



1.镁合金零件的热成形工艺设计
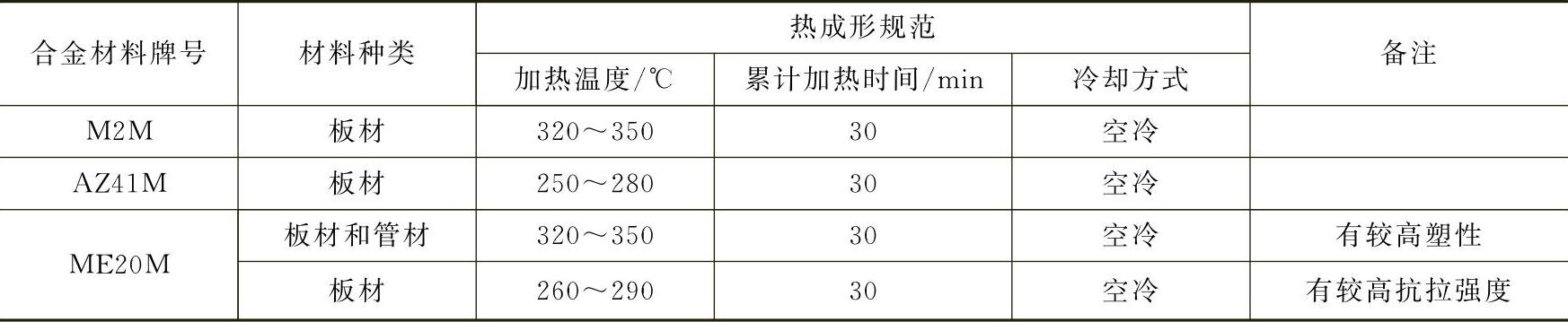
(1)镁合金板材的热成形温度及累计加热时间 镁合金板材的热成形温度及累计加热时间按表8-10选择。
表8-10 镁合金板材的热成形温度及累计加热时间
(2)镁合金零件的热成形方法 镁合金零件的热成形方法与铝合金零件的热成形方法相同。
2.镁合金板材热成形的工艺要点及对策
1)关于镁合金板材表面氧化膜的工艺要点及对策如下:
①镁合金板材耐腐蚀性较差,在其坯料、半成品、零件成形、保管和使用中,应注意对表面氧化膜的保护。
②需要成形的镁合金坯料在冲压前必须去除氧化膜(挤压型材除外)。其原因是氧化膜在高温下相当脆、硬,会硌伤零件。
③无氧化膜的镁合金坯料在车间只允许存放15昼夜,超过15昼夜必须送表面处理车间钝化。钝化后可再继续存放15昼夜。
④带氧化膜的镁合金零件,允许在车间存放一个月。
2)镁合金零件的后期修整、校形、切割、交检及转移等过程中,操作者必须戴白色细布手套,以防裸手污染零件。
3)镁合金热成形模具应采用钢质材料替代铅、锌等材料,以避免零件表面产生腐蚀点。
4)镁合金边角料及粉屑应专门存放以待回收,且不可随意堆放在车间地面上,以防其与水发生氧化自燃。
3.镁合金零件的热成形工艺流程
1)领取、检查坯料,检查下料日期。(https://www.xing528.com)
2)去除氧化膜。
3)加热坯料、热成形模具。
4)热成形,使用测温笔、热电偶和表头控温。
5)后期修整、校形及切割后,送去化学氧化。
6)及时取回半成品,检查零件表面有无腐蚀点。用刮修法彻底去除腐蚀点。若刮修后零件厚度小于零件允许的最小厚度,零件报废。
7)零件交检。
8)氧化,喷漆。
4.镁合金热成形的典型零件(见图8-30、图8-31)

图8-30 波纹板
图8-31 整流罩
5.镁合金热成形零件材料(见表8-10)
6.镁合金热成形模具
镁合金热成形模具与铝合金热成形模具相同,其加热设备也相同,此处不再叙述。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。