



1.“垫铁”木模与芯盒的质量检验(控制)[21]
“垫铁”的图样及木模工艺如图3-21所示,从中可以看出,该模样为实样模样,采用二级强度制造。外模的活料由上箱面脚板一块、活脐子两个,下箱面脚板活动板一块、活脐子两个,共六块组成。芯盒部分是由六个可折式芯盒组成。此木模为中型不规则箱式结构木模。“垫铁”实样模样外模的结构图如图3-22所示。
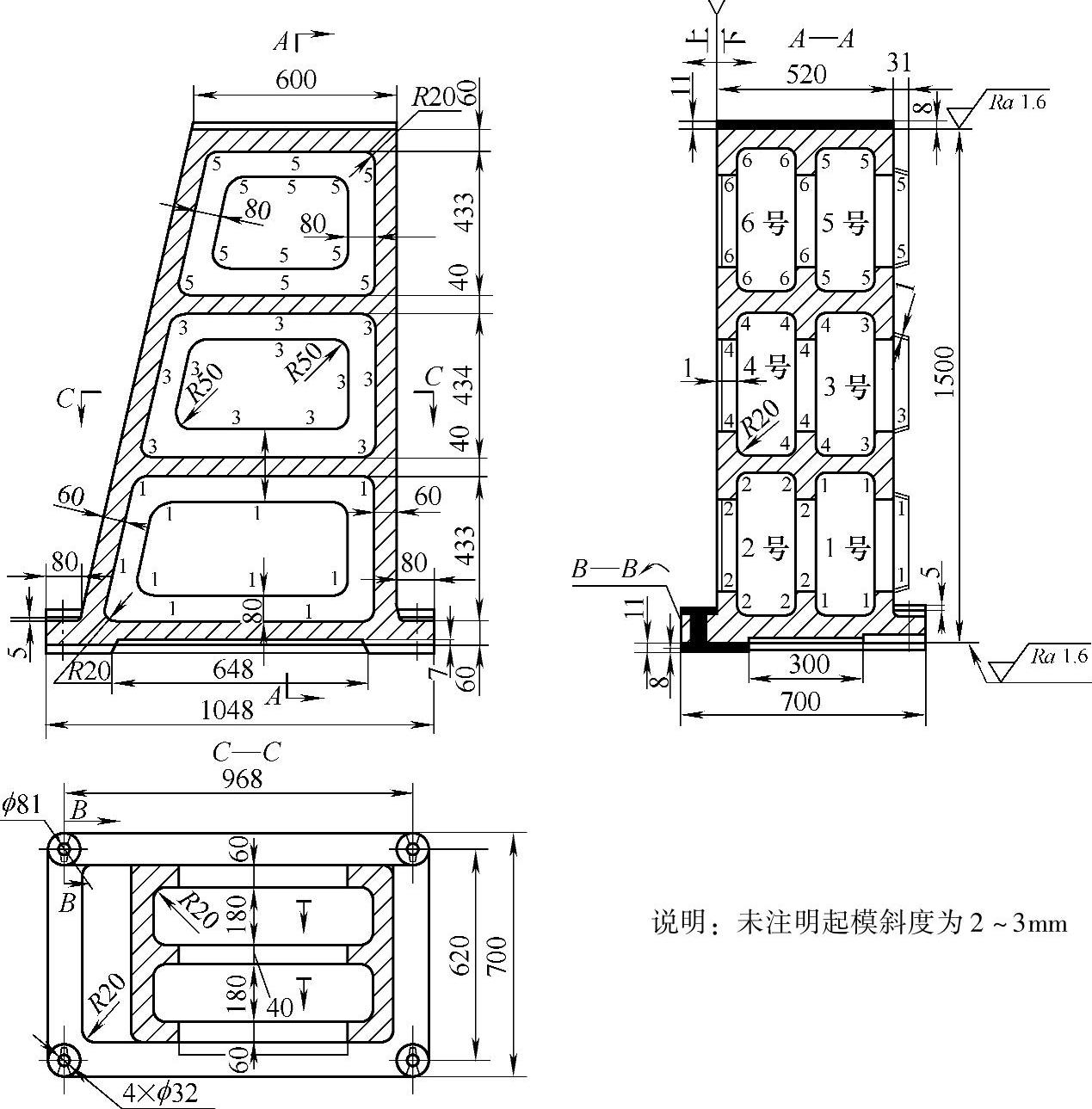
图3-21 “垫铁”图样及木模工艺图
(1)按木模结构图对垫铁木模进行结构检验 在高度525mm内两侧侧面板和两端板用三块拼接,且纹理交错,厚度侧面板为40mm,端板为40mm。上下主体板在宽约900mm,采用五块拼板结构,厚度为35mm。在1531mm尺寸方向,设置两道横撑挡。