



在模具专业化生产过程中,为了达到模具的快速设计与制造的目的,一般都将模具的结构及零部件实行标准化生产。即将模具的结构形式、零件及部件的组合统一标准,编绘成“标准资料"。在组织模具生产时,管理部门根据生产能力和生产批量,按“标准资料"所规定的图样、尺寸标准,预制出成批的不同规格型号的零部件坯料。模具钳工在接到模具制造任务后,可根据图样上规定的型号与规格,从备件库中直接领取相应的标准件坯料。只需按图样完成型孔的加工、工作零件制作及装配即可。这样可使模具制造周期大大缩短,提高了效率,降低了成本。
1.坯料的加工工序
坯料的加工工序见表8-14。
表8-14 坯料的加工工序
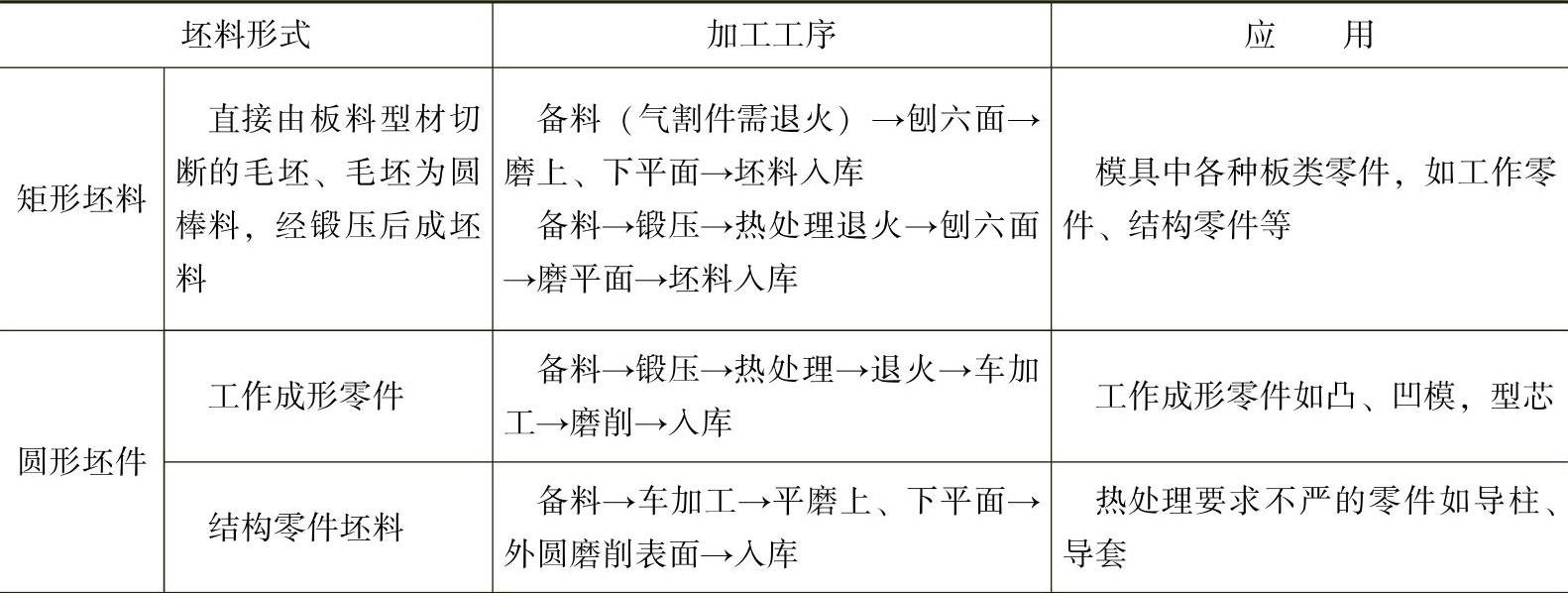
注:1.加工后的坯料应打印刻记、以备选用。
2.矩形坯件各边应倒成(0.5×1.5)×45°倒角。
2.坯料加工工序间预留余量
