



【摘要】:汽车覆盖件对车身质量有重要影响,要经过多道工序甚至十几道冲压工序才能完成,而且在每一道工序中,都会因冲压工艺、冲模结构及其有关参数、冲压材料、冲压条件等方面的原因而产生质量问题。面畸变是汽车覆盖件表面产生的局部起伏(或凸凹),其起伏高度一般在几十到几百微米。采用图5-21所示的零件进行数值模拟,对零件上可能出现的面畸变进行预测。图5-25所示为实际成形零件上产生的面缺陷。
汽车覆盖件对车身质量有重要影响,要经过多道工序甚至十几道冲压工序才能完成,而且在每一道工序中,都会因冲压工艺、冲模结构及其有关参数、冲压材料、冲压条件等方面的原因而产生质量问题。面畸变是汽车覆盖件表面产生的局部起伏(或凸凹),其起伏高度一般在几十到几百微米。由于直接目视观察覆盖件表面时很难或无法发现这种缺陷,在车身油漆后经光照射才能表现出来。
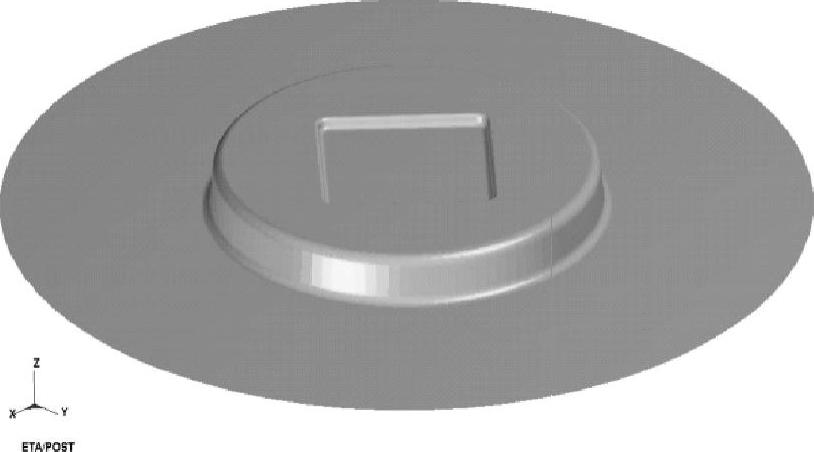
采用图5-21所示的零件进行数值模拟,对零件上可能出现的面畸变进行预测。
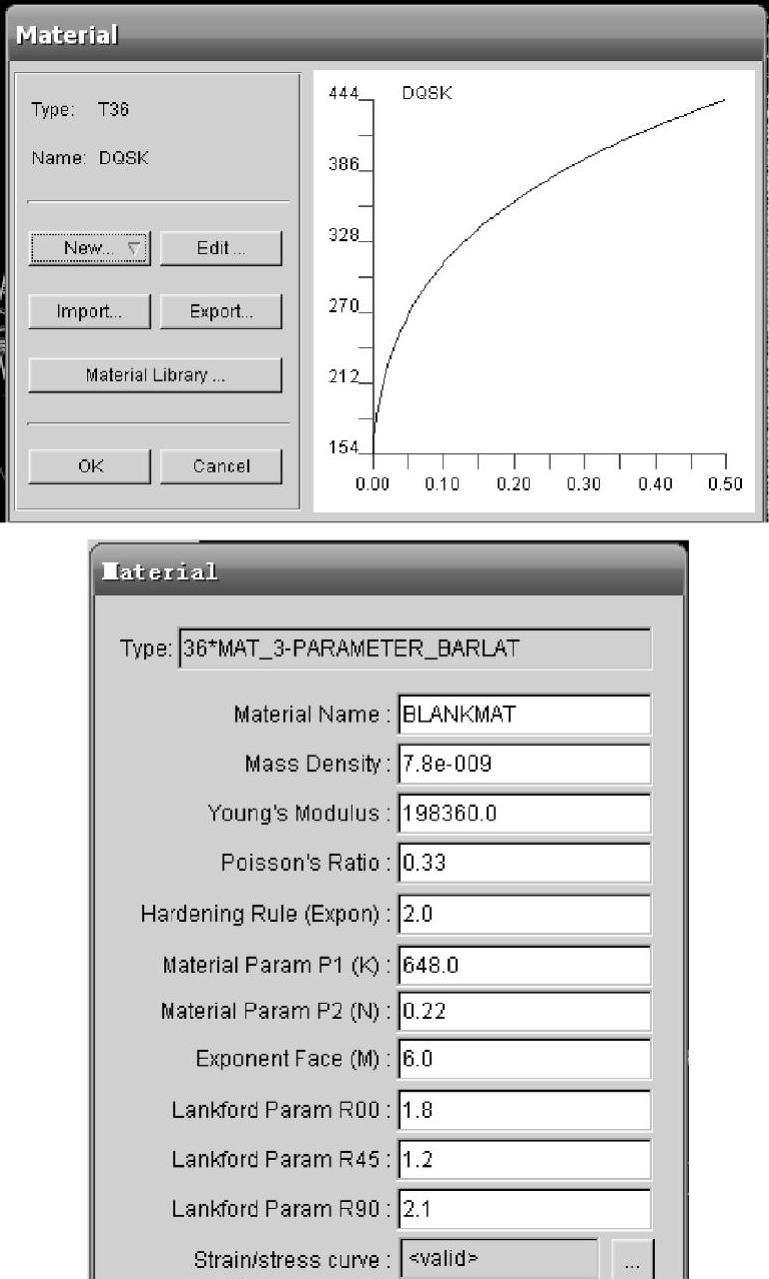
