



梯形螺纹是传动螺纹中应用最广泛的一种,机床丝杠上的螺纹大多是梯形螺纹。梯形螺纹有米制和寸制两种,我国常采用米制梯形螺纹(牙型角为30°)。
1.梯形螺纹的主要参数、计算公式及标记
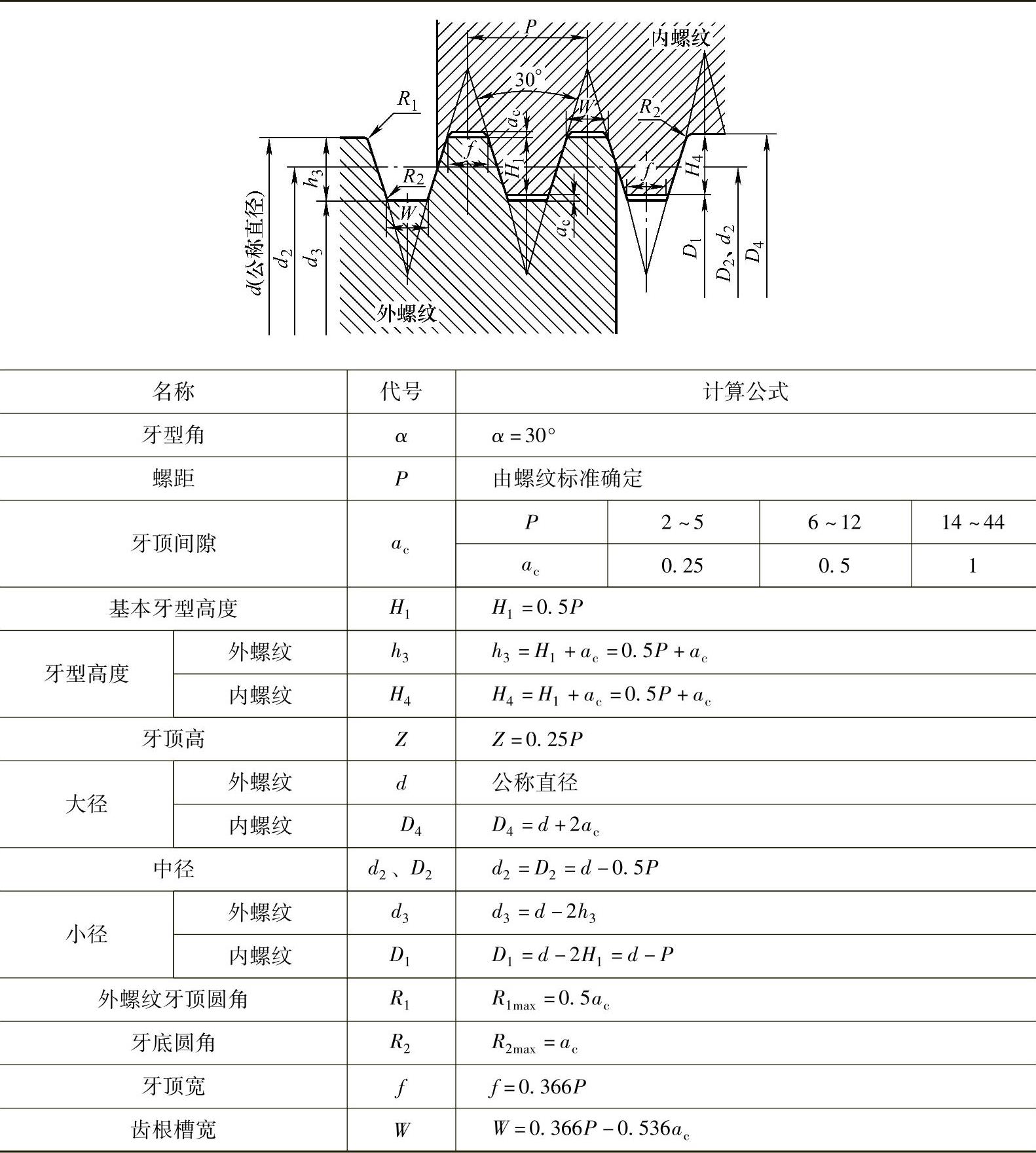
(1)梯形螺纹的主要参数、计算公式 30°米制梯形螺纹的基本牙型与尺寸计算见表6-12。
(2)梯形螺纹的标记 30°米制梯形螺纹标记由螺纹种类代号“Tr”和螺纹“公称直径×螺距”表示;左旋螺纹需在尺寸之后加注“LH”,右旋则不标注;梯形螺纹的公差代号只标注中径公差带,标注在旋向之后;旋合长度标注在最后,如“Tr36×6LH-8H-L”。内外配合梯形螺纹副标记示例:Tr40×7-7H/7e。
2.梯形螺纹车刀
梯形螺纹车刀有高速钢螺纹车刀和硬质合金螺纹车刀两类。
表6-12 梯形螺纹基本牙型与尺寸计算