模具坯料经下料备坯及锻造后,都应经刨、铣、磨削后方能成为标准坯料进行后续加工或商品交易。但在加工各工序间,都应留有一定余量,以方便下道工序加工。
(1)坯料刨削后加工余量
坯料经刨削后,预留加工余量参见表8-15。
表8-15 刨削加工预留加工余量 (单位:mm)
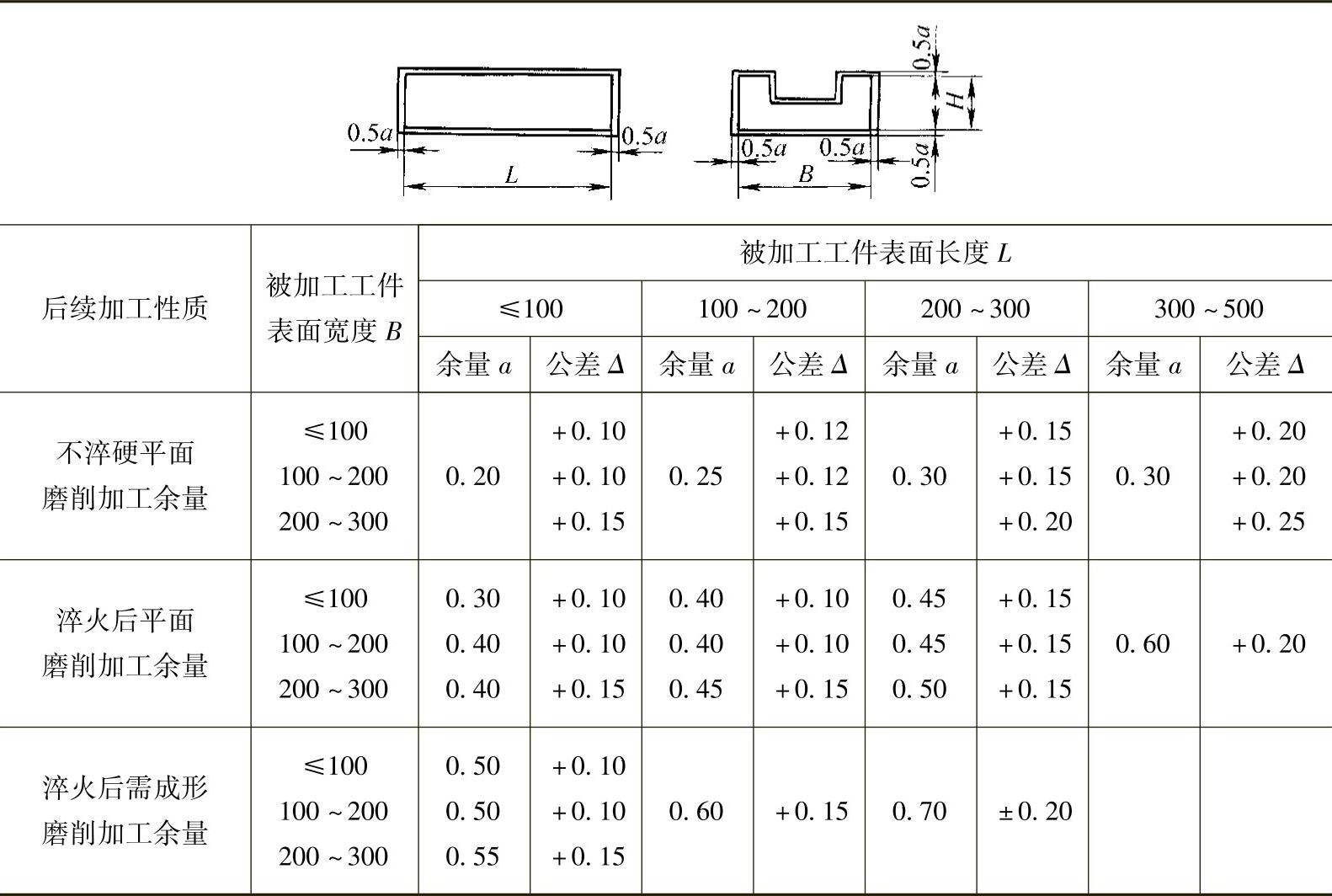
注:1.表中数值系双面余量。
