



镁合金的冲压工艺与其他常用材料的有所不同,普通的冲压方法也难以直接应用到镁合金冲压成形上,这成为阻碍镁合金板材是否能广泛应用的重要原因之一。目前,镁合金产品大多为铸造件,存在塑性差、产品尺寸受限、成品率低等缺点,极大地限制了镁合金的应用范围。因此,镁合金板材冲压件以其更高的力学性能等优点必然得到越来越广泛的应用。
迄今为止,虽然镁合金冲压成形的研究已取得了一定的进展,但还缺乏系统性,这也给镁合金板材在工业中的广泛应用造成了一定的困难。
本节主要介绍镁合金冲压成形工艺及其研究成果。
1.影响镁合金板材冲压性能的因素
影响镁合金板材冲压性能的因素主要包括:板材晶粒的大小、形状和织构、夹杂物、板材热处理状态等。
一般情况下,当晶粒尺寸增大时,屈服极限降低,屈强比(屈服强度/抗拉强度)也随之减小,所以晶粒尺寸增大可使板材的冲压性能提高。但是,晶粒粗大会引起冲压制品的表面出现橘皮状。大量的研究表明,晶粒细化可有效地提高镁合金的强度并改善其塑性,因此为了获得优良的冲压性能,必须合理控制镁合金板材的晶粒大小。
晶粒形状对金属冲压性能也有明显的影响。Mabuchi等人[14]的研究表明,长条状晶粒有助于抑制晶界滑移的发生,而晶界滑移得到抑制会使合金的强度提高而伸长率降低。Koike等人[15]在研究了微晶合金的位错行为后认为,AZ31B镁合金在室温下可获得大的伸长率归因于晶界的有效协调性。
在影响板材冲压性能的因素中,板材织构是很重要的一个方面。对镁合金的研究表明,轧制板材形成基面织构,而挤压板坯则最终形成<1100>平行于挤压轴的取向,即形成基面平行于挤压轴的织构。这两种织构均不利于板材塑性的提高。根据冲压过程板材的应力应变状态可知,这两种织构也不利于冲压成形。
镁合金板材的热处理状态对其冲压性能有很大的影响。试验表明,与未经退火处理的板材相比,经退火处理后的镁合金板材的屈强比降低,伸长率大大提高,各向异性大大降低,尤其是对于单向轧制板材更为明显。
2.镁合金冲压成形工艺
(1)冲裁 冲裁是将板材的一部分与另一部分分离,获得所需形状的毛坯或零件。冲裁工艺不但可以加工具有复杂轮廓形状的平面零件,而且也可以用于已成形为零件的修边、切口等工序。
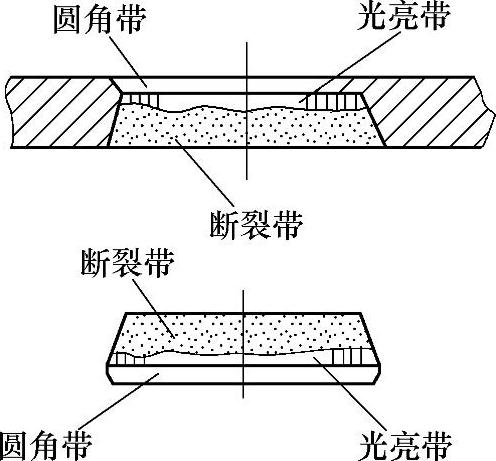
图8-26 冲裁时剪切面的形状
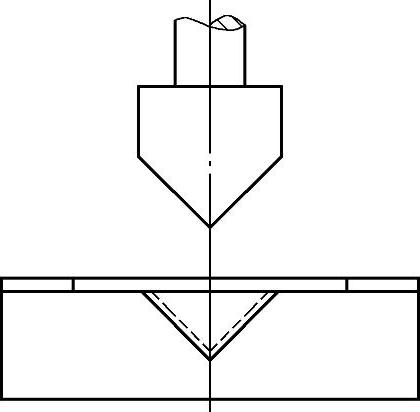
图8-27 自由弯曲模
冲裁断面的基本特征如图8-26所示。在冲裁过程中,当冲裁凸模与板材接触时,凸模和凹模刃口开始切入金属,会带动邻近的金属进入间隙,形成塌角;当刃口继续压入金属时,金属受到模具侧面的挤压而形成光滑的表面,通常称之为光亮带;当产生裂纹,并且裂纹贯穿整个金属板材后,板材被分离成两部分,在分离过程中形成粗糙的断裂带。而飞边的产生则是在产生裂纹时形成的,飞边上与刃口接触的侧面是在刃口压入金属的过程中形成的,而飞边的另一个侧面是在产生裂纹的过程中形成的。
