



1.注塑机工艺要求
注塑机是塑料加工行业的主要设备,能加工各种热塑性或热固性塑料。通常的注塑机由闭模和注塑两大部分组成。颗粒状原料经过柱塞或螺杆压入料筒,加热熔化后,在一定的注射速度和压力下,注射到模具内,经保压后很快凝固成所需要的塑料制品。一般注塑机的工艺流程如图8-4所示。
注塑机生产一个成品一般要经过闭模、合闸、稳压、注射、保压、预塑、开闸、起模、顶出产品等工序。这些动作由液压系统中的电动机带动大小油泵产生油压来执行,而控制油压的装置是各种电器,如转换开关、行程开关、电磁阀等。注塑机的操作方式有手动、半自动、自动三种。
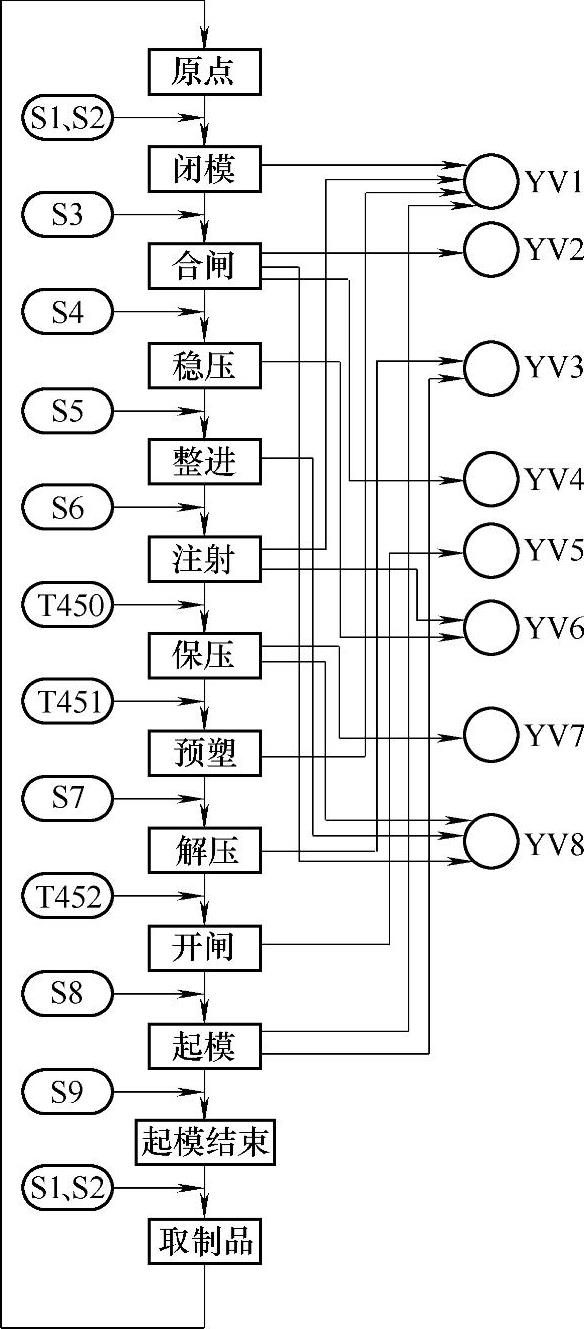
图8-4 注塑机工艺流程框图
2.确定I/O
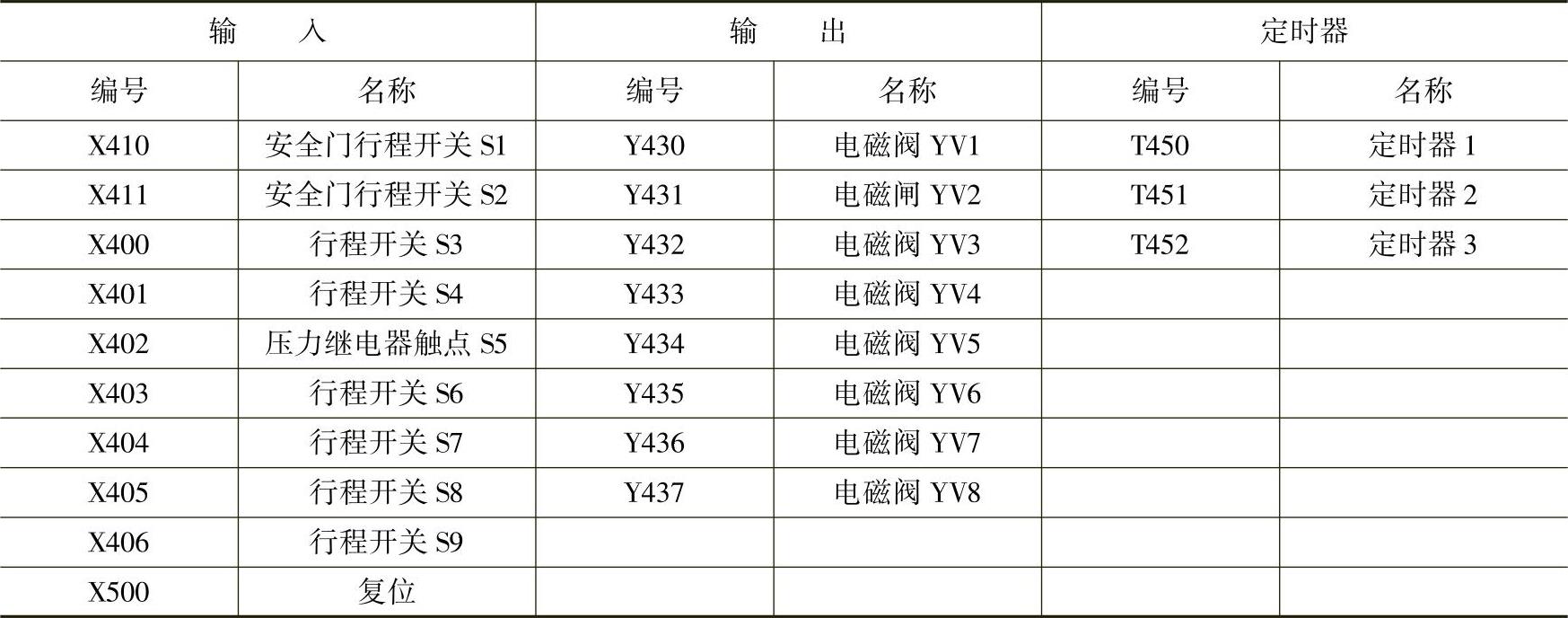
该注塑机是一个小克数机,输入量有9点,输出量是8个开关量。选用F1—20MR或F2—20MR完全可以满足要求。因为仓库内有一只F1—40MR,所以采用F1—40MR。表8-38是可编程序控制器I/O端口分配表。
表8-38 可编程序控制器I/O端口分配表