横撑挡用三块拼板,横撑挡厚度为40mm,两端与侧面板顶接,这样便和主体板成为直横钉接,提高横向的牢固度。每个角部用方形塞角档进行加固。上下四个活脐子及下箱面脚板活动板均采用燕尾销定位,上箱脚板用两个塑料销定位。外模的内外圆角全部做出。通过与二级强度标准对比,木模结构合理,达到了二级强度标准要求。
(2)进行“垫铁”木模形状和尺寸检验 由于此件为不规则箱式结构木模,因此在检验尺寸之前应对伸图(放样)进行复验,确认伸图(放样)没有问题后再对不规则部位的尺寸同伸图进行对比。在图3-22中,除芯头尺寸外其余标注尺寸均为主要尺寸,主要尺寸要求全部符合二级尺寸偏差规定。最后再用平尺对各平面进行平面度检验。平面度应符合二级平面度偏差要求。
(3)进行芯盒尺寸及结构的检验 图3-23所示为1号芯盒的结构图。因芯盒四角部要做出圆角,这样两端面圆角钉接端面板上,并随端面板厚口嵌侧面板,侧面板圆角可不固定。长方孔板为方便起模,拆分为四块,上下两层粘接。这样1号芯盒内装六块活料。由于3号、5号芯盒结构与1号芯盒相同。1号、3号、5号芯盒的尺寸,可通过伸图(放样)去测量和检验。
图3-23所示为2号芯盒结构图,它的形状与1号芯盒相同,但由于工件中间肋上的长方形孔做在上平面,因此结构和配料也随之而改变。芯盒平面的长方形孔板,需要在芯盒平面活动,因此做成四角嵌接木框,并将圆角带出,采用固定销与芯盒框定位。这样2号芯盒内装七块活料。4号、6号芯盒与2号芯盒结构相同,尺寸的测量用上面同方法进行。
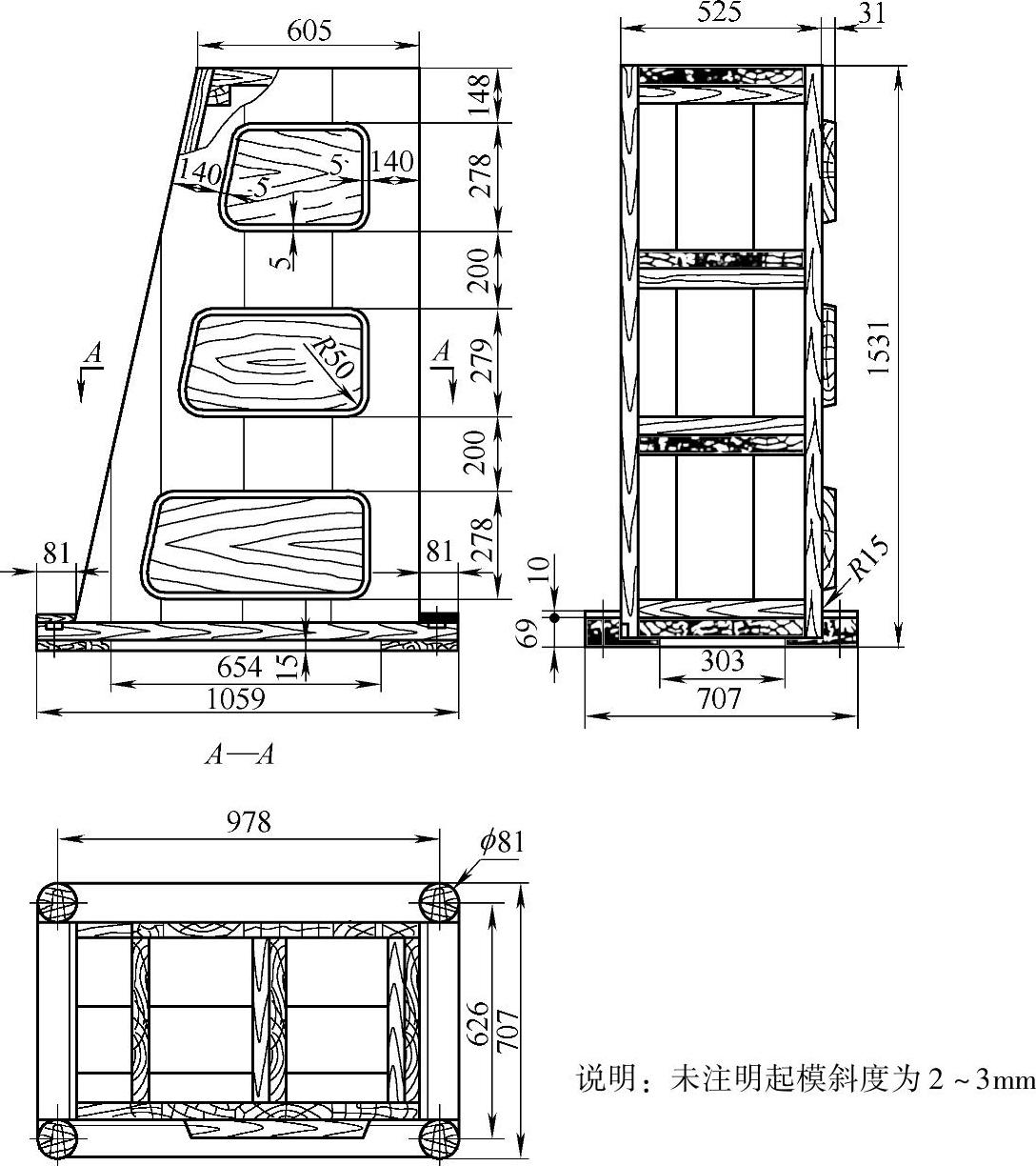
图3-22 “垫铁”实样模样外模结构图
