



图8-1所示为板料冲压成形实例。从图8-1可以看出,成形加工的零件形状多而复杂,多数成形加工是对板料已冲压成形的半成品或毛坯,通过局部冲压变形作业,改变其形状与尺寸。从其变形特点分析,不少成形作业是相似和基本相同的,如图8-1a~e、k~n所示,通常的压筋、打凸、压包等,通称起伏成形,就像局部浅拉深。一般情况下,起伏成形在零件局部压凹和打凸,必然使料厚减薄,表面积增大。当压筋、压包、打凸等的平面尺寸较大而成形高度超过两倍料厚,实际上已成为拉深成形了。图8-1i所示的平面为圆形的仪表弹性元件膜片、图8-1j所示的仪表波纹管等都是成形难度较大,也并非一般起伏成形可以完成的冲压作业,尽管有一些变形特征已超出了起伏加工范围,似含有拉深与弯曲变形的特征,但习惯上仍将其划归起伏成形范畴。
图8-1h所示百叶窗的成形作业,因其切开部分材料而使其成形加工的性质受到质疑。实际上,其作业特点类似翻边成形,是板料冲压加工中,特别是门窗、罩盖及外饰壳体冲压加工中常用的一种成形加工方法。
枪弹壳缩口及管接头扩口是众所周知的成形加工实例,见图8-1p,其变形特点以压缩与拉伸应变为主,都会使料厚发生改变。
板料冲压成形的方式与加工对象越来越多,还在不断拓展。板料冲压成形的冲模结构设计,应以满足冲压成形零件的技术与工艺要求为目标,以生产出合格成形冲压零件为目的,以成形零件图样和成形工艺为依据,从现场生产条件及制模单位的技术水平与制模能力出发,设计出技术上先进而实用的成形模结构。
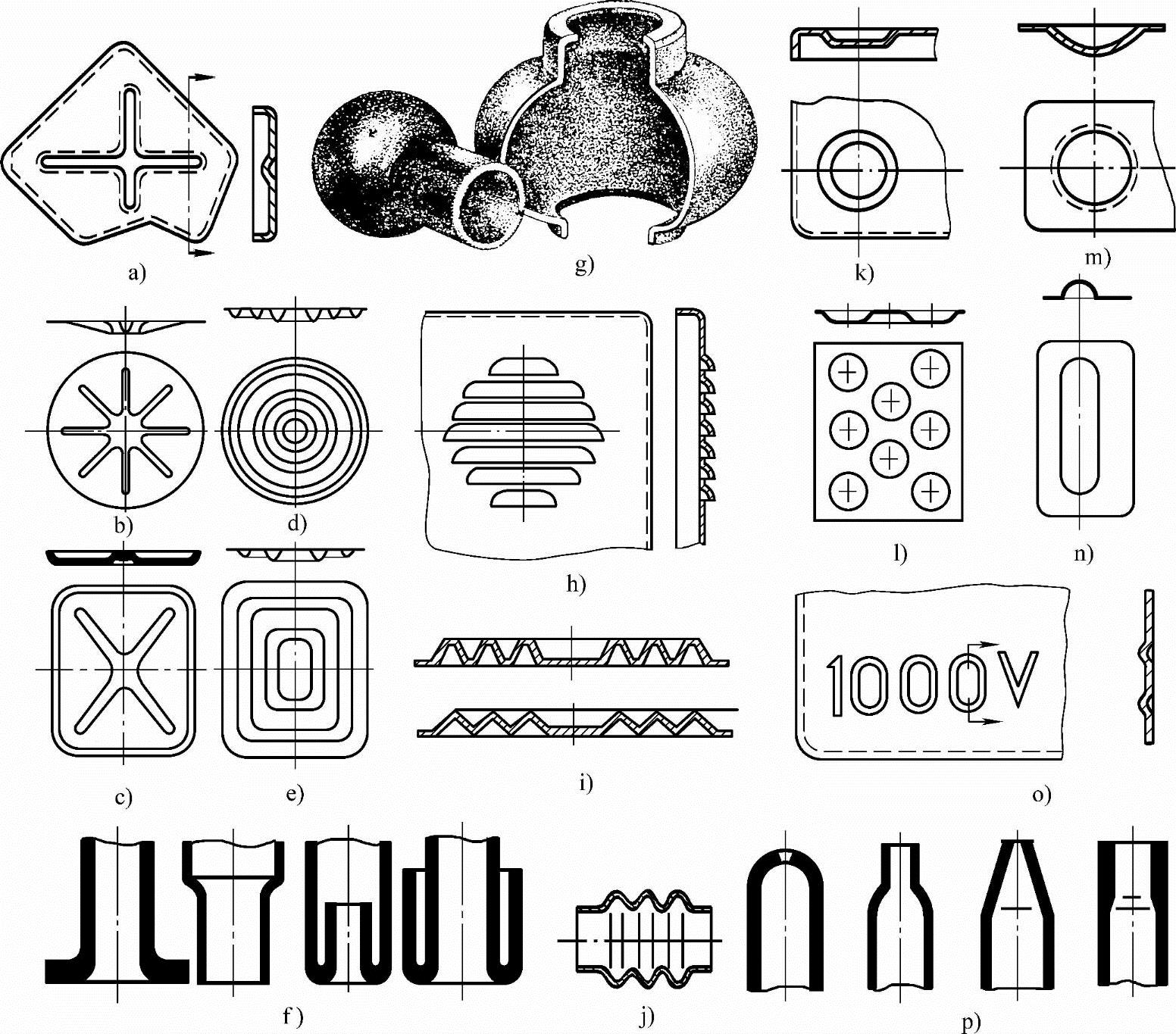
图8-1 板料冲压成形实例
a)~e)压筋 f)旋压成形 g)胀形凸肚 h)百叶窗成形 i)仪表膜片、膜盒 j)波纹管 k)、l)打凸包 m)、n)打凸、压槽 o)压字、压花、打标记 p)缩口、封口成形(https://www.xing528.com)
从成形模结构设计的需要,考虑各种成形冲压的变形特点,兼顾各种成形工艺的分类,除了弯曲、拉深、翻边与扳边外,还可以概括为如下几类:
1)胀形,包括:凸肚、打凸、压筋、压包等局部变形冲制。
2)旋压,又称赶形。
3)缩口与扩口。
4)校平与整形。
5)压印、压花与打标记,也属于起伏成形之类。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。