



【摘要】:在高速冲裁时,材料出现脆性,塌角减少,断裂面平滑,解释这种现象的一种说法是由于材料冲裁时发热的缘故。这种倾向在钢板加工中特别明显。高速冲裁时,毛刺高度的增长也得到一定的控制。
在高速冲裁时,材料出现脆性,塌角减少,断裂面平滑,解释这种现象的一种说法是由于材料冲裁时发热的缘故。这种倾向在钢板加工中特别明显。
表2-4-1 高速压力机加工的一些问题和措施
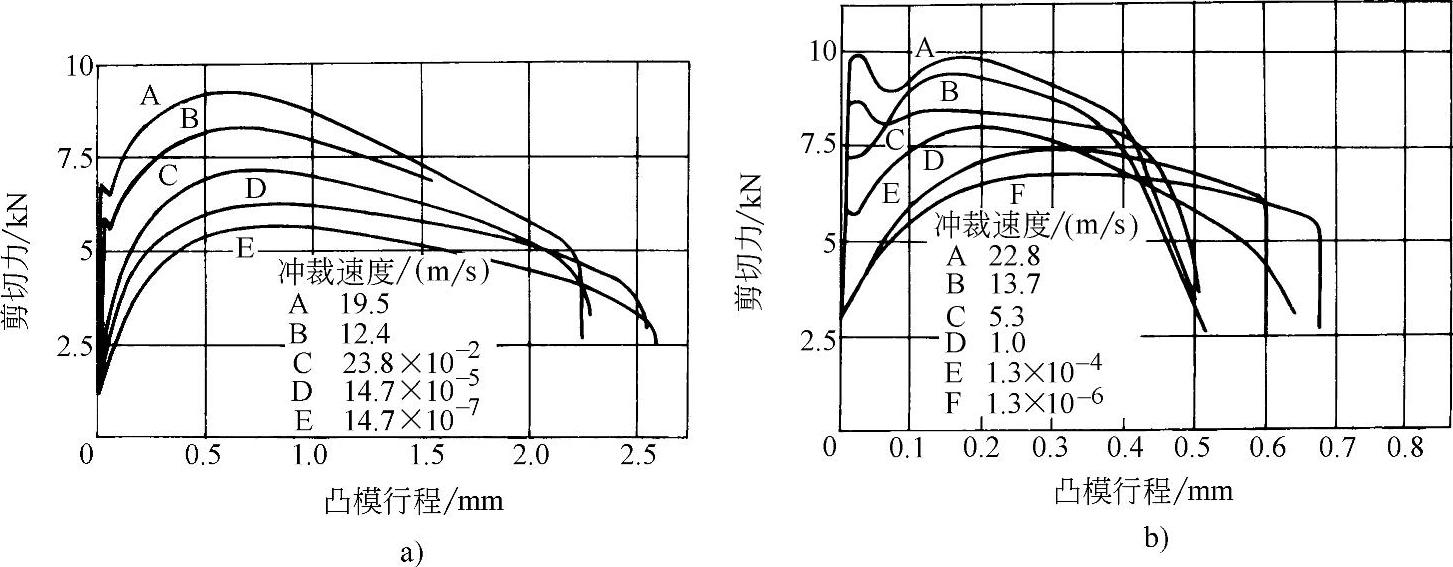
图2-4-2 高速及低速冲裁时的剪切线图[4]
a)铝(板厚3.2mm) b)软钢[含碳量0.045%(质量分数),板厚0.8mm]凸模直径:dp=9.53mm,凹模孔径:dd=9.58mm间隙:0.025±0.005mm
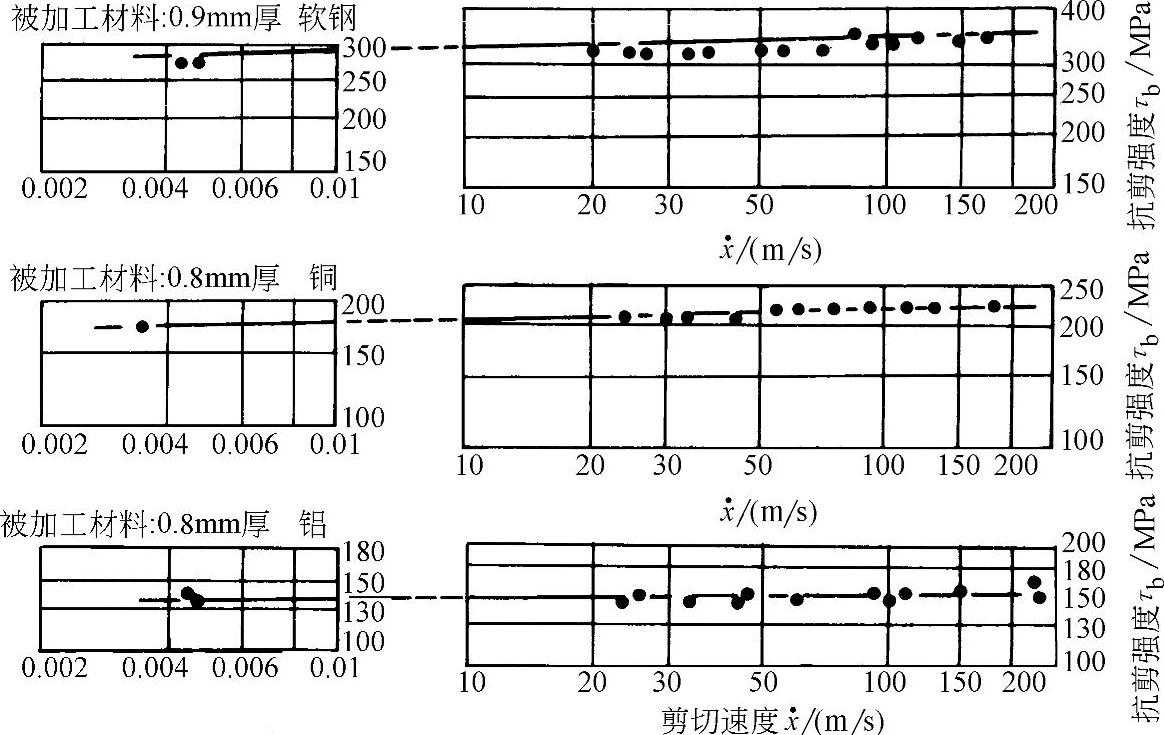
图2-4-3 剪切速度对抗剪强度的影响(一)[4](https://www.xing528.com)