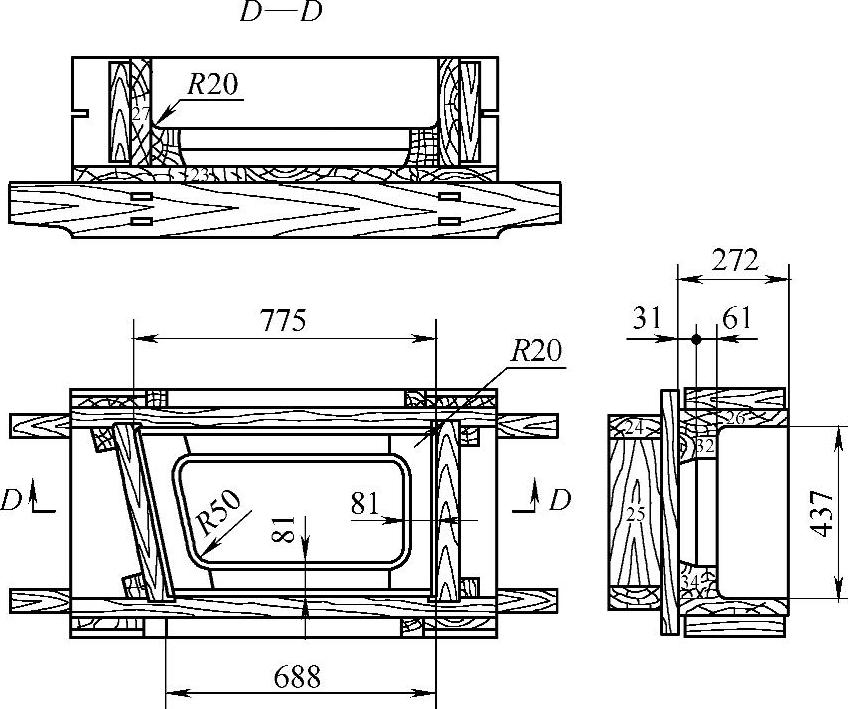
图3-23 “垫铁”1号芯盒结构图
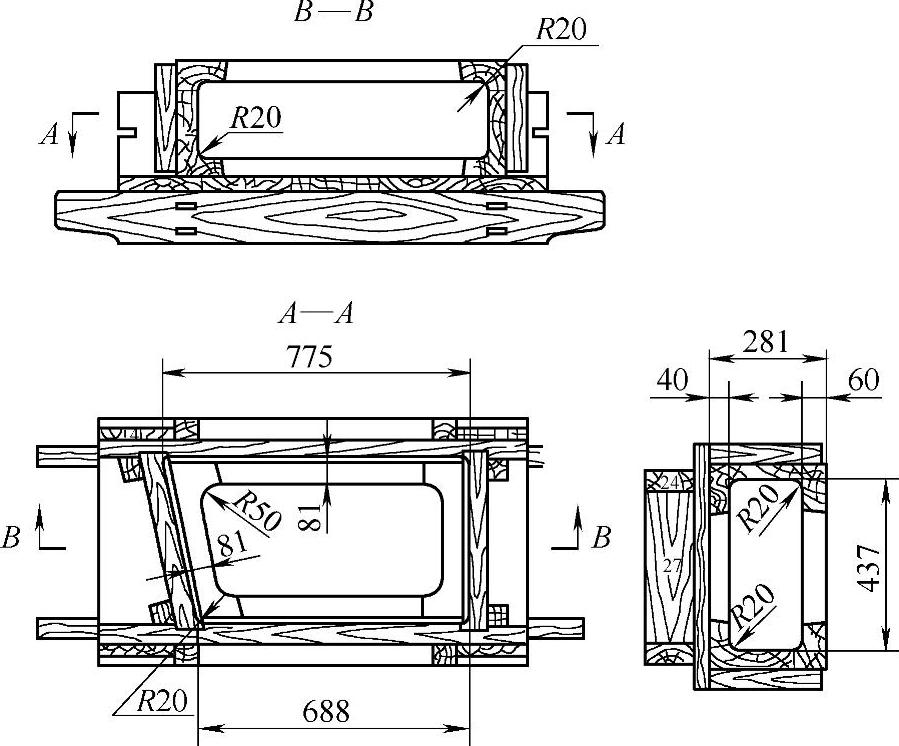
图3-24 “垫铁”2号芯盒结构图
(4)进行“垫铁”木模和芯盒的装配与标志检验 吊具采用四个长300mm起模板,安装在侧面板距边缘150mm的位置。起模板嵌入侧面板后应与平面平齐,并用沉头木螺钉固定。表面进行一些修饰后检验产品标记。芯盒应写编号及序号、内装料数,内装活料之间的标记。外模写编号及芯盒数量,所有活块作区别标记。
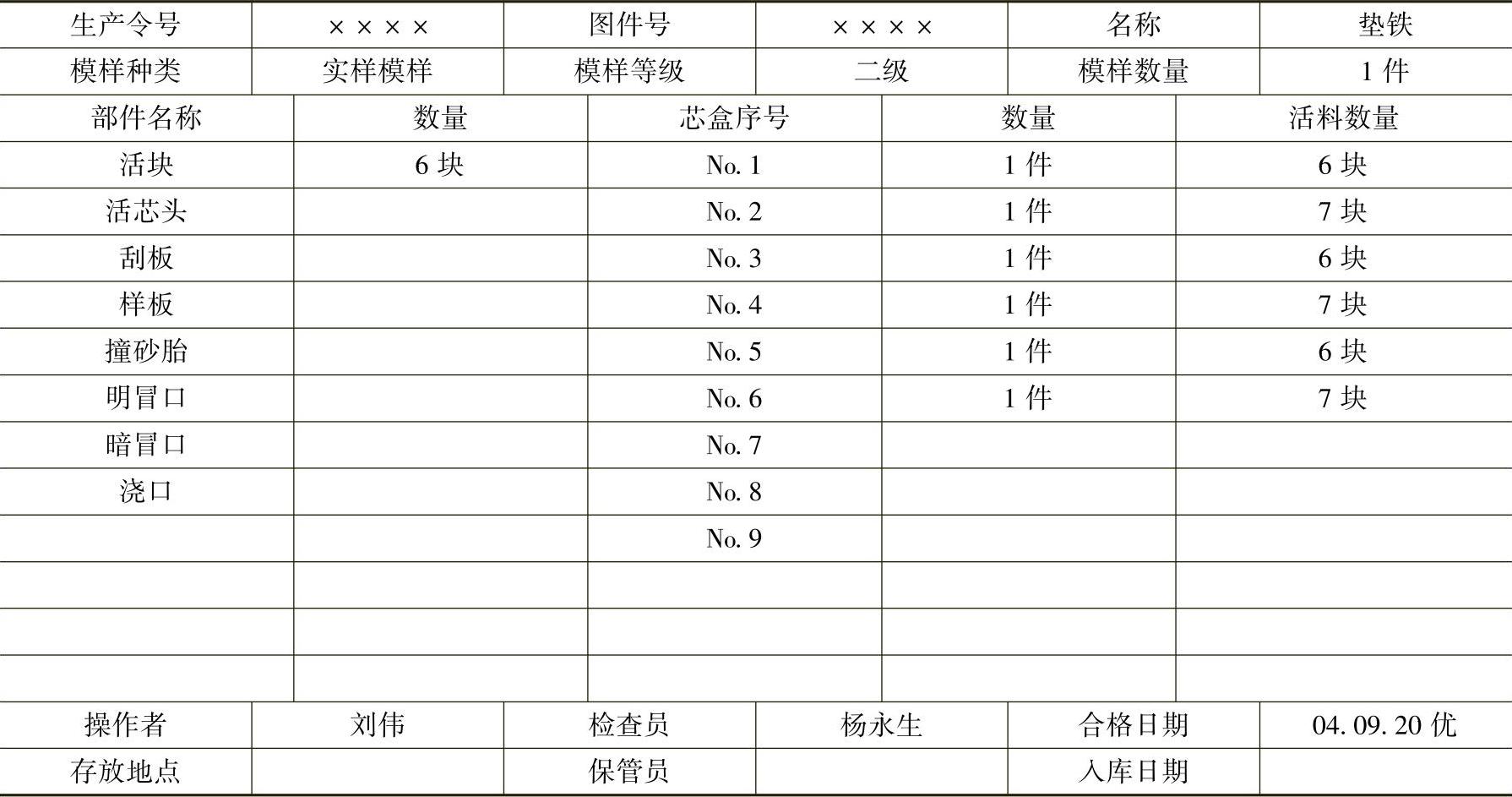
经以上尺寸检查、感官检验,符合二级强度要求,符合优质品条件,判定为优质品。检查员填写模样合格卡片,盖章,见表3-102。
