作示意图(https://www.xing528.com)
1—成型模具 2—气刀 3、4—冷却辊 5—排风管 6—导辊
(4)冷却定形辊筒 冷却定形辊筒是为流延薄膜降温,使其定形的一种大直径辊,一般由两个辊筒组成(见图7-45)。第一辊筒直径在600~800mm范围内,第二辊筒直径在300mm左右,两个辊筒内均通冷却循环水。为了得到较好的降温效果,最好使冷却水强制加快循环,这样可以提高薄膜成品的透明度和减少流延薄膜幅宽收缩。对于辊筒工作面的加工,其表面粗糙度值Ra应不大于0.05μm,然后镀硬铬层抛光至镜面。
(5)牵引装置 流延成型设备中的牵引装置由一对直径约为250mm的辊筒组成,一个是辊面挂有橡胶层的被动辊,另一个是表面镀有硬铬层的主动辊。牵引辊工作时,主动辊在下,橡胶辊压在钢辊上,冷却定形的流延薄膜从两辊间通过时被两辊夹紧,被牵引向卷取方向运行。
(6)切边装置 切边装置安装在卷取装置前,作用是切除冷却定形薄膜两端较厚部分的薄膜。膜两端的切刀片距离可按产品宽度要求进行调整,切下的膜边经过卷取后,再经切粒后可直接投入原料中再生产。
(7)其他辅助装置 流延法成型用的挤出机生产线上还有一些生产流延薄膜不可缺少的辅助装置,如为了清除熔融料中的杂质而用的过滤网和能够快速换网用的换网装置;测量流延薄膜厚度用的β射线测厚仪和型号为KR100D、能够满足生产速度为100m/min、保证薄膜表面的润湿张力达到38mN/m以上的膜面电晕处理装置等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。