 (https://www.xing528.com)
(https://www.xing528.com)
3.编程
注塑机的控制是顺序控制。它的工作循环是从闭模工序开始一步一步有条不紊地进行的,每个工序步执行一些指令使电磁阀动作,用行程开关或工艺过程时间来判断每一步是否完成。控制中只有处理工艺过程中的前一个步骤完成后才能进入下一步序。也就是说,下一步接通的条件取决于上一步的逻辑结果以及附加在这一步上的条件。而F1—40MR可编程序控制器内部有多组可用辅助继电器组成的移位寄存器,利用SFT移位指令可以方便地按控制顺序编程,实现顺序控制,可编程序控制器内部定时器可以完成定时控制。图8-5是根据注塑机工艺流程对控制系统的要求,并对照表8-38而设计出来的梯形图程序。
在图8-5的梯形图中,利用M300~M307,M310~M31716个辅助继电器串联成一个16位移位寄存器。利用SFT移位指令使M300~M317共16个单元的内容相应移位。
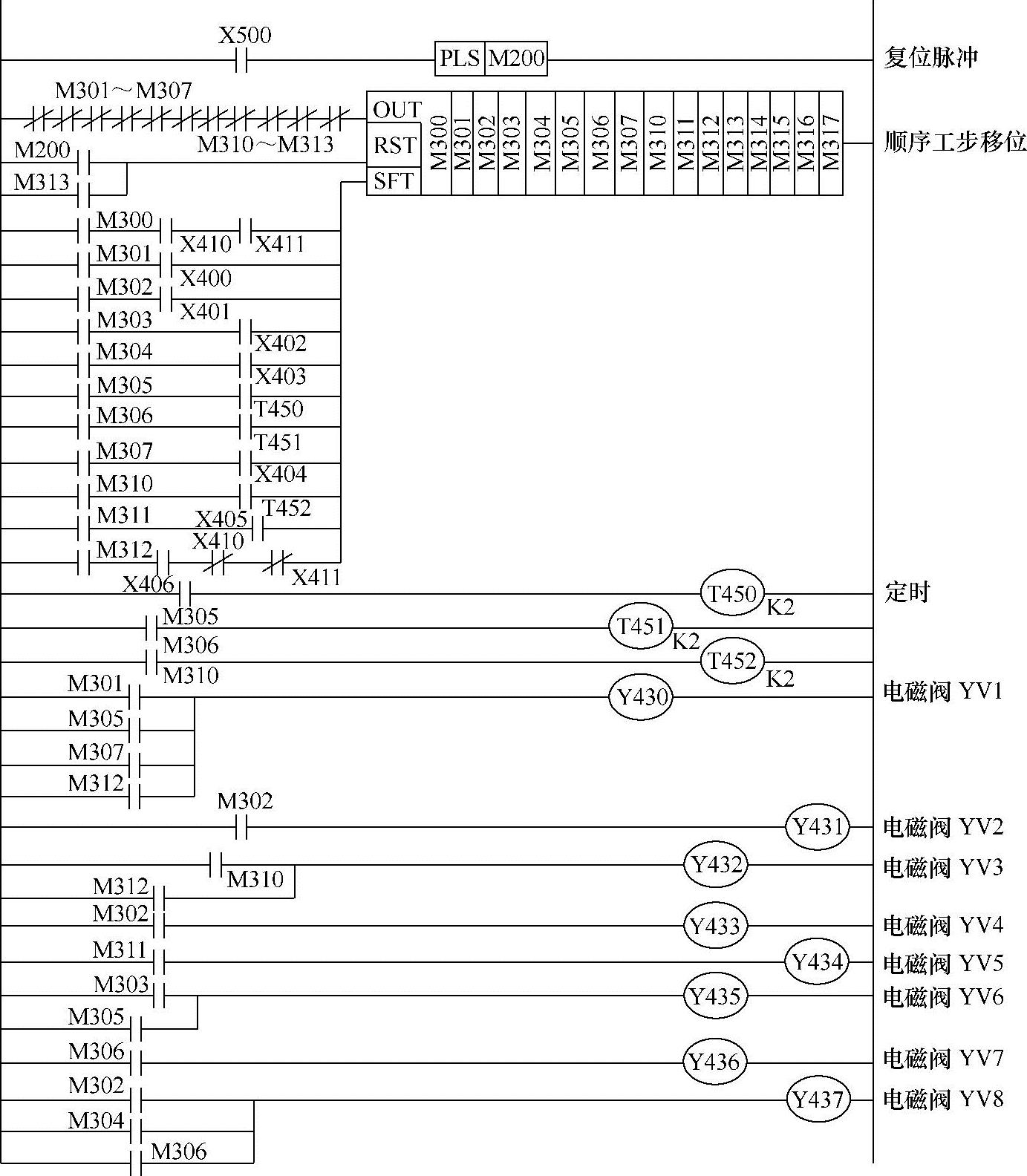
图8-5 注塑机控制系统梯形图程序
注塑机以“原点”工步开始工作,要进入原点工步的条件是M301~M313均为“0”状态,M301~M313满足条件,M300接通。在“原点”工步时,安全门行程开关S1、S2闭合,即X410、X411满足条件,又因为M300满足条件,16位寄存器中的M300右移一位。此时,移位寄存器的状态,除M301为“1”外,其余各位均为“0”状态,进入“闭模”工步。当行程开关S3闭合时,即X400满足条件,移位寄存器M300~M317的状态又右移一位,使M302状态为“1”,其余各位均为“0”状态,从而进入合闸工步。当行程开关S4闭合时,即X401满足条件移位寄存器M300~M317的状态又右移一位,使M303为“1”状态,其余各位均为“0”状态,注塑机进入稳压工步。以后工步依次类推,直至把塑料件加工好。寄存器的复位条件是加工到12步,即“取制品”工步,M313满足条件,或者转换开关的常开接点X500闭合,M200产生一个脉冲,触点M200满足条件,使M300~M317复位。表8-39是注塑机程序清单。
表8-39 程序清单

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。