表3-102 模样合格卡片(供参考)
2.“变速箱箱盖”木模及芯盒的质量检验(控制)[21](https://www.xing528.com)
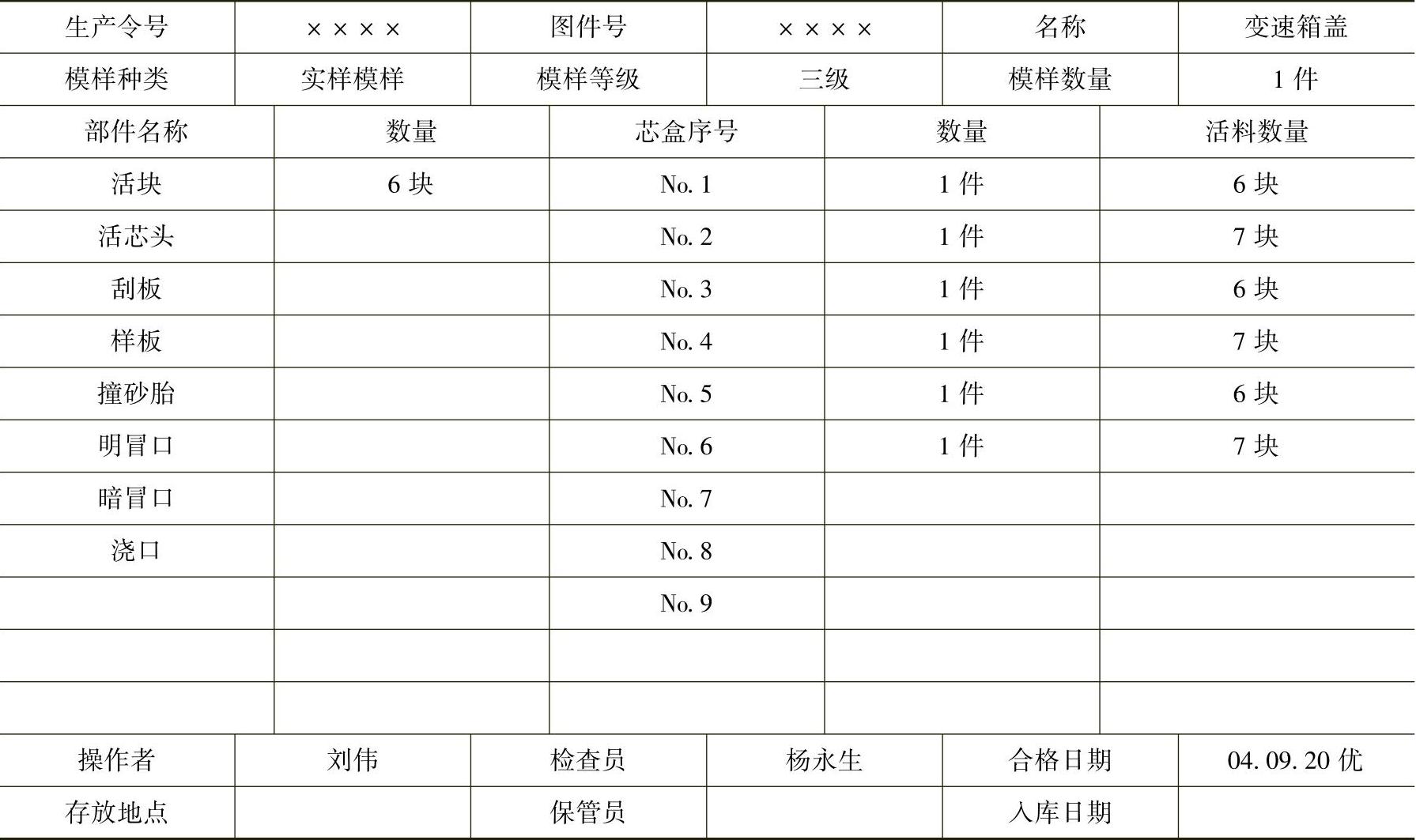
图3-25所示为“变速箱箱盖”工艺图。通过工艺图分析,此木模为实样模样,采用三级强度,活动芯头一个,芯盒由七件芯盒所组成。
(1)首先检查“变速箱箱盖”外模主体结构 图3-26所示为变速箱箱盖模样结构图。侧板为拼板结构,上部分为若干多边形,内有数个方框加强支撑,将侧板连为一体,筒板依次粘接于两侧板上。矩形法兰用两块顺纹板与四块横纹板组成四角镶嵌平板。经与轴孔凸台、螺钉孔凸台、两端吊襻、观察孔方凸台、肋板及芯头等共同组装,形成外模主体结构。