(1)高速钢梯形外螺纹粗车刀 高速钢梯形外螺纹粗车刀几何形状如图6-36所示,车刀刀尖角εr应小于牙型角30′,为了便于左右切削并留有精车余量,刀头宽度应小于牙底槽宽W。
(2)高速钢梯形外螺纹精车刀 高速钢梯形外螺纹精车刀几何形状如图6-37所示。车刀背前角γp等于0°,车刀刀尖角εr等于牙型角α,为了保证两侧切削刃切削顺利,都磨有较大前角(γo=12°~16°)的卷屑槽。但在使用时必须注意,车刀前端切削刃不能参加切削。该车刀主要用于精车梯形外螺纹牙型两侧面。
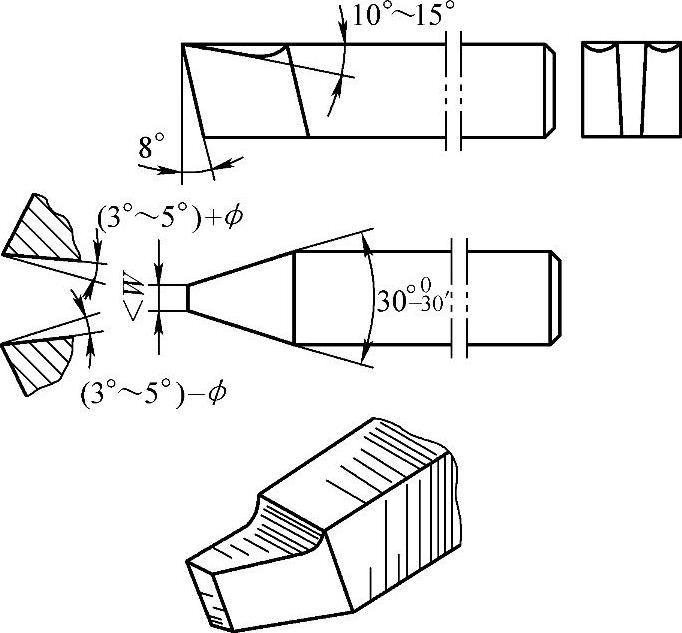
图6-36 高速钢梯形外螺纹粗车刀
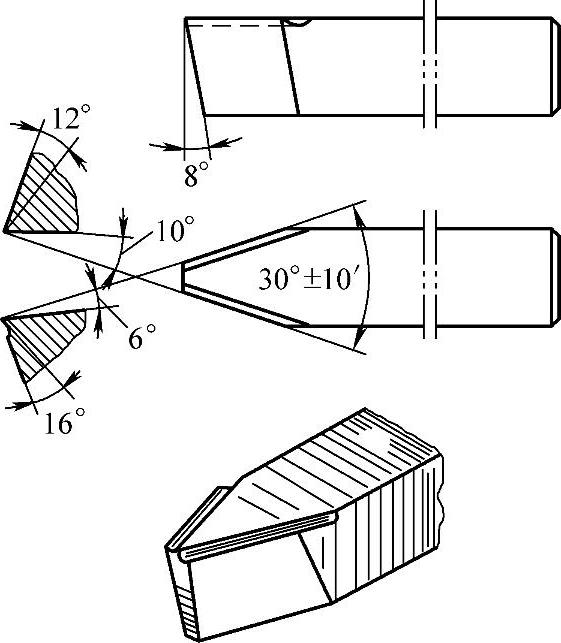
图6-37 高速钢梯形外螺纹精车刀
(3)硬质合金梯形外螺纹车刀 为了提高生产效率,在加工一般精度的梯形螺纹时,可采用硬质合金螺纹车刀进行高速车削。图6-38所示为硬质合金梯形螺纹车刀的几何形状。高速车削时,由于三个切削刃同时切削,切削力较大,易引起振动;并且当刀具前面为平面时,切屑呈带状排出,操作很不安全。为此,可在前面上磨出两个圆弧,如图6-39所示。
