



在射线源与被透照的物体处于相对运动的过程中,完成射线检测的技术方式称为动态检测方式。检测过程中工件的不同部分顺序通过扫描窗口,受到射线照射,完成射线检测图像采集。
1.动态检测方式技术控制概述
在动态检测方式中,由于射线检测图像采集是在射线源与被透照的物体处于相对运动的过程中完成的,因此将引入运动不清晰度。
本质上,运动不清晰度可认为是相对运动改变了射线源焦点尺寸,从而导致几何不清晰度改变。如果记这时的几何不清晰度为UG,则检测技术不清晰度应为
U2=U2G+U2D
或
U3=U3G+U3D
检测图像的不清晰度将为
或
与静态检测方式的技术控制比较,动态检测方式技术控制的特殊方面主要是扫描窗口参数和扫描运动控制。后面的讨论将看到,扫描窗口参数直接影响这时的几何不清晰度。扫描运动控制应包括扫描速度和速度稳定性。由于工件仅在通过扫描窗口区才产生形成检测图像的曝光,因此扫描速度(相对运动速度)与窗口宽度共同决定了曝光量;扫描速度的稳定性(或说相对运动的稳定性)将影响曝光的均匀性。为了获得要求质量的检测图像,除了一般技术控制外,必须正确设计扫描窗口参数和扫描运动。
动态检测方式可以采用平移运动方式完成,也可以采用旋转运动方式完成。
2.平移运动动态检测方式:扫描窗口处于工件射线源侧
一种平移运动动态检测方式的透照布置示意图如图4-8所示。
对这种透照布置,射线源与扫描窗口常固定成一个整体,采用适当的驱动机构,使射线源、扫描窗口及探测器,与工件沿扫描方向以适当的速度进行稳定的相对运动,在运动过程中完成射线检测。实际中,多数是射线源、扫描窗口及探测器固定不动,工件运动。
它主要应用于采用面探测器在大面积范围内获得较小影像变形的检测技术。
为了正确地设计动态检测方式技术,需要建立运动不清晰度引起的几何不清晰度的改变与相关因素的关系。
图4-8 一种平移运动动态检测方式的透照布置(扫描窗口位于源侧)示意图
ϕ—射线源在扫描方向的焦点尺寸 W—扫描窗口在扫描方向的宽度 H—扫描窗口与射线源的距离 δ—扫描窗口与工件表面的距离 f—射线源与工件表面的距离 T—工件的厚度 v—射线源与工件的相对移动速度
观察图中工件表面A点,其从进入扫描窗口到离开扫描窗口,被射线照射形成的投影将如图4-8中阴影所示。按照一般的几何不清晰度概念和简单的三角形相似关系,动态检测方式这时的几何不清晰度应为
由于f=H+δ,得到

它清楚地给出了在平移运动方式这种动态检测透照布置下的几何不清晰度与相关因素的关系,显然这时的几何不清晰度比通常的静态检测方式增大。
如果记运动不清晰度为Um,静态时的几何不清晰度为Ug,则可以认为
UG=Ug+Um
按图中的记号,则

因此应有

由于f=H+δ
则可得到
进行简单整理,则得到

可见,对图中所示的平移运动,运动不清晰度与焦点尺寸、窗口宽度、扫描窗口与工件表面的距离、射线源与工件的距离等因素相关。若记

则运动不清晰度也可写为
若记(https://www.xing528.com)

即对于平移运动动态检测方式,几何不清晰度又可以写成
可见,由于动态检测方式的相对运动,相当于焦点尺寸从原来的ϕ增大为ϕ′。
上面关于几何不清晰度的讨论,可作为检测技术关于扫描窗口宽度和透照布置参数设计的指导。如果采用放大透照技术,则这时检测图像的不清晰度可写为