由于木模采用三级强度,所以肋板、两端吊襻、方孔凸台等圆角用腻子补出。下箱主体芯头由多板拼接并与轴孔芯头粘为一体,并用加强肋连接,木螺钉紧固。通过观察,木材拼接纹理交错,钉结、粘接紧密牢固,符合三级强度要求。
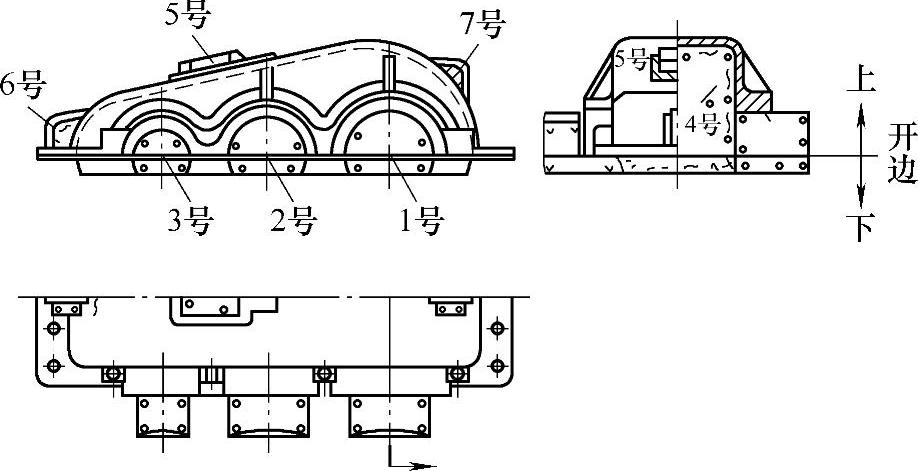
图3-25 “变速箱箱盖”工艺图
1号、2号、3号、4号、5号、6号、7号—芯头
(2)进行“变速箱箱盖”芯盒结构检验“变速箱箱盖”的芯盒结构图如图3-27所示。1号、2号、3号芯盒为轴孔对开芯盒。4号芯盒为主体芯盒,为可拆式结构,芯盒内部有弧形填料和填料拼板圆角,芯盒上部两壁做出箱盖圆弧形状,用刮板刮出上部形状和内部圆角。这样4号芯盒内装七块活料。5号芯盒为可拆式芯盒,芯头斜板钉在四框即可。6号、7号芯盒为吊襻对开芯盒。芯盒结构符合三级强度要求。