2.表中余量适用于Ra﹤3.2μm范围。
3.Ra3.2~1.6μm或尺寸为自由公差时,一般不放余量。
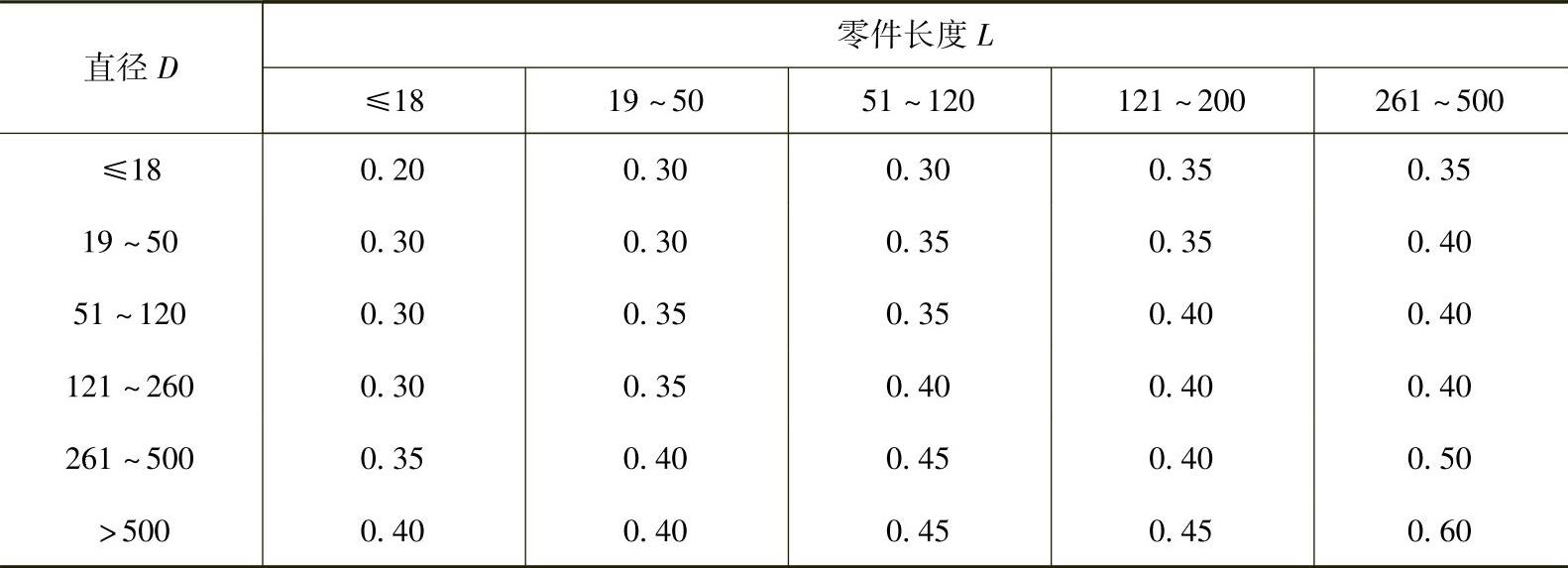
(2)坯料铣削后预留加工余量
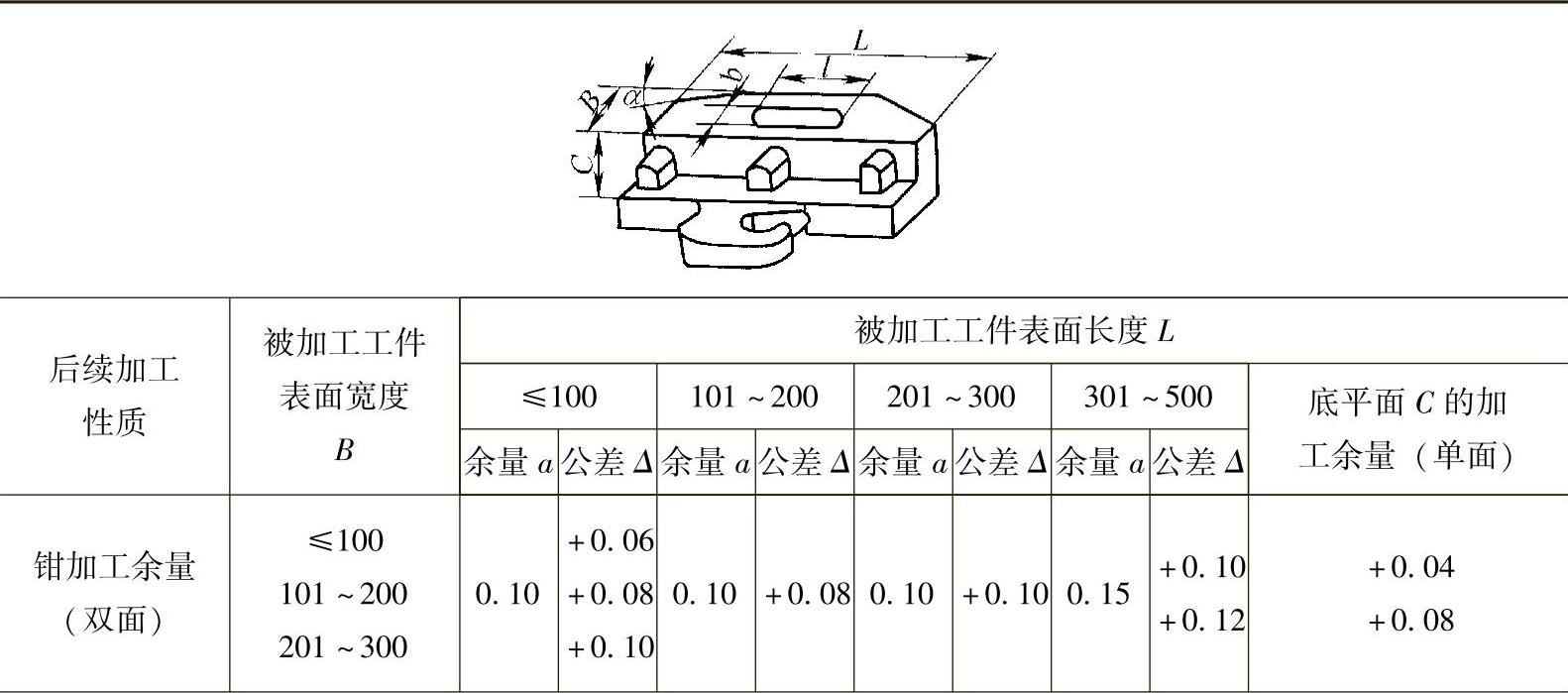
经铣削后的坯料预留加工余量见表8-16。
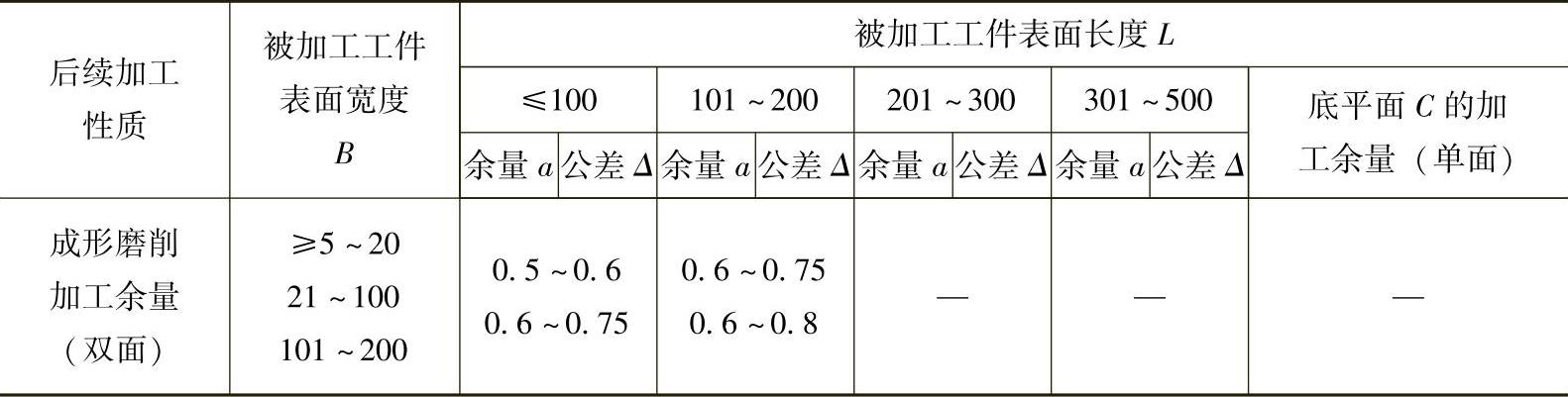