(2)弯曲 弯曲是将材料弯曲成一定角度和形状的工序。在弯曲过程中,作用在坯料上的力首先使材料产生弹性变形,随着作用力逐渐增大,当其达到某一极限值时,坯料发生塑性变形。外力去除后,已变形的坯料不能恢复原来的形状,而是呈模具的形状。弯曲所用的材料有板材、棒材、管材和型材。最简单的弯曲模如图8-27所示。
弯曲既可以在压力机(曲柄压力机、液压机、摩擦压力机)上进行,也可以在专用的弯板机、弯管机、滚弯机、拉弯机和自动弯曲机上进行。根据制件和所用设备的特点,弯曲可分为压弯和滚弯两类,所制得的弯曲件的基本类型包括开式、半封闭式、封闭式、重叠式、多向弯曲等。
对于厚度为h(m)的镁合金板材,存在一个最小弯曲半径rmin(m)。而最小弯曲半径rmin不仅取决于材料的力学性质、厚度、热处理状态以及模具结构等,还与板材的平面方向性、侧面和表面的质量有关。当弯曲半径大大超过平板毛料的厚度时,中性层与毛坯厚度的中间层十分接近,而当弯曲半径比毛坯厚度略大、相等或者略小时,中性层即向内表面移动。
最小弯曲半径一般用下式表示:
rmin=Kwmin·h
式中Kwmin是最小弯曲系数,可查表获得。(https://www.xing528.com)
AZ31镁合金的最小弯曲半径:温度为20~250℃时,rmin为5.5~2.0mm。
(3)镁合金弯曲的加热 镁合金弯曲成形一般在加热状态下进行,但当弯曲变形程度不大时,也可在室温下成形。目前镁合金弯曲模具的加热方式有内置式和外置式两种。内置式是将加热元件内置于弯曲模具内,具有操作方便的优点,但是模具制造繁杂程度增加很多,体积增大;外置式可采用气炬、电阻炉或在带有加热设备的专用机床上加热。
根据生产中实际情况,镁合金毛坯既可在单独的加热炉中进行,也可与模具一起加热。由于镁合金的导热系数较大,采用单独加热的方式时需要考虑在毛坯取放过程中的热量损失。如果连同模具一起加热,则加热时间过长或温度过高都会引起镁合金材料的组织、性能发生变化。
除了工件和模具需要预热外,镁合金的弯曲成形操作与其他金属大体相同。顶模和底模由钢制成,如果允许工件冷变形,则可以将钢制冲头安装在橡胶模具中并固定在一卡盒内。金属冲头和模具应该精抛光,以免划伤工件表面。
(4)拉深 镁合金拉深成形与大多数金属不同,一般都是在加热状态下进行的,只有当变形程度很小时,才能在室温下进行。
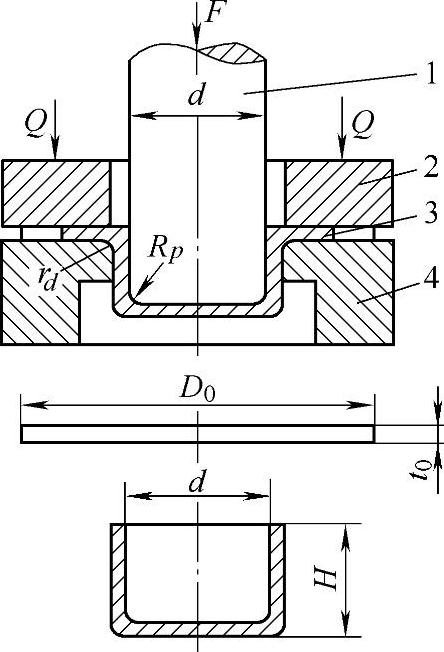
图8-28 镁合金拉深模具示意图
1—凸模 2—压边圈 3—毛坯 4—凹模
除板材因素外,影响镁合金拉深成形的效果和LDR(极限拉深比)的主要工艺参数有模具结构、成形温度、拉深速度、润滑条件、压边方式等。