毛坯尺寸为500mm×500mm的方板,厚度为0.7mm,初始网格为2mm,材料模型采用36*MAT_3-PARAMETER_BAR-LAT模型。在DYNAFORM中的具体参数设置如图5-22所示。
冲压过程凸模的速度定义为500mm/s,压边力200kN。
然后对虚拟拉深筋进行定义,将拉深筋固定在凹模上,拉深筋阻力为10N/mm,深度为5mm,如图5-23所示。
模拟计算后,通过零件上等效应力的分布来判断表面缺陷出现的位置,等效应力小于金属屈服应力的区域会产生表面缺陷(见图5-24),而且等效应力越小,表面缺陷越明显。图5-25所示为实际成形零件上产生的面缺陷。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-22 材料参数设置
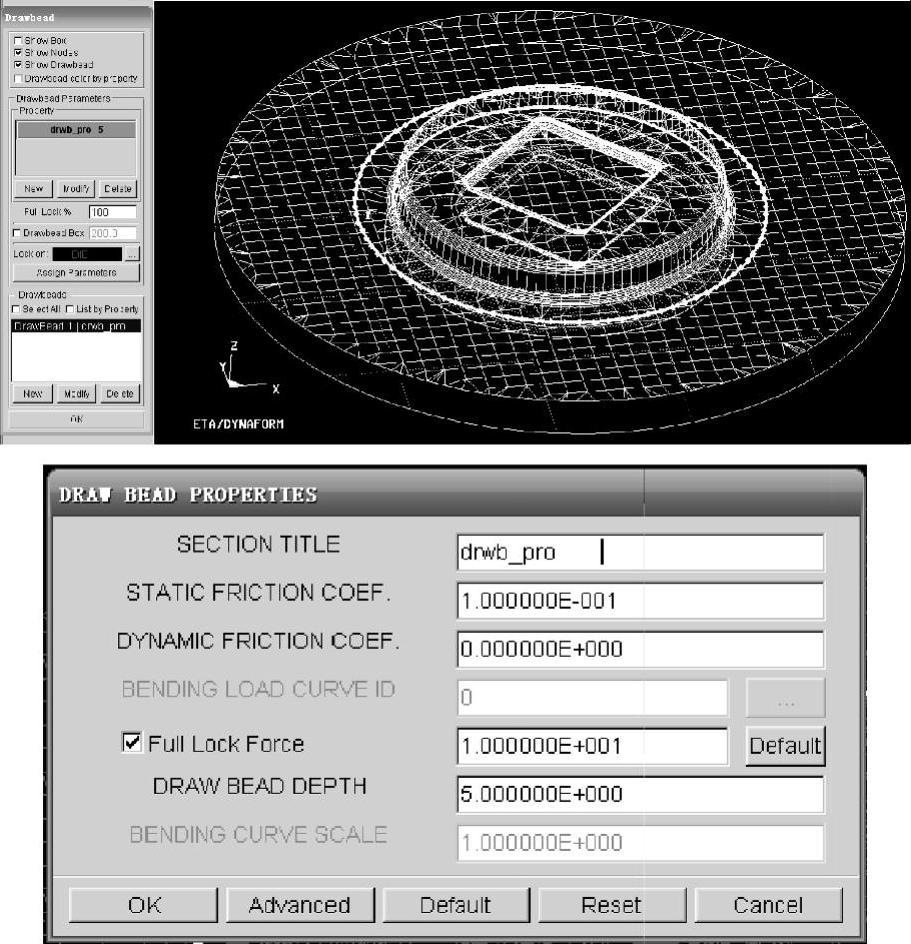
图5-23 虚拟拉深筋参数设置
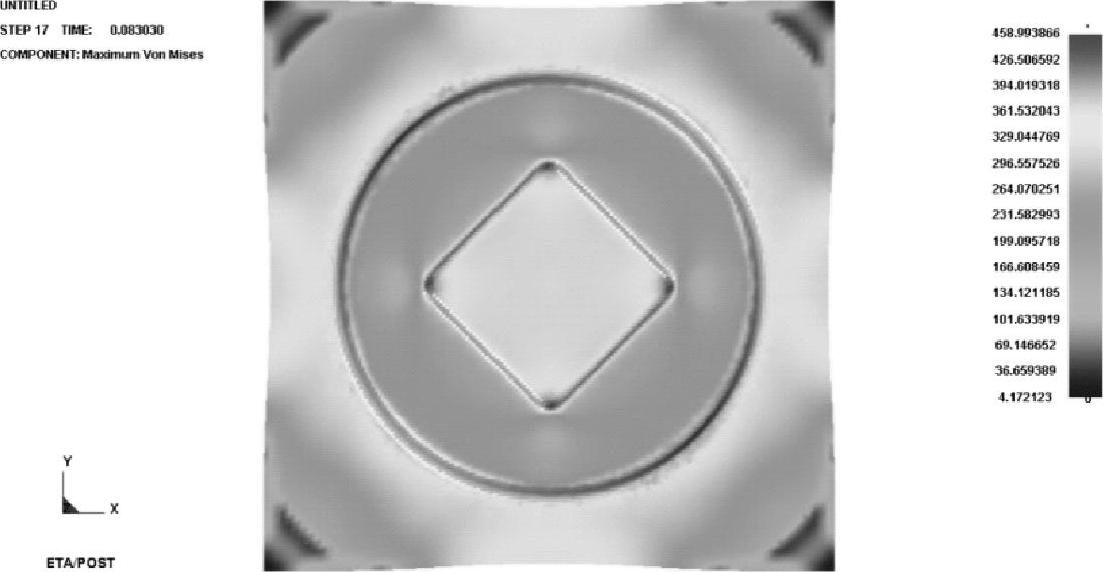
图5-24 模拟结果:等效应力分布

图5-25 实际成形零件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。