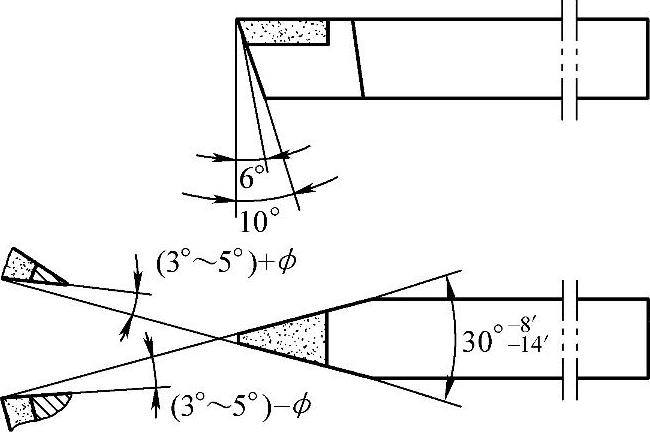
图6-38 硬质合金梯形外螺纹车刀
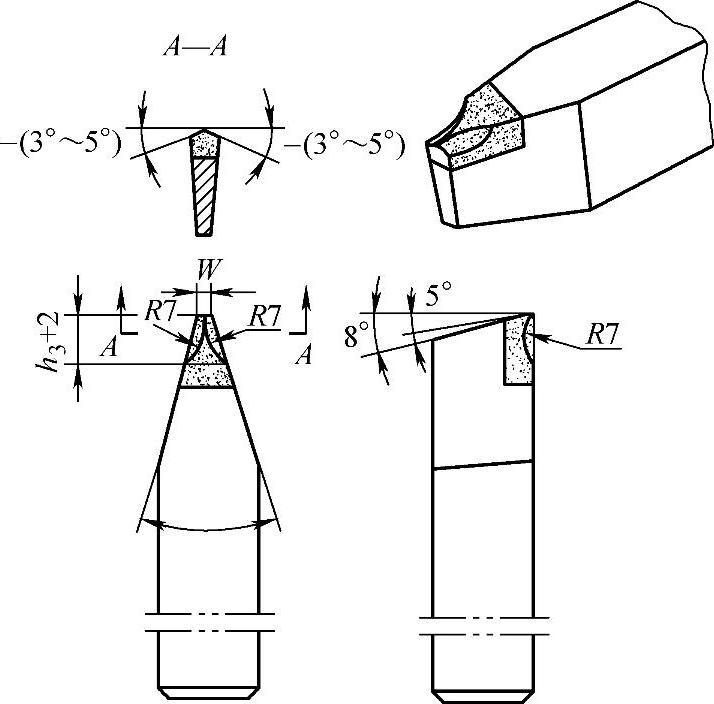
图6-39 双圆弧硬质合金梯形外螺纹车刀
(4)梯形内螺纹车刀 图6-40所示为梯形内螺纹车刀,其几何形状和三角形内螺纹车刀基本相同,只是刀尖角应刃磨成30°。
(5)梯形螺纹车刀的刃磨步骤
1)粗磨两侧后面,初步形成刀尖角。
2)粗、精磨前刀面,控制好背前角。
3)精磨两侧后面,控制刀头宽度,刀尖角应随时用角度样板修正。
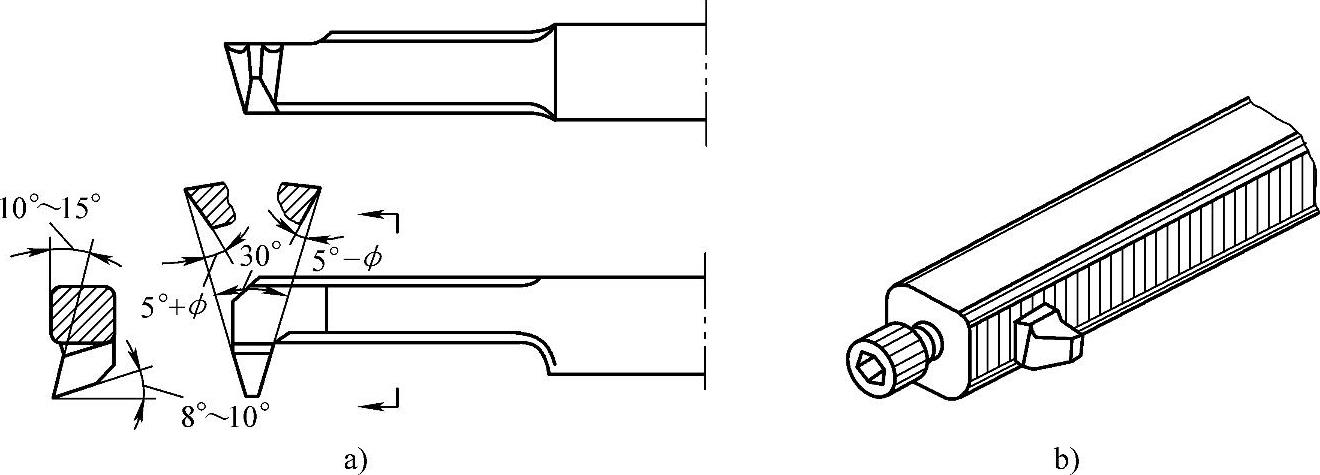
图6-40 梯形内螺纹车刀
4)用磨石精研前后刀面及切削刃,确保光滑、平直、无裂口和毛刺。
3.梯形螺纹的车削
(1)梯形螺纹车刀的装夹方法
