



NiAl合金常温塑性和韧性差,熔焊时易在表面形成连续的Al2O3膜而使其焊接性很差,因此NiAl合金常采用过渡液相扩散焊。
NiAl与Ni的焊接 很多情况下将NiAl用于以Ni基合金为主体的结构中,采用过渡液相扩散焊可实现NiAl与Ni基合金的连接。
Ni-48Al合金与工业纯Ni过渡液相扩散焊时,可采用厚度51μm的非晶态钎料BNi-3为中间层。BNi-3钎料的成分为Ni-Si4.5%-B3.2%(摩尔分数),钎料的固相线温度984℃,液相线温度1054℃。当加热温度达到1065℃后,钎料熔化形成过渡液相,此时基体尚未熔化,液相与固相之间没有发生扩散(或只有很少的扩散),钎焊接头中的成分分布如图13-14所示,此时接头组织全部为共晶组成。随着保温时间的增加,基体NiAl开始不断地向液相中溶解,使原来不含Al的Ni-Si-B共晶液相中开始含Al,并不断提高其含Al量。
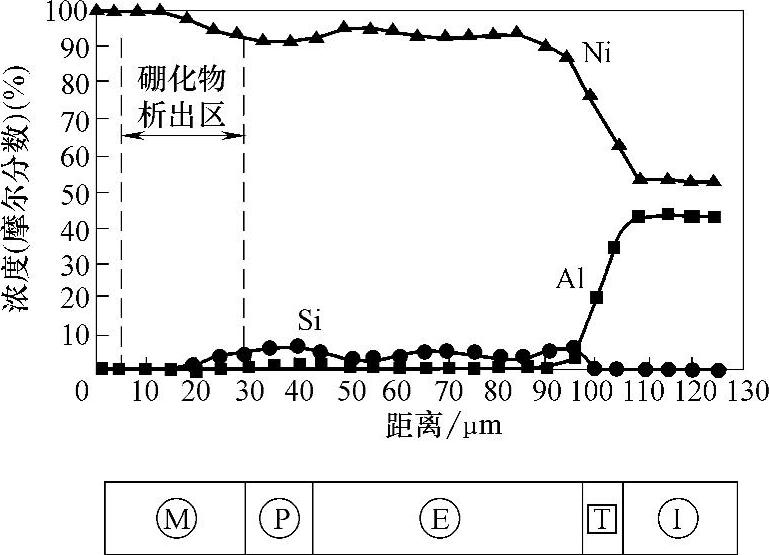
当保温时间为5min时,NiAl/Ni-Si-B/Ni钎焊接头中共晶组织的平均含Al的摩尔分数约2%(见图13-15),并由Ni基体开始向液相中外延生长,进行等温凝固。由于保温时间较短,所得接头中除部分为Ni外延生长的等温凝固组织外,主要是共晶组织。在界面附近的Ni基体中由于B的扩散形成了一个硼化物区,其宽度相当于B在Ni基体中的扩散深度。
从图13-15中还能看到,在界面附近NiAl中由于Al向液相扩散而形成了贫Al区。保温2h后NiAl/Ni扩散焊接头的成分分布如图13-16所示,此时接头中的共晶组织已完全消失,但界面附近Ni基体中的硼化物仍然存在。
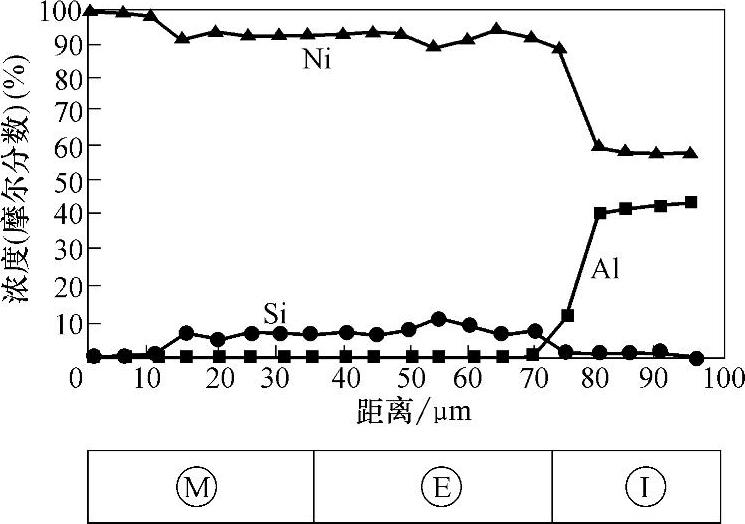
图13-14 NiAl与Ni钎焊接头的成分分布(1065℃,保温0min)
M—Ni基体 E—共晶 I—NiAl基体
 (https://www.xing528.com)
(https://www.xing528.com)
图13-15 NiAl与Ni钎焊接头的成分分布(1065℃,保温5min)
M—Ni基体 P—外延生长的先共晶 E—共晶 I—NiAl基体 T—贫Al的过渡区
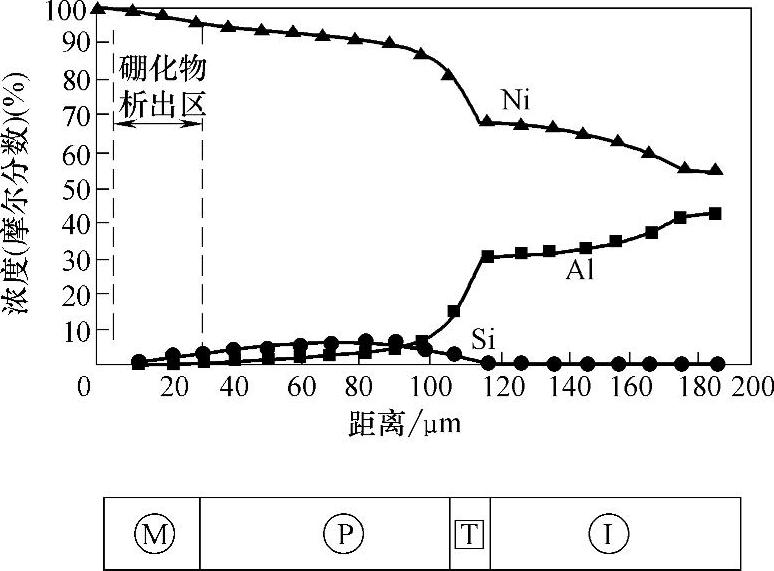
图13-16 NiAl/Ni扩散焊接头的成分分布(1065℃,保温2h)
M—Ni基体 P—外延生长的先共晶 I—NiAl基体 T—贫Al的过渡区
国产NiAl合金(如IC-6合金)过渡液相扩散焊时,中间层成分在母材的基础上进行了调整,将母材中的Al去掉,为提高抗氧化性加入约Cr7%、B3.5%~4.5%(质量分数),做成0.1mm的粉末层。加热温度为1260℃,等温凝固及成分均匀化时间为36h,所得到的扩散焊接头在980℃、100MPa拉力的作用下,持久时间可达100h。
过渡液相扩散焊方法的典型应用是美国GE公司NiAl单晶对开叶片的研制,制造过程如图13-17所示。先铸造实心叶片,用电火花线切割将叶片从中间切成两半,然后加工叶片内部的空腔结构,最后一道工序是将两半叶片焊接在一起。采用的是过渡液相扩散焊技术,可获得与NiAl单晶力学性能相当的接头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。