表8-16 铣削预留加工余量 (单位:mm)
(续)(https://www.xing528.com)
注:1.表中余量适用于Ra﹤3.2μm范围。
2.Ra3.2~1.6μm时,一般不放余量。
(3)磨削前预留加工余量
坯料磨削预留加工余量参见表8-17、表8-18、表8-19。
表8-17 矩形件磨削余量 (单位:mm)
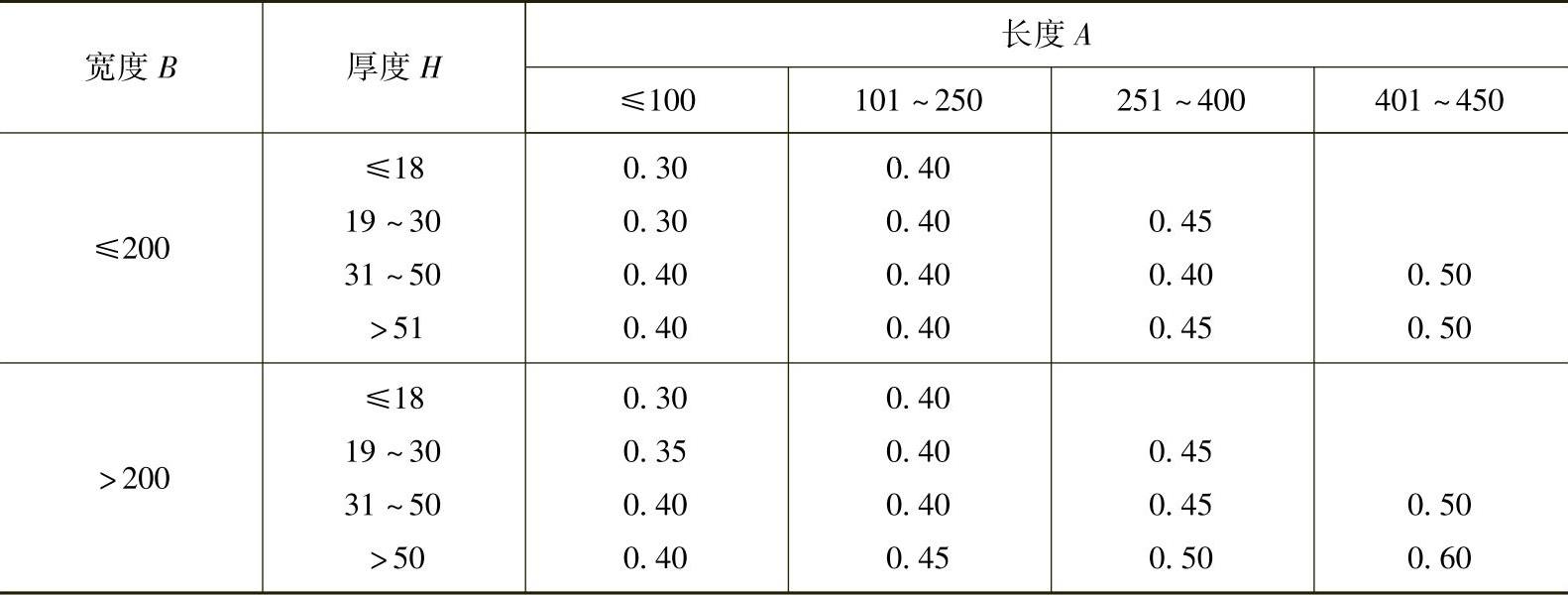