1)梯形螺纹车刀刀尖应与工件的回转中心等高。
2)车刀刀尖角的平分线应与工件的轴线垂直,如图6-41所示。
3)采用可回转刀柄时(图6-42),车刀刀尖应略高于工件回转中心0.2mm左右。
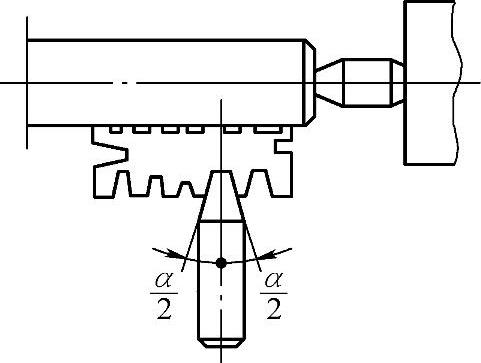
图6-41 用对刀样板安装梯形螺纹车刀(https://www.xing528.com)
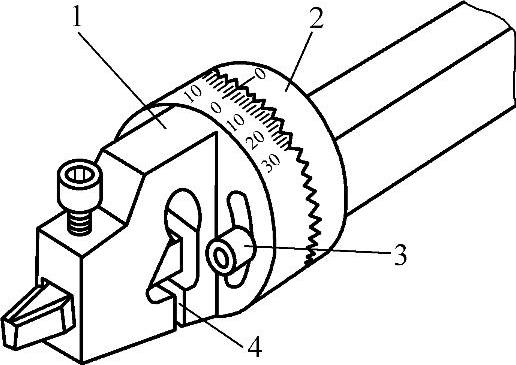
图6-42 可回转刀柄
1—刀体 2—刀柄 3—紧固螺钉 4—弹性槽
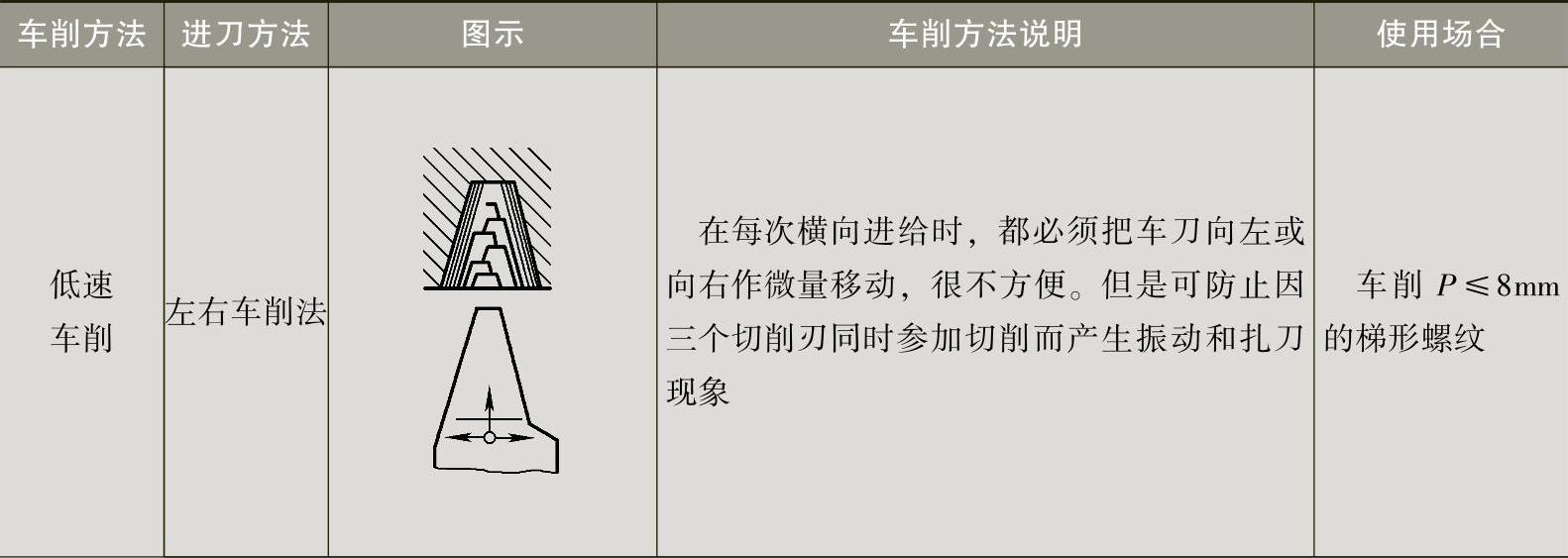
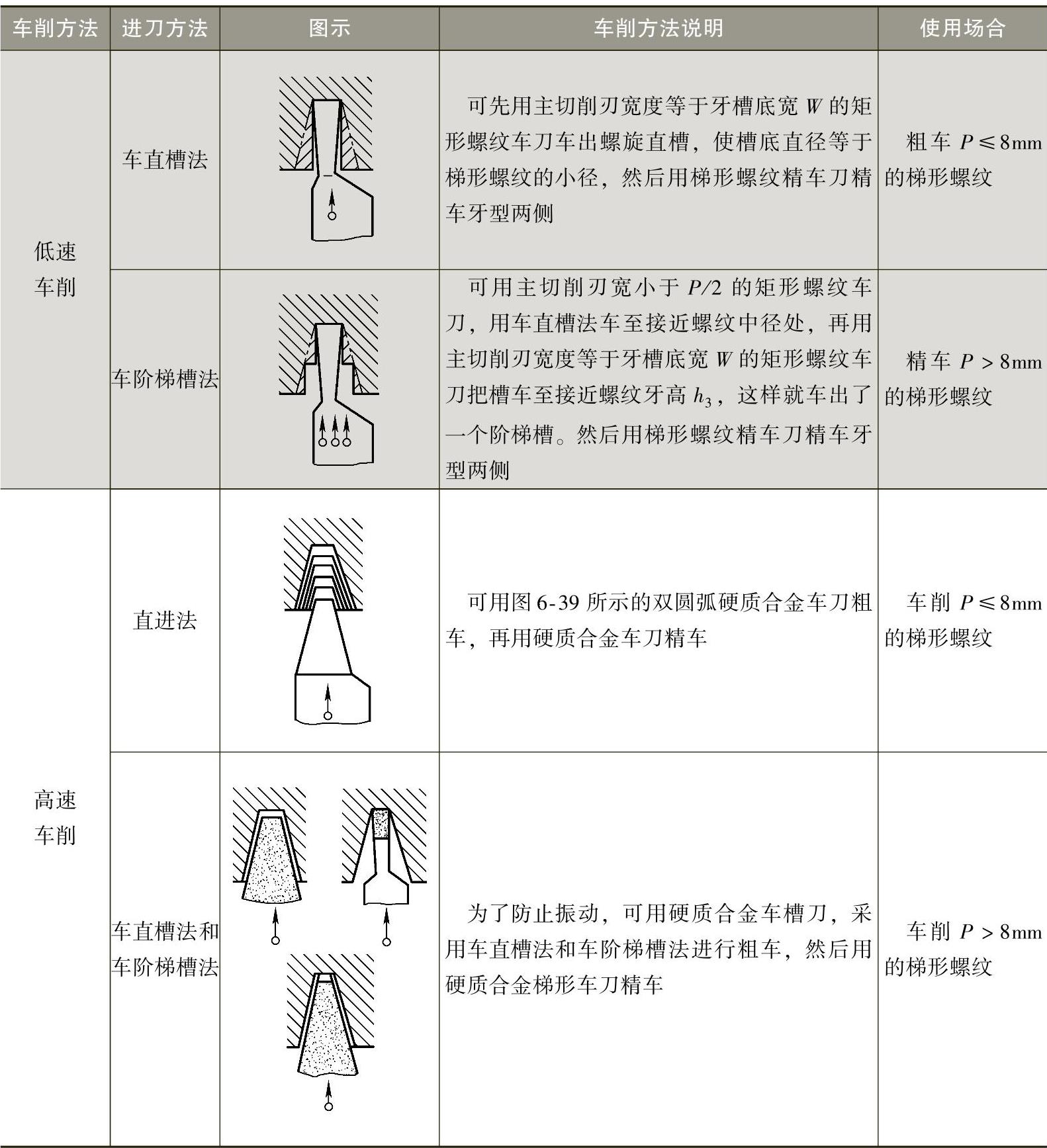
(2)梯形螺纹的车削方法 梯形螺纹有两种车削方法,它们各自的进刀方法及其特点和使用场合见表6-13。
表6-13 梯形螺纹的车削方法
(续)
4.梯形螺纹的测量
