



11.2.3.1算法设计
1)本实例车削内梯形螺纹的方式为等深度分层切入。车削螺纹的刀路设计为:进刀→切入→径向退刀→轴向退刀→返回螺纹上次加工的起点,如此反复完成零件的加工,规划的刀路轨迹如图11-6所示,程序设计流程框图请读者参见第8章。
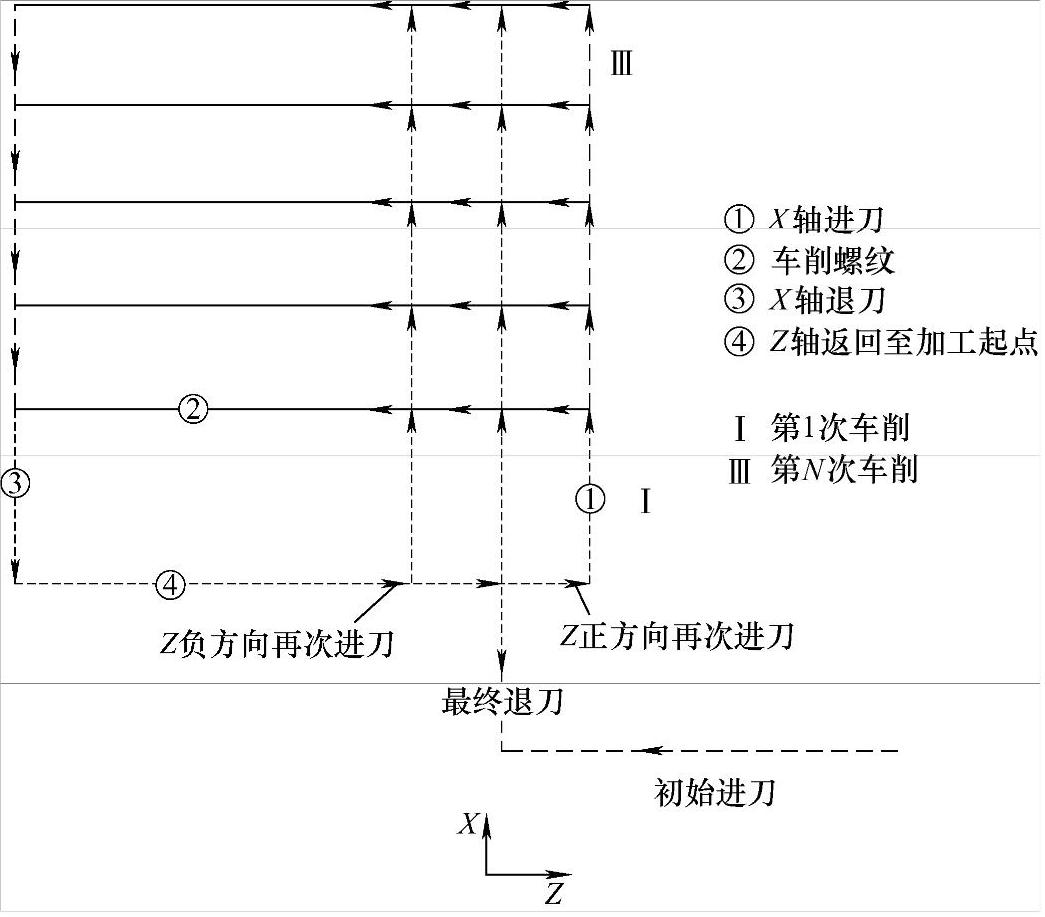
图11-6 车削内梯形螺纹刀路轨迹示意图
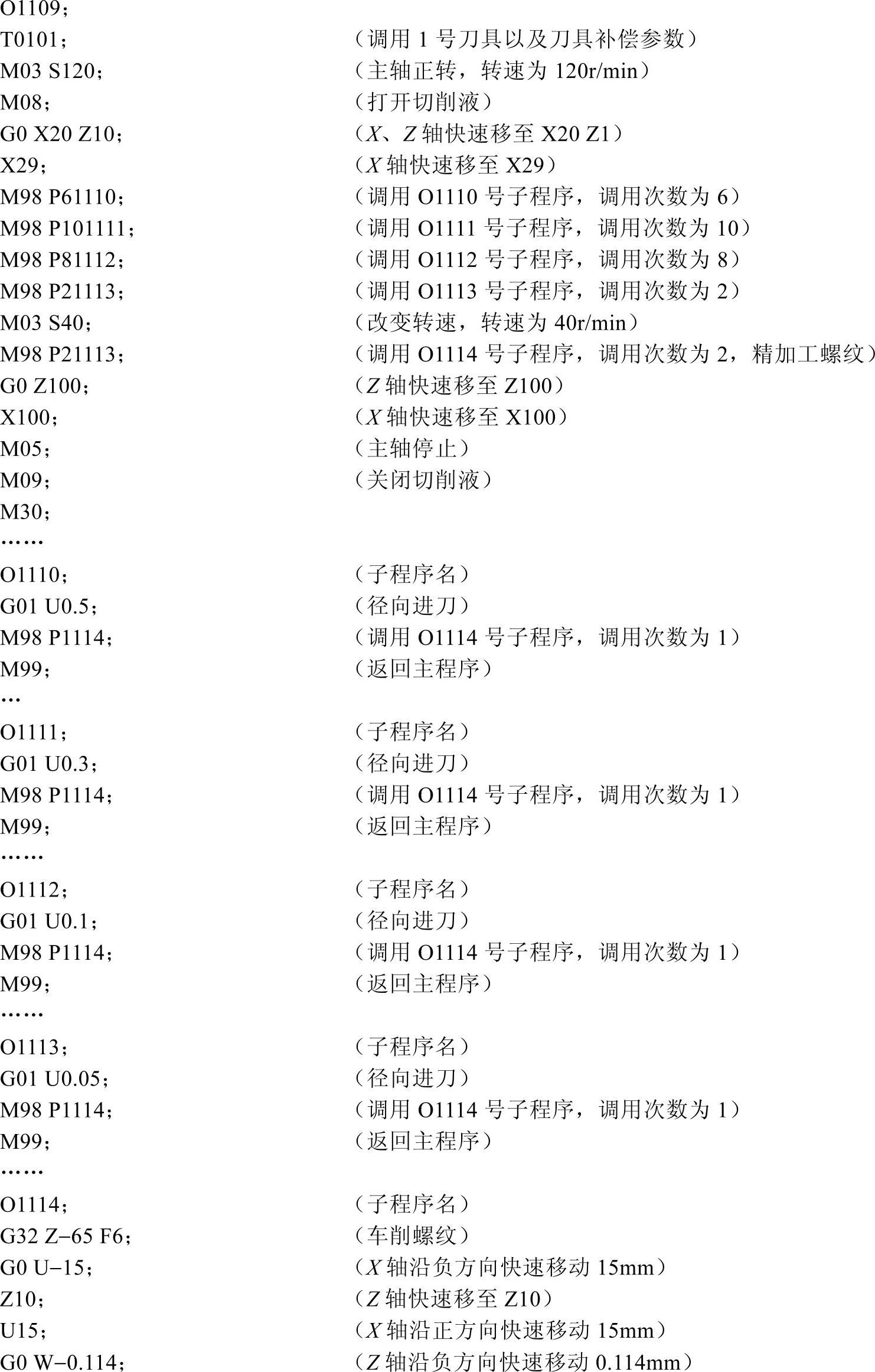