表8-18 轴类零件上、下面留磨余量 (单位:mm)
(4)螺纹加工前预留底孔直径
模具零件各种紧固螺孔在攻螺纹前需预留底孔(钻孔),直径参见表8-20。
表8-19 外圆与内孔预磨留量 (单位:mm)
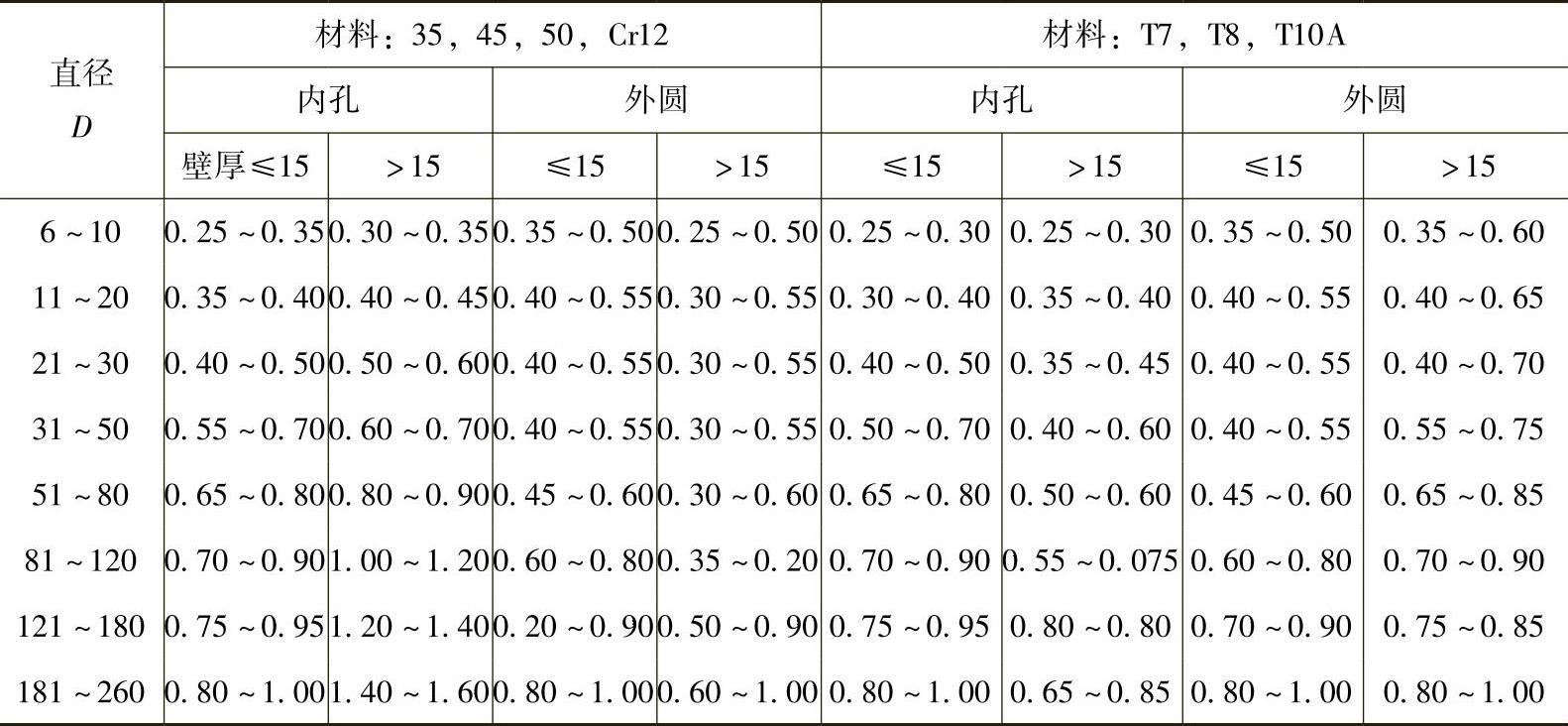
注:1.本表适用于长度在200mm以内圆柱套形零件。