(3)进行“变速箱箱盖”模样及芯盒的形状和尺寸检验 首先按图样对伸图(放样)进行检验,确认无误后再以伸图(放样)的尺寸对外模及芯盒进行复验。其中轴孔尺寸及轴孔与轴孔之间的中心距为主要尺寸。主要尺寸要求全部符合三级尺寸偏差规定。最后用平尺对各平面进行平面度检验,平面度应符合三级平面度偏差要求。
(4)进行“变速箱箱盖”模样及芯盒的装配和标志检验 箱盖吊具采用四个起模板,均布在两侧板的内侧,用木螺钉固定。表面应进行一些修饰,芯盒标志应写编号及序号、活料数量,以及内装活料之间的标记等。外模写编号及芯盒数量。下箱芯头与上箱主体模之间用方块销定位,并打标记号。
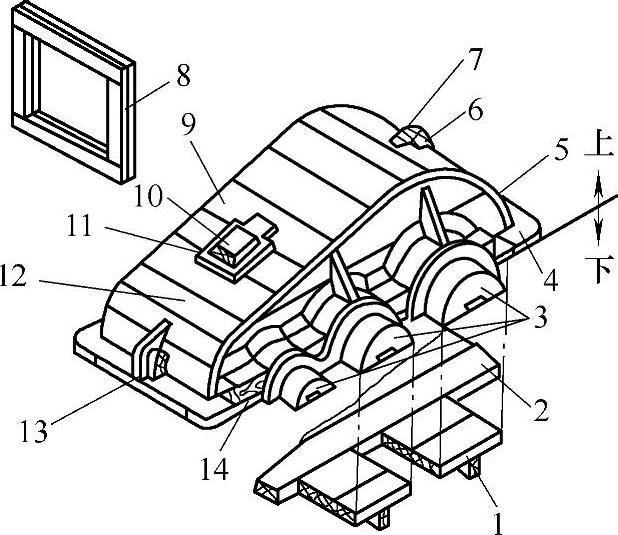
图3-26 “变速箱箱盖”模样结构图