2)本实例分别采用子程序嵌套和宏程序两种方法来编制内梯形螺纹的加工程序。11.2.3.2根据算法以及流程框图编写加工的宏程序代码
1.采用子程序嵌套车削内梯形螺纹</ID=2>
编程要点提示</ID=2>
1)利用子程序嵌套实现了梯形螺纹的分层切削。
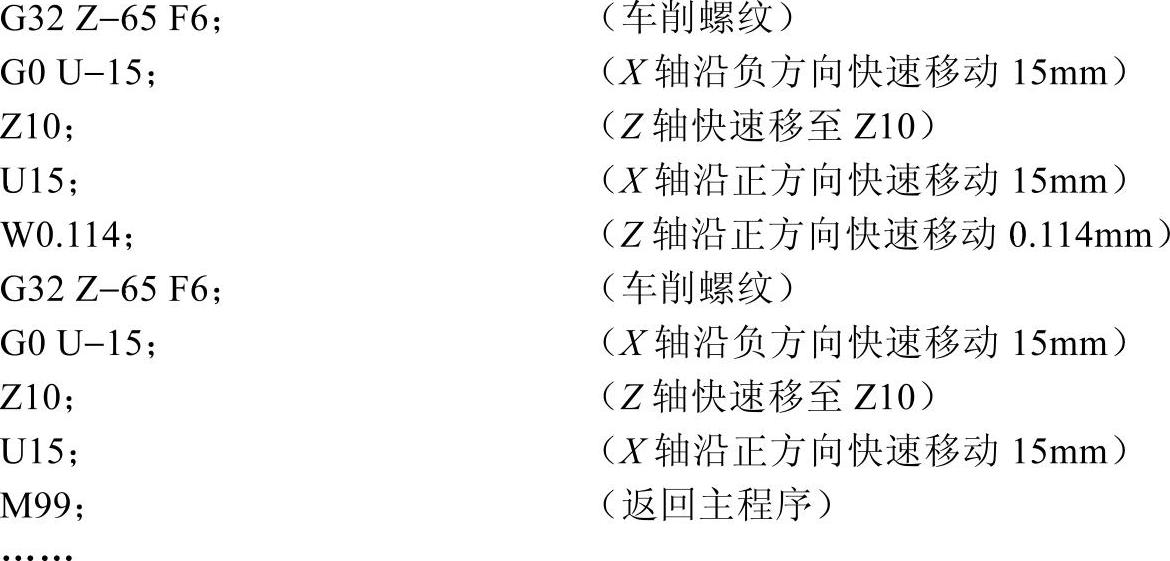
2)本实例属于大螺距螺纹,因此在实际加工中需要采用左右进给的方式切削螺纹,进给量为螺纹的底槽径宽度减去螺纹刀的刀宽除以2所得。