或者

为保证以较小扫描窗口宽度达到一定的曝光量,一种可能的处理方法是,使工件多次通过扫描窗口,这对扫描运动稳定性提出了更高要求。
3.平移运动动态检测方式:扫描窗口处于工件探测器侧
这种动态检测方式的透照布置示意图如图4-9所示,应用于线阵探测器动态检测方式,检测由软件控制,检测图像由每次获得的一行图像数据合成。显然,这时扫描运动除了影响曝光量外还构成了该方向的图像数字化采样间隔。
在这种透照布置下,对不同的射线源尺寸、源到工件表面距离、扫描窗口宽度和高度(厚度)、扫描窗口与工件表面距离,射线源进入探测器的射线束交点S可以处于工件表面上、表面外射线源侧、表面内探测器侧不同位置(如图4-9b图所示)。采用符号Δ表示射线束交点与工件射线源侧表面距离,可简单讨论这时的几何不清晰度。
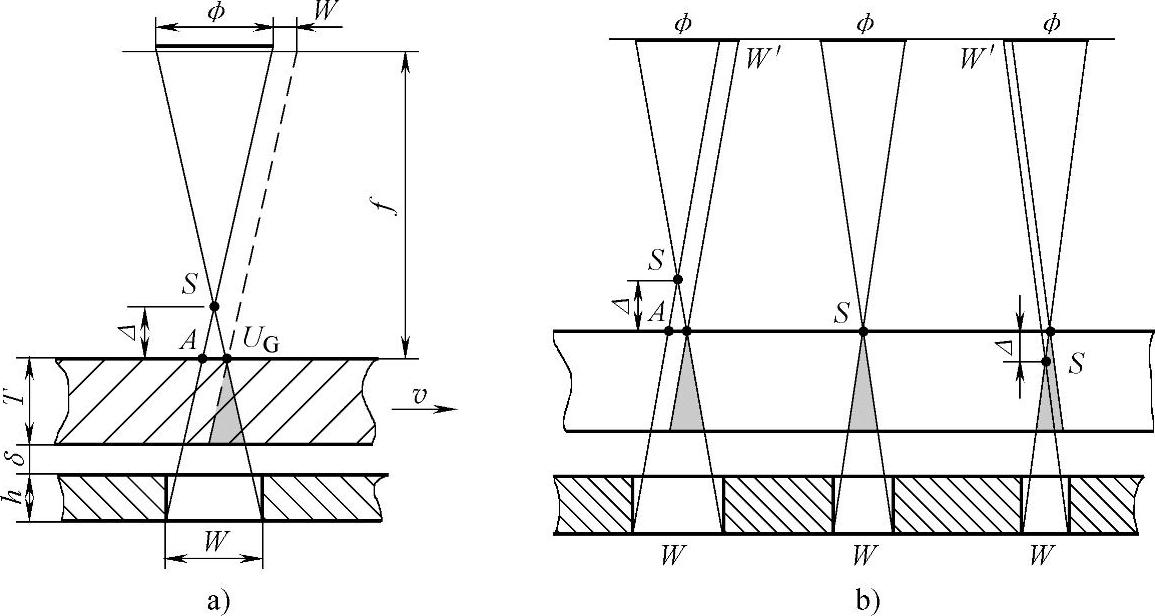
图4-9 平移运动动态检测方式的透照布置(扫描窗口位于探测器侧)示意图
与上面讨论同样的思路,观察工件表面A点,当照射它的射线束通过扫描窗口区时,它形成的投影将如图中阴影所示。按照图中的三角形相似关系,可以写出几何不清晰度的表示式。按图4-9a的情况讨论(即射线束交点S位于工件表面外源侧),应有
式中出现的W′是由Δ引起的一个可认为改变射线源尺寸的附加量值。按照三角形相似关系有

因此有

因有
所以
将式(4-12)代入,整理得到

上述讨论结果为
式(4-11)~式(4-13)可以作为图4-9b中三种情况统一处理关系式使用。需要区别的是,这时计算得到的Δ值、W′值可能出现正、负、0三种情况。
1)Δ>0,对应的是射线束交点S位于工件表面外射线源侧,W′也为正值。
2)Δ=0,对应的是射线束交点S位于工件表面上,W′也为0值。
3)Δ<0,对应的是射线束交点S位于工件表面内探测器侧,W′也为负值。
实际检测技术下出现的一般都是射线束交点S位于工件表面外射线源侧情况。这时,将因检测的相对运动导致动态检测方式的几何不清晰度大于静态检测方式的几何不清晰度。这些关系式显示了动态检测方式的几何不清晰度与射线源焦点尺寸、源到工件表面距离、扫描窗口宽度与高度、扫描窗口与工件表面距离之间的关系。它们可作为设计这些技术因素的依据。
图4-10是采用像素尺寸为84μm的线阵探测器以扫描方式获取的电阻点焊熔核裂纹图像与静态胶片射线照相检测图像。可见,动态检测获得了完整的检测图像。
图4-10 电阻点焊熔核裂纹的线阵探测器检测图像与静态胶片射线照相检测图像
a)线阵探测器扫描方式检测图像 b)静态胶片射线照相检测图像
4.旋转运动动态检测方式
除了平移运动动态检测方式,常见的还有旋转运动动态检测方式。它主要用于圆筒形工件,工件以适当速度围绕圆心轴旋转,在旋转过程中完成射线检测图像拾取。图4-11显示了旋转运动动态检测方式的透照布置示意图。

图4-11 旋转运动动态检测方式的透照布置示意图
由于扫描窗口宽度小,工件通过扫描窗口时可认为处于平移运动状态,这时涉及的工件范围也可以近似认为是平面工件,因此对它的技术控制,可近似按上面平移运动动态检测方式处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。