1)拉深变形过程分析。镁合金拉深模具示意图如图8-28所示[16],与其他材料的拉深装置基本相同。不过,镁合金拉深一般需要加热,所以其拉深装置常配备有加热设备和温控系统。在拉深过程中,直径为D0的毛坯在冲头的作用下,在凹模端面和压边圈之间的缝隙中变形,并被拉进凸模与凹模之间的间隙里形成空间零件的直壁。零件上高度为H的直壁部分是由毛坯的环形部分(内径为d)转化而成的,所以,拉深时毛坯的外部环形部分是变形区,而底部通常是不变形区。在拉深开始时,与冲头圆角相接触部分的材料首先变形,进入凸凹模间隙,该部分材料在变形之后,在接下来的拉深过程中,不再发生变形;毛坯外圈环形部分,经过凹模圆角径向弯曲和周向弯曲,形成拉深件直壁部分。
2)加热方式。由于镁合金拉深一般在加热状态下进行,所以加热设备在镁合金拉深成形中具有重要地位。加热方式可分为零件加热、模具加热和设备加热。
零件加热方式包括辐射加热、电阻加热、炉内加热、感应加热与火焰加热(喷灯加热)等;模具加热包括整个模具加热、电阻加热、炉内加热等;设备加热包括热成形机加热、热流体加热、热流动固体加热等。这些加热方式各有优缺点,在生产过程中可根据生产条件和产品要求进行合理选择。
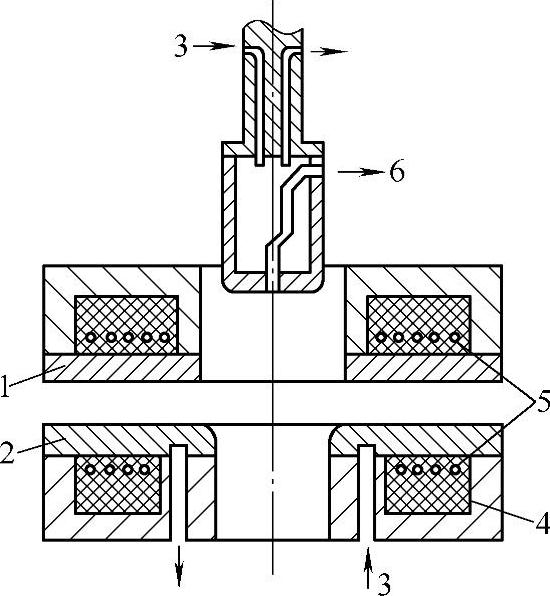
图8-29 差温拉深模具示意图
1—压边圈 2—凹模 3—冷却水 4—隔热层 5—电热元件 6—排气孔
3)拉深装置。镁合金拉深除了需要配备加热装置外,可采用与其他金属类似的拉深装置。为了提高镁合金的成形能力,常采用差温拉深装置。差温拉深是利用毛坯法兰部分与凸模圆角部分的温度差,以改变毛坯法兰部分的屈服强度与凸模圆角部分毛坯的抗拉强度之比,从而提高拉深极限比的一种方法(见图8-29)[17]。其实质是借变形区(如毛坯凸缘区)局部加热和传力区危险断面(侧壁与底部过渡区)局部冷却的方法,一方面减小变形区材料的变形抗力,另一方面又不致减小甚至提高传力区的承载能力,即造成两方合理的温差,而获得很大的强度差,从而最大限度地提高一次拉深的变形程度,提高材料的极限拉深比。
有效温差的形成方法一般有两种:①局部加热毛坯,将毛坯法兰部分加热,以降低其屈服强度,而同时将毛坯中心部分冷却,以保持其较高的抗拉强度,这种方法最适宜拉深低塑性材料(如钛合金、镁合金)的零件及形状复杂的深拉深件。②深冷拉深,即在拉深过程中,用液态空气或液态氮气深冷凸模,使毛坯的传力区被冷却到150~160℃而得到强化。
4)镁合金拉深工艺。在镁合金拉深过程中,主要工艺参数包括凸凹模间隙、模具圆角半径、模具形状、成形温度、拉深速度、润滑条件、压边方式,以及拉深次数、拉深方式等。拉深次数和拉深方式可根据拉深件的形状与生产设备和条件来确定。
(5)镁合金冲压成形的应用范围 镁合金板材主要用于制造各种平面零件和立体零件,如飞机、汽车、通信、电子、电器、仪表的组合件以及其他用冲压成形法制造的工件。
用镁合金板材制成的最普通的飞机零件和部件包括:各种板壁、整流罩、门、盖、口盖框架、内部加强型材组合件、发动机罩、各种连接整流包皮、翼尖、尾面、副翼及襟翼的蒙皮等。用于汽车的镁合金板材制造的零部件包括:汽车内门板、仪表盘等。在3C产品上,镁合金冲压件主要用于制造各种电子产品的外壳、框架等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。