(1)单项测量法 外梯形螺纹的检测一般采用单项测量法,螺纹的大径、螺距的检测方法与普通螺纹相似,牙型角可用牙型角样板或用游标万能角度尺测量。梯形螺纹中径可用单针法和三针法进行测量。
1)三针测量螺纹中径。用三针测量螺纹中径是一种比较精密的测量方法。测量时将三根量针放置在螺纹两侧相对应的螺旋槽内,用千分尺量出两边量针顶点之间的距离M(图6-43)。根据M值可以计算出螺纹中径的实际尺寸。三针测量时,M值和中径dD的计算公式见表6-14。
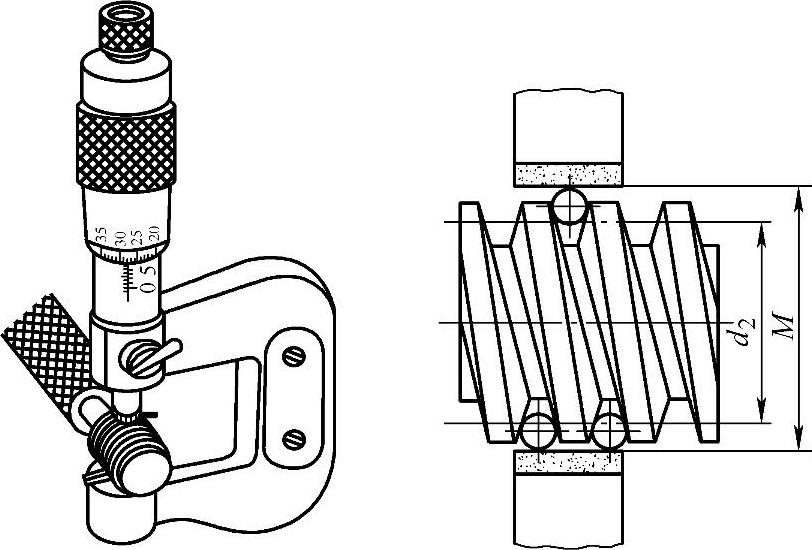
图6-43 三针测量螺纹中径
表6-14 三针测量螺纹中径d2的计算公式

测量时所用的三根直径相等的圆柱形量针,是由量具制造厂专门制造的。量针直径dD不能太大或太小。最佳量针直径是指量针横截面与螺纹中径处牙侧相切时的量针直径(图6-44b)。量针直径的最大值、最佳值和最小值可用表6-14中的公式计算出。选用量针时,应尽量接近最佳值,以便获得较高的测量精度。
