



10.2.2.1 高温氧化特点
高温氧化是金属高温腐蚀的主要形式。高温腐蚀遍及国民经济各个领域,是腐蚀与防护的重要方面。高温氧化包括三个内容:一是金属表面发生氧化的可能性,用体系自由能(ΔG)变化予以判断,ΔG<0时氧化过程能自发进行,ΔG>0时氧化过程不能进行;二是形成的反应产物——氧化膜特性,其中包括晶体结构、颜色、厚度及连续性等;三是氧化膜对界面及界面反应的影响。
氧化膜的晶体结构有离子型化合物(例如MgO、CaO、ZnS等)、半导体型化合物(例如Fe2O3、Cr2O3、Al2O3、SiO2、CoO等)及间隙化合物(例如碳化物、氮化物、硼化物等)。
零件表面产生的氧化膜抗高温腐蚀的能力与下列因素有关:
(1)氧化物的化学稳定性与相稳定性。
(2)结构的致密程度。
(3)在金属表面上连续均匀的覆盖。
(4)与基体结合的牢固程度以及与基体金属的膨胀系数差。
10.2.2.2 钢铁材料的高温氧化
纯铁在570℃以下有良好的抗氧化能力,高于570℃时抗氧化性急剧降低。570℃以下是由Fe3O4及Fe2O3组成,570℃以上主要由FeO组成。图10-19所示是工业纯铁在1200℃空气中加热时各层氧化物的成长曲线。靠近基体是FeO,中间层是Fe3O4,最外层是Fe2O3,FeO层最厚,约占总厚度的90%。

图10-19 工业纯铁在1200℃空气中加热时各层氧化物成长曲线
FeO是简单立方点阵,其中存在大量空位,因此降低了抗氧化能力。Fe3O4有磁性,是尖晶石型复杂立方点阵,从室温至1538℃都能稳定存在,是氧化膜中结构最致密的相,因此抗氧化能力较好。在氧化性介质中加热时Fe3O4与氧反应转变成Fe2O3,其转变过程可分为两段,即加热到220℃时形成γ-Fe2O3,晶体结构与Fe3O4相同;再加热到400~500℃时失去磁性,形成斜方六面体的α-Fe2O3。Fe2O3存在于室温至1100℃,1100℃以上开始分解,1565℃时分解完了。
碳钢在570℃以下与纯铁一样,有一定抗氧化能力,700℃以上因为发生脱碳,逸出CO+CO2气体,使抗氧化性降低。钢中加入Cr、Al、Si等能形成致密氧化物,提高了钢抗氧化能力。
10.2.2.3 高温氧化试验
1.试验方法
(1)设备。用管式炉或箱式炉加热,炉温应均匀,温差不超过±5℃。试样放入瓷坩埚、石英坩埚或铂金坩埚中,并备坩埚盖。试验过程中,特别是取样时防止氧化膜落在坩埚外面。使用瓷坩埚时需在高温下(900~1000℃)焙烧几次,除去其中水分及杂质,直到恒重为止。使用石英坩埚或铂金坩埚时应当用苯或乙醚洗涤脱脂,并放入150~200℃烘箱内除去水分。
试样放在Cr-Ei丝或铂金丝支架上,不要与坩埚壁接触。
(2)试样。常用矩形板状试样,其尺寸为60mm×30mm,厚度视材料而定,一般为2.5~5.0mm。也可以采用30mm×15mm或30mm×10mm小试样。棒料可采用ϕ10mm×20mm、ϕ15mm×30mm、ϕ25mm×50mm等圆柱形试样。
试样厚度应均匀,形状规则,表面粗糙度Ra<0.8μm。铸件试样不能有气孔、疏松、裂纹等缺陷。试验前将试样用甲苯或乙醚等洗涤脱脂,然后烘干、称重。
(3)测定方法。根据要求确定加热温度,一般可略高于实际使用温度。碳钢及低合金钢每隔50h称重一次,总保温持续时间应不少于250h。中合金钢及高合金钢每隔100h称重一次,总保温时间应不少于500h,如有必要也可增加到1000h。试验后试样的重量测定有两种方法。
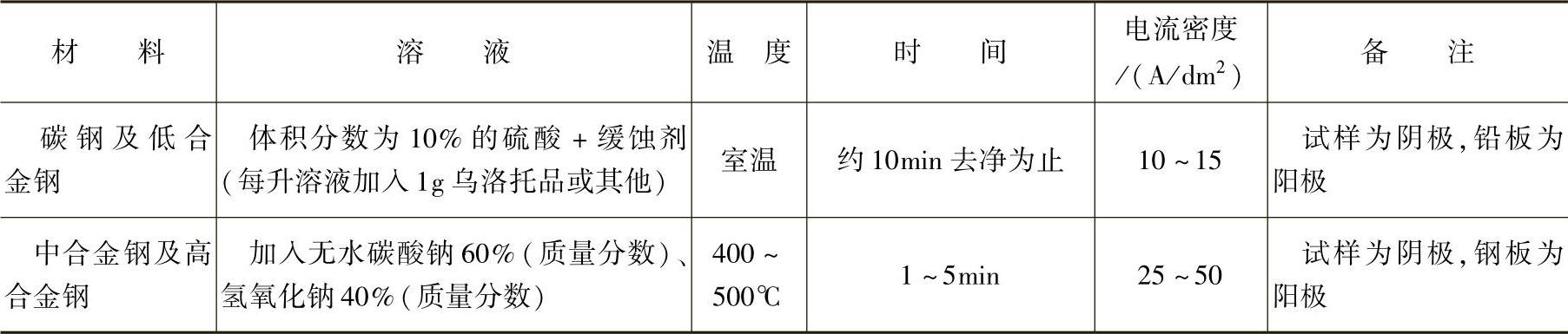
1)减重法。试样出炉后用木刮刀或硬橡胶等剥下表面氧化膜,直至看不见其痕迹为止。对于较难剥下的氧化膜可采用电化学法进行分离,具体做法见表10-11。然后将试样洗净、称重量。(https://www.xing528.com)
2)增重法。试样取出时应迅速将干燥过的坩埚盖盖上,然后放入干燥器内,待冷至室温后,拿去坩埚盖,将试样与坩埚一起称重。试验过程中应注意所有氧化膜必须全部保留在试样上及坩埚内。
2.结果评定
(1)减重法 根据试样每周期的减重量,计算出每小时的氧化速度(K),如下式:

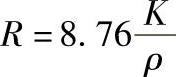
如果要换算成氧化速度的深度指标,可用下式
式中 K——氧化速度[g/(m2·h)];
R——氧化速度的深度指标(mm/a);
m0——试验前试样质量(g);
m1——清除氧化产物后试样质量(g);
S0——试样原始面积(m2);
t——时间(h);
ρ——金属密度(g/cm3);
8.76——换算系数(24×365/1000)。
表10-11 电化学法去氧化膜参数
将上式试验结果绘成腐蚀速度与时间曲线(K-t)。如果最后两个周期的腐蚀速度相等或接近,表明高温氧化已达到稳定状态。此时可根据最后一个周期的腐蚀速度,按表10-12进行评定。如果最后两个周期的腐蚀速度相差较大,表明尚未达到稳定状态。应继续再做,以求达到稳定状态,然后再进行评定。
表10-12 金属抗氧化性级别
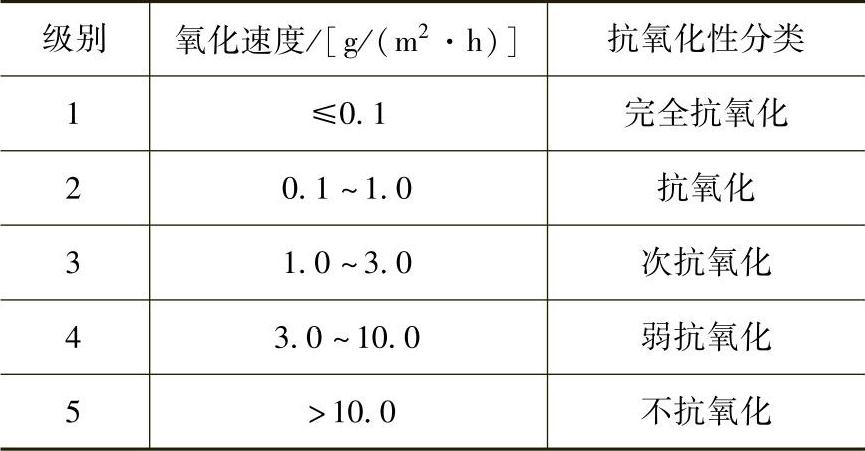
(2)增重法。用增重法评定材料抗氧化性时,一般只计算其稳定的增重速度[g/(m2·h)],而不换算成年腐蚀深度。采用这种指标时只能在材料间进行比较,不能按上表进行评定。确定年腐蚀深度要确知氧化产物的化学成分,而这种氧化产物成分与材料、氧化气体成分、温度、压力及时间等有关,并且内外层氧化产物成分亦不相同,计算复杂,也不准确。
GB/T 13303—1991是我国测定钢抗氧化性能的国家标准。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。