(https://www.xing528.com)
3)由于是内梯形螺纹,刀具较长,刚性不够,所以在进给时采用三次切入,即分别以Z10、Z10.114和Z9.886为起点,同时在加工中应该采用较小的背吃刀量。
4)在实际加工过程中考虑内梯形螺纹刀具在内孔中径向的退刀空间,所以刀杆尽量选择细点,根据刀杆尺寸选择径向退刀量。本实例中选择螺纹径向退刀量采用相对量指令U-15,也就是在螺纹切深较浅时最容易和内孔发生干涉,如果有干涉,建议退刀量再选择小点,保证刀具能顺利退出螺纹槽。
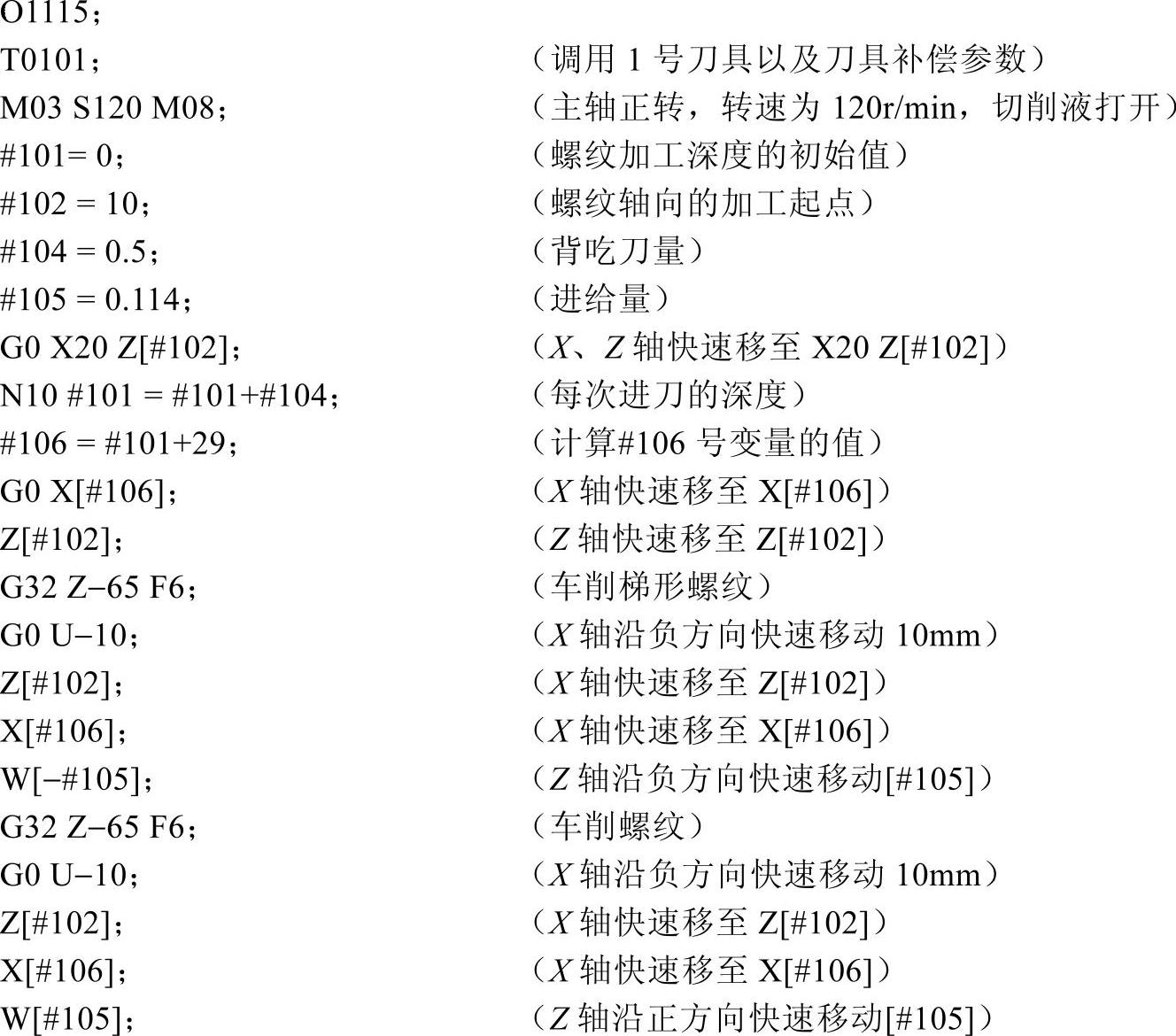
2.采用宏程序车削内梯形螺纹
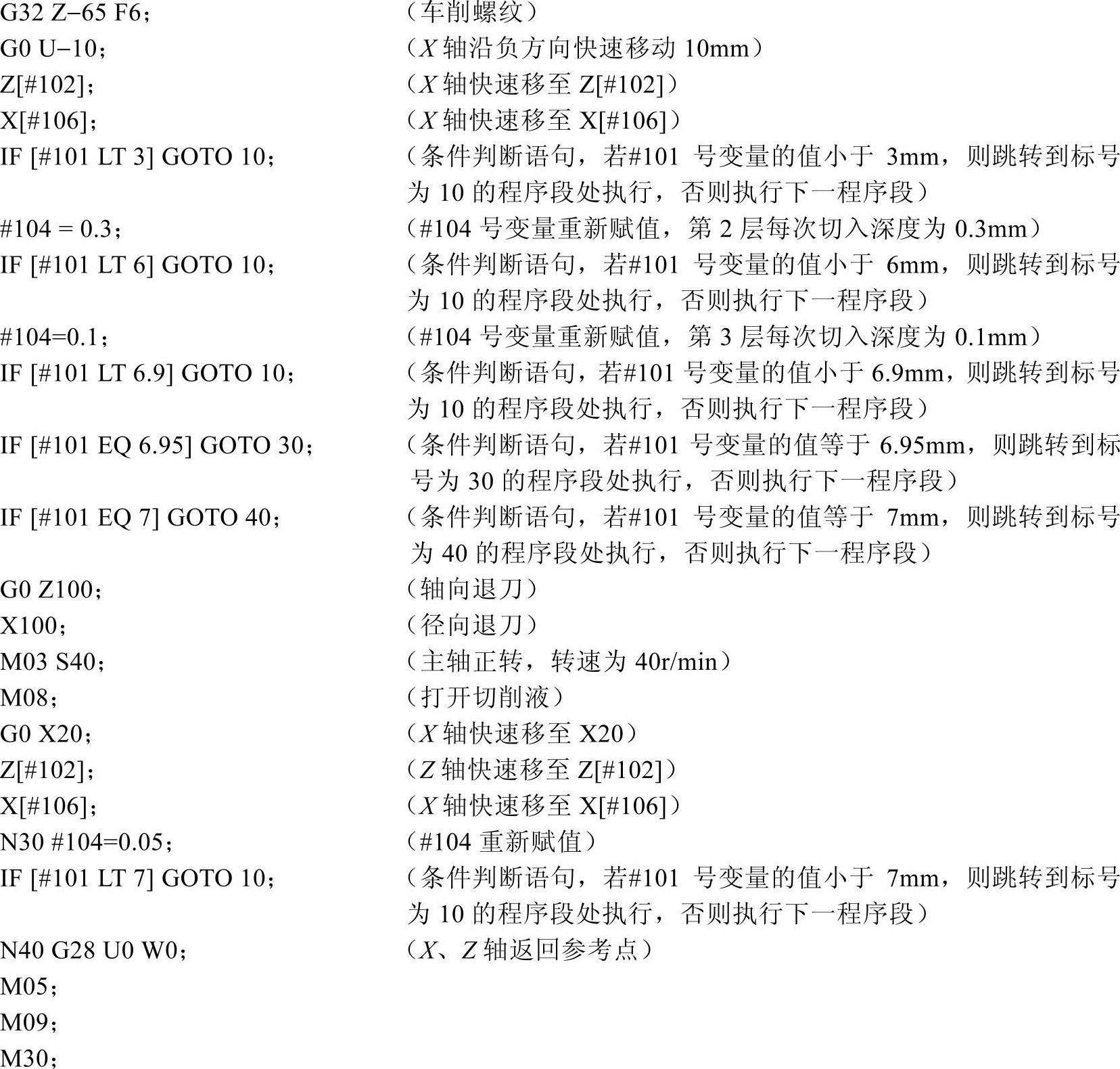
编程要点提示</ID=2>
1)该程序实现了分层切削螺纹,其中对#104号变量重新赋值,实现了分层切削每一层不同的切削深度。
2)螺纹加工每次轴向退刀要退回上次轴向加工起点,否则会出现乱扣现象。
3)关于螺纹的深度该程序中给出参考值,在实际加工中,螺纹的深度以及精加工的Z向偏移值,要严格按照梯形螺纹相关的参数以及公式计算得出。
4)本实例采用子程序嵌套和宏程序编制了内梯形螺纹加工程序,都采用了左右切削的方法,实际中还有其他的加工方法,此处不再赘述。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。