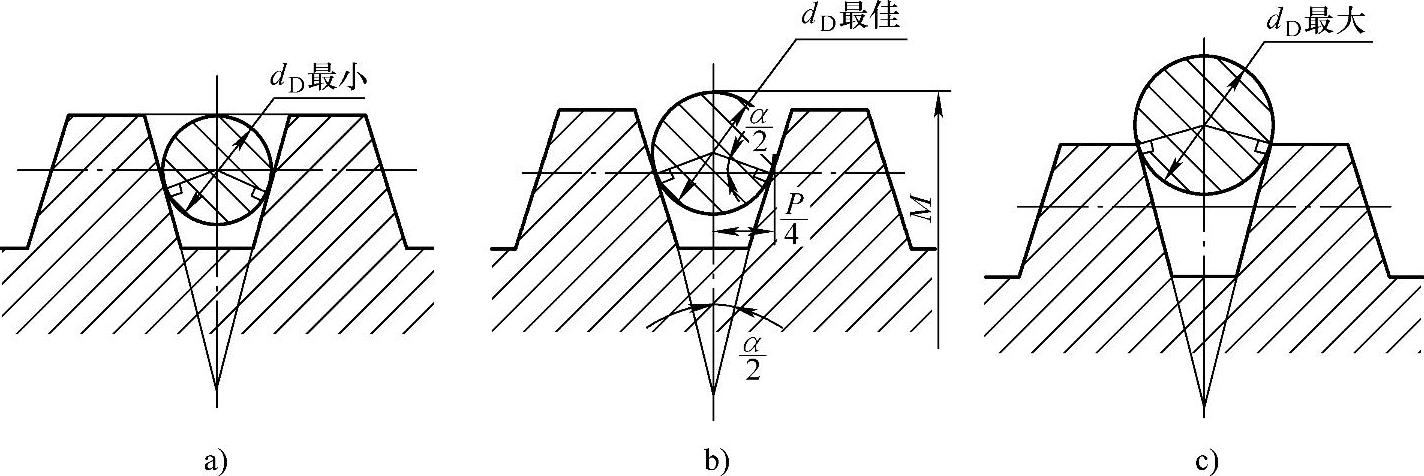
图6-44 量针直径的选择
a)最小量针直径 b)最佳量针直径 c)最大量针直径
2)单针测量法。这种方法只需要使用一根符合要求的量针,将其放在螺旋槽中,用千分尺量出外螺纹顶径为基准到量针顶点之间的距离A,如图6-45所示。在测量前先量出螺纹的顶径的实际尺寸d0。其计算公式如下:
式中 A——单针测量值(mm);
d0——螺纹大经的实际尺寸(mm);
M——三针测量时量针测量距的计算值(mm)。
(2)综合测量法 综合测量法是用螺纹量规对螺纹各主要参数进行综合测量。螺纹量规包括螺纹塞规和螺纹环规。
5.梯形螺纹公差
(1)公差带位置与基本偏差 公差带的位置由基本偏差确定。根据国家标准规定,外螺纹的上极限偏差(es)及内螺纹的下极限偏差(EI)为基本偏差。对内螺纹大径D4、中径D2及小径D1规定了一种公差带位置H,其基本偏差为零。对外螺纹中径d2规定了三种公差带位置,分别为h、e和c。对大径d和小径d3,只规定了一种公差带h,h的基本偏差为零。