2.假如内径/壁厚>5或长度/外径>2时应选表中上限值。
表8-20 螺孔攻螺纹前预留底孔直径 (单位:mm)
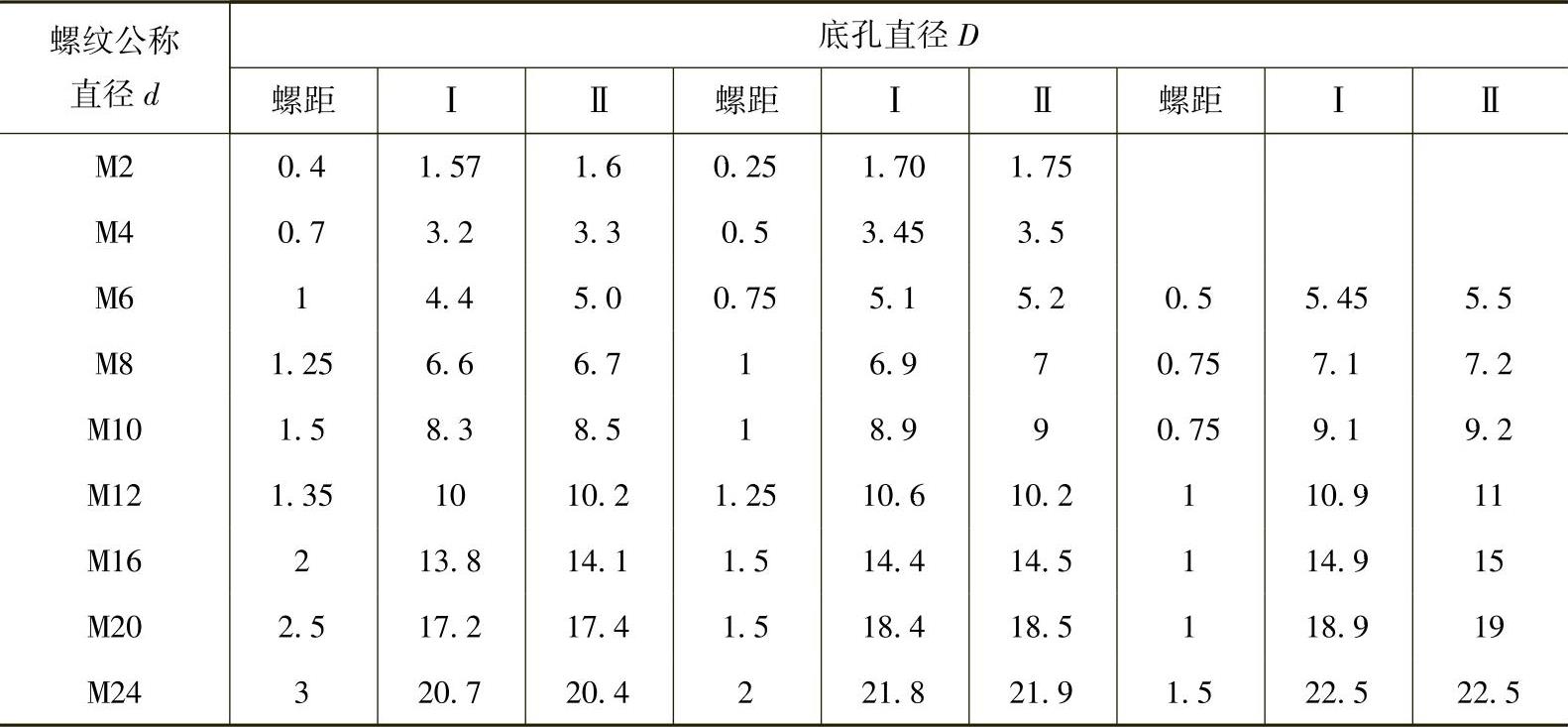
注:1.Ⅰ—铸铁、青铜等脆性材料;Ⅱ—黄铜、钢等韧性材料。
2.孔径公差:普通螺纹IT12;细牙螺纹IT10级。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。