剪切形状:直径11.8mm的圆形 间隙:0.05mm(单边)
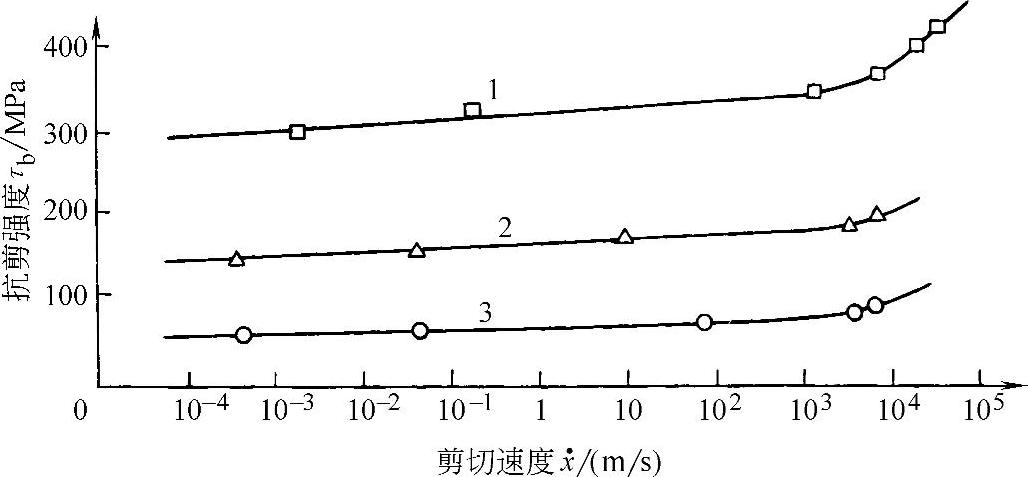
图2-4-4 剪切速度对抗剪强度的影响(二)[4]
凸模直径dp=9.53mm,凹模孔直径dd=9.58mn间隙:0.025±0.005mm
1—软钢(板厚0.79mm) 2—铜(板厚3.18mm) 3—铝(板厚3.18mm)
用高速冲裁不仅能得到比低速冲裁好的平滑断面(见图2-4-5和图2-4-6),即使选用1%左右(指料厚t的百分比)的小间隙,由刃口处产生的裂纹也将沿着凸模运动方向发展,而不会出现二次光亮带,因而能得到无锥度的、垂直度良好的断面。高速冲裁时,毛刺高度的增长也得到一定的控制(见图2-4-7)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。