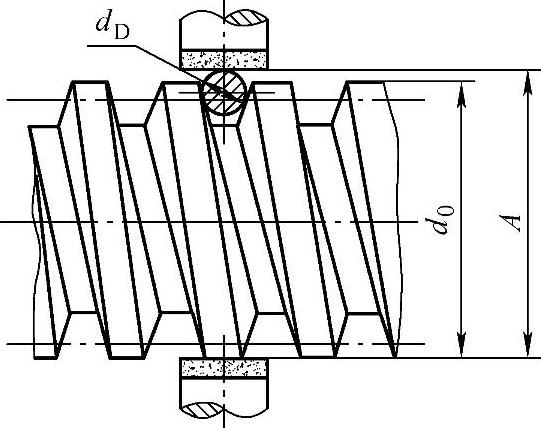
图6-45 单针测量螺纹中径示意图
(2)梯形螺纹公差带大小及公差等级
螺纹公差带的大小由公差值T确定,并按其大小分为若干等级。查阅相关公差表时,Td为外螺纹大径公差,Td2为外螺纹中径公差,Td3为外螺纹小径公差;TD4为内螺纹大径公差。TD2为内螺纹中径公差,TD1为内螺纹小径公差。查阅公差表的方法如下:
查找相对应的直径公差表→公称直径→螺距→公差带位置、公差等级→相对应的公差数据→确认公差数据的正负值。
(3)螺纹的旋合长度 梯形螺纹按公称直径和螺距的大小,将旋和长度(两个相互配合的螺纹沿螺纹轴线方向相互旋和部分的长度)分为N、L两组。N代表中等旋合长度,L代表长旋合长度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。