1—芯头加强肋 2—4号芯头 3—1号、2号、3号芯头 4—矩形法兰 5—侧板 6—7号芯头 7—吊襻 8—筒体内支撑方框 9—筒板 10—5号芯头 11—观察孔棋子 12—主模体 13—6号芯头 14—轴孔凸台
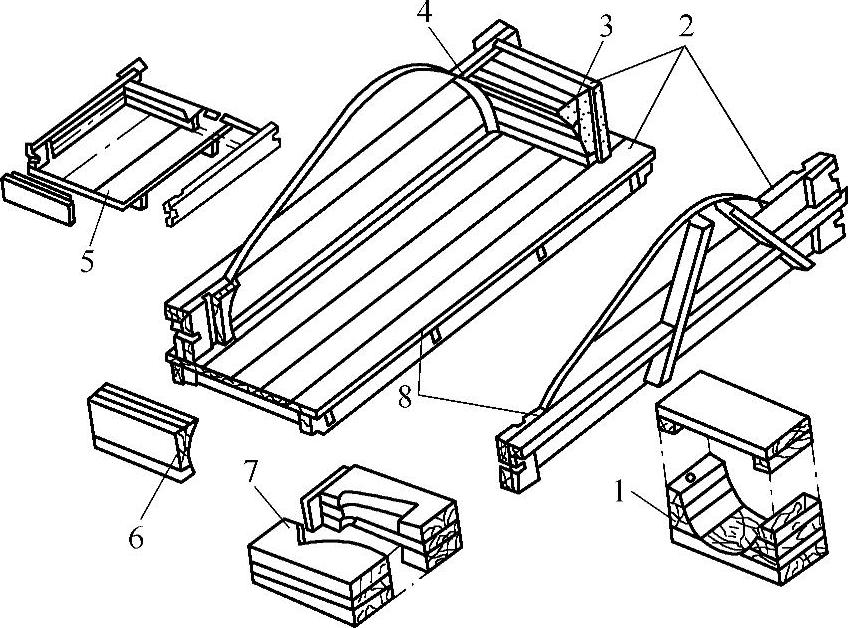
图3-27 “变速箱箱盖”芯盒结构图
1—1号、2号、3号芯盒 2—芯盒框及底板 3—端部填料 4—圆角 5—5号芯盒 6—端部填料 7—6号芯盒 8—4号芯盒
经以上尺寸检查、感官检验,符合二级强度要求,符合合格品条件,判定为合格品。检查员盖章并填写合格日期,见表3-103。
表3